某微型軸類零件的自動(dòng)化測量與碼料設(shè)備設(shè)計(jì)
2018-01-18 09:02:53
制造業(yè)自動(dòng)化 2017年9期
(江蘇職業(yè)信息技術(shù)學(xué)院,無錫 214000)
0 引言
面對新趨勢,為了提高產(chǎn)線自動(dòng)化程度與生產(chǎn)效率,某公司提出了散落微型軸類零件自動(dòng)測量與碼料需求。微型軸類零件自動(dòng)測量與碼料系統(tǒng)包括尺寸測量、分選碼料。之前該公司的微型軸類零件的測量與分選都靠人工手動(dòng)完成。人工完成直徑跟高度的測量,其實(shí)現(xiàn)效率低,也容易引起操作錯(cuò)誤,而且測量一顆產(chǎn)品要很長時(shí)間,一旦操作不正確,會(huì)導(dǎo)致不良品沒有檢測出來流入下道工序,造成成品不良;測量完成后根據(jù)測量結(jié)果對零件進(jìn)行歸類,放入不同料盤,一般料盤數(shù)量在兩個(gè)以上,很容易出錯(cuò)。可以看到這種手工測量及碼料方式不適合現(xiàn)代微型軸類零件的批量生產(chǎn)。因此,迫切需要一個(gè)高生產(chǎn)效率、高精度、價(jià)格低廉的測量解決方案。基于這種應(yīng)用需求,我們設(shè)計(jì)了自動(dòng)化的測量與碼料機(jī)。此微型軸類零件成品外觀如圖1所示。
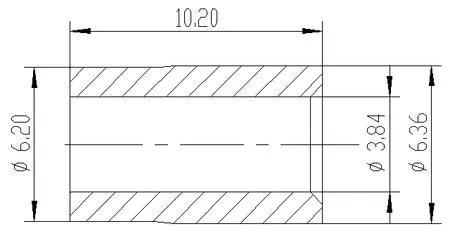
圖1 成品零件外觀
1 總體設(shè)計(jì)
針對人工測量過程中的不足,設(shè)計(jì)了一種結(jié)構(gòu)簡單,成本較低,采用高精密的位移傳感器檢測微型零件加工過程中出現(xiàn)的偏差,直線驅(qū)動(dòng)的碼料系統(tǒng)進(jìn)行全自動(dòng)碼料。提高生產(chǎn)效率、保證產(chǎn)品質(zhì)量的同時(shí),很大程度節(jié)省了生產(chǎn)成本。自動(dòng)碼料裝置是由皮帶輸送系統(tǒng)、搬運(yùn)緩沖系統(tǒng)、轉(zhuǎn)塔系統(tǒng)、測量系統(tǒng)、碼料系統(tǒng)五部分構(gòu)成。該自動(dòng)碼料裝置作為高度自動(dòng)化的智能裝備,在產(chǎn)品檢測以及穩(wěn)定性上保證可靠,整機(jī)三維實(shí)體建模如圖2所示。
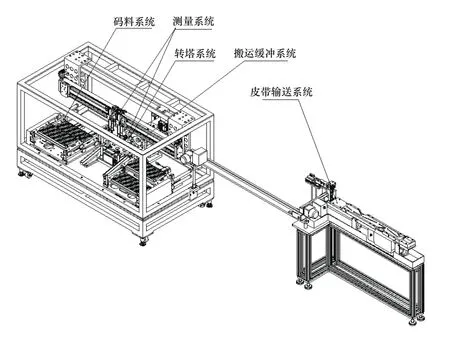
圖2 系統(tǒng)整體設(shè)計(jì)結(jié)構(gòu)示意圖
1.1 皮帶輸送系統(tǒng)部件設(shè)計(jì)及工作原理
用于微型軸類零件輸送的零件自動(dòng)輸送線,其中主要包括去鐵屑蛇形軌道、零件導(dǎo)向槽和方向校正裝置,蛇形軌道與零件導(dǎo)向槽安裝在皮帶線上,如圖3所示,機(jī)床上零件加工完成后,沿著下料零件入料口掉入皮帶輸送系統(tǒng),零件在皮帶上沿著蛇形軌道槽前行,移動(dòng)過程中,零件上的鐵屑和雜質(zhì)不會(huì)沿著蛇形槽移動(dòng),在碰到鐵屑擋板后沿著擋板掉落到皮帶線下方的接油盤中。鐵屑去除后的零件通過輸送帶輸送至方向校正系統(tǒng),如圖4所示,校正檢測位移傳感器檢測零件方向,通過校正旋轉(zhuǎn)夾緊氣缸動(dòng)作來保證零件同一方向輸送至搬運(yùn)緩沖系統(tǒng)。
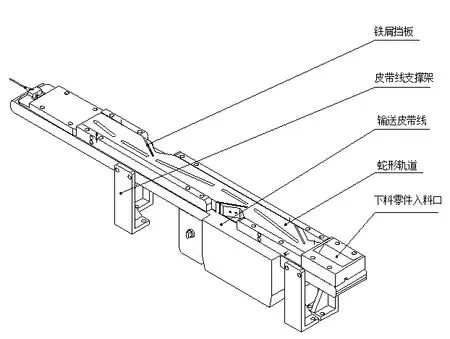
圖3 去鐵屑蛇形軌道示意
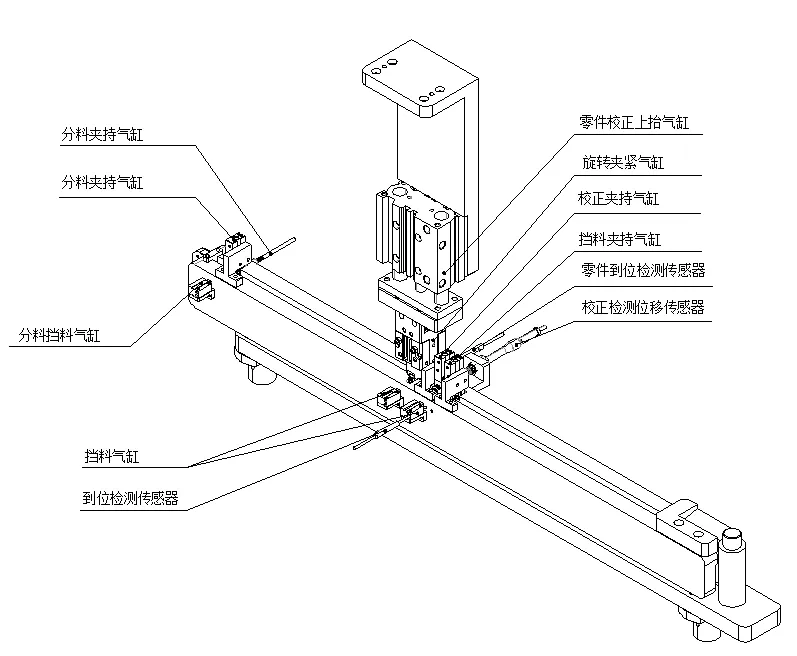
圖4 方向校正裝置示意圖
1.2 搬運(yùn)緩沖系統(tǒng)部件設(shè)計(jì)及工作原理
搬運(yùn)緩沖系統(tǒng)傳動(dòng)方式采用臺(tái)達(dá)ASDA-A2伺服驅(qū)動(dòng)[1]實(shí)現(xiàn)轉(zhuǎn)盤高速、精確旋轉(zhuǎn)。傳動(dòng)方式采用齒輪傳動(dòng)實(shí)現(xiàn)電機(jī)與負(fù)載匹配[2,3],減速比1:5。如圖5所示,其中轉(zhuǎn)盤材質(zhì)采用透明亞克力,方便調(diào)試過程中確認(rèn)零件位置,另外加工過程中需要保證轉(zhuǎn)盤分度精度,這樣每轉(zhuǎn)一格(45°),零件都可以準(zhǔn)確丟入轉(zhuǎn)盤。轉(zhuǎn)盤結(jié)構(gòu)如圖6所示。
微型軸類零件經(jīng)過去鐵屑以及方向校正后,依次進(jìn)入搬運(yùn)緩沖系統(tǒng)。零件靠自重掉入緩沖系統(tǒng)轉(zhuǎn)盤,上料到位傳感器檢測有料后,伺服電機(jī)拖動(dòng)轉(zhuǎn)盤轉(zhuǎn)一格(45°),待轉(zhuǎn)動(dòng)180°后零件從下料口掉入轉(zhuǎn)塔系統(tǒng),下料到位傳感器檢測零件是否落到位,檢測落到位后才能執(zhí)行下一個(gè)指令。
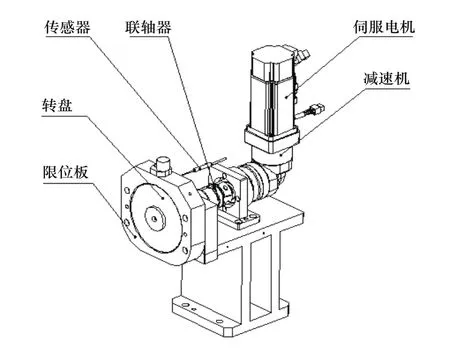
圖5 搬運(yùn)緩沖系統(tǒng)結(jié)構(gòu)示意圖
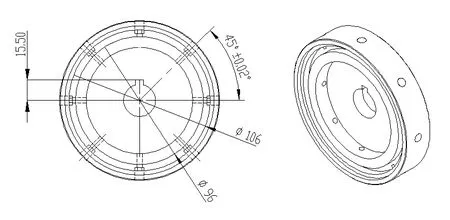
圖6 轉(zhuǎn)盤結(jié)構(gòu)圖
1.3 轉(zhuǎn)塔系統(tǒng)部件設(shè)計(jì)及工作原理
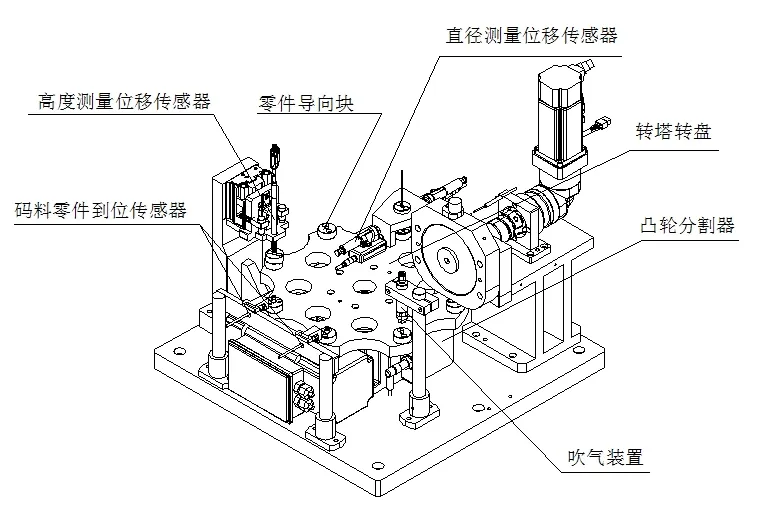
圖7 轉(zhuǎn)塔系統(tǒng)結(jié)構(gòu)示意圖
轉(zhuǎn)塔系統(tǒng)傳動(dòng)方式采用威駟TC120G-8-A分割器傳動(dòng),實(shí)現(xiàn)轉(zhuǎn)塔轉(zhuǎn)盤高速、精確旋轉(zhuǎn)[4];如圖7所示,零件落到位后,凸輪分割器拖動(dòng)轉(zhuǎn)盤轉(zhuǎn)動(dòng)一格(45°),動(dòng)作完成后分割器到位傳感器檢測有無信號(hào),檢測有信號(hào)后,直徑檢測位移傳感器動(dòng)作夾持零件判斷零件直徑是否在設(shè)定范圍,高度檢測滑臺(tái)氣缸下壓,讀取高度檢測位移傳感器判斷零件高度是否在設(shè)定范圍,碼料零件到位傳感器檢測是否有料,吹氣裝置電磁閥動(dòng)作吹氣,清除工裝上殘留鐵屑以及其他雜質(zhì)。傳感器數(shù)據(jù)讀取完成后高度檢測滑臺(tái)氣缸上抬,直徑檢測位移傳感器復(fù)位,碼料零件到位傳感器檢測有料碼料系統(tǒng)啟動(dòng)動(dòng)作。
1.4 測量系統(tǒng)部件設(shè)計(jì)及工作原理
直徑測量系統(tǒng)采用邁信諾DK812SBLR5位移傳感器、MG10-P1控制器與MG20-GK計(jì)數(shù)模塊來完成直徑測量[5]。如圖8所示,其中MG20-DK完成數(shù)據(jù)采集,MG10-P1控制器與西門子CP340[6,7]通訊模塊完成數(shù)據(jù)交換。動(dòng)作過程如下:直徑檢測位移傳感器動(dòng)作完成后,通過比較兩個(gè)傳感器位移值與設(shè)定值進(jìn)行比較,在公差范圍內(nèi)即為良品,不在范圍內(nèi)即為不良品。
高度測量系統(tǒng)采用邁信諾DK812SBR5位移傳感器、MG10-P1控制器與MG20-GK計(jì)數(shù)模塊來完成高度測量。如圖9所示,動(dòng)作過程如下:滑臺(tái)氣缸向下動(dòng)作,下壓頭與零件上表面接觸,當(dāng)彈簧彈力大于位移傳感器彈簧彈力時(shí),高度檢測位移傳感器與工裝接觸產(chǎn)生位移,比較該位移量與標(biāo)定尺寸進(jìn)行比較,在公差范圍內(nèi)即為良品,不在范圍內(nèi)即為不良品。
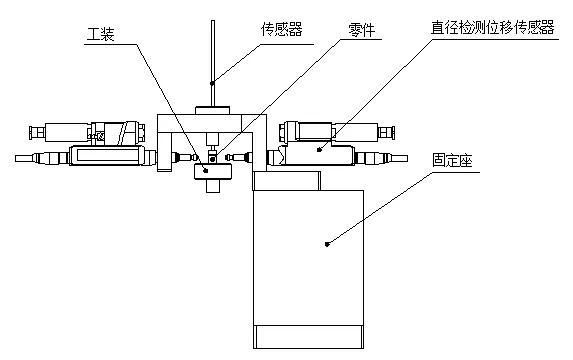
圖8 直徑測量系統(tǒng)結(jié)構(gòu)示意圖
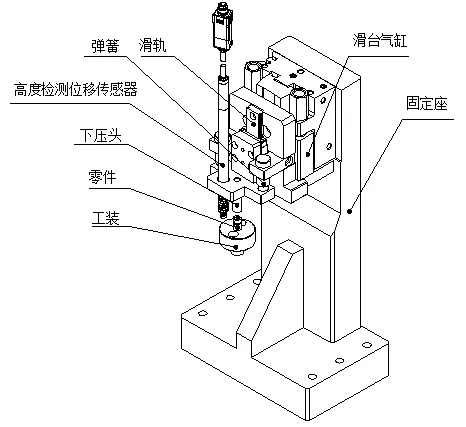
圖9 高度測量系統(tǒng)結(jié)構(gòu)示意圖
1.5 碼料系統(tǒng)部件設(shè)計(jì)及工作原理
碼料系統(tǒng)采用科瑞力摩F01-37SX1600-F系列直線電機(jī)[8]與C1100-PN控制器來完成碼料動(dòng)作。控制器與西門子S7-300[9,10]通過PROFINET總線完成通訊[11]。如圖10所示。動(dòng)作流程如下:在碼料零件到位傳感器檢測有料時(shí)碼料系統(tǒng)Z軸伺服直線電機(jī)向下動(dòng)作,動(dòng)作到位后夾爪氣缸夾持零件,夾持到位后Z軸伺服直線電機(jī)向上動(dòng)作,動(dòng)作到位后X軸伺服直線電機(jī)動(dòng)作將零件放入指定的托盤或料槽中。
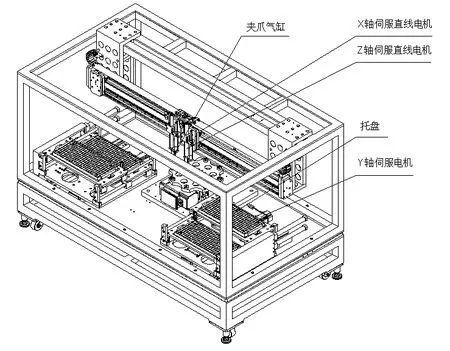
圖10 碼料系統(tǒng)結(jié)構(gòu)示意圖
2 結(jié)束語
本裝置是一套原理簡單、操作方便的自動(dòng)測量與碼料系統(tǒng),包含了PLC、傳感器、伺服電機(jī)驅(qū)動(dòng)、氣壓傳動(dòng)、總線控制等技術(shù)的綜合應(yīng)用,涉及范圍比較廣泛。在機(jī)械設(shè)計(jì)、電氣硬件設(shè)計(jì)以及裝配完成后,調(diào)試過程要不斷觀察系統(tǒng)設(shè)備的運(yùn)行情況,將其記錄下來,然后配合軟件程序反復(fù)調(diào)試系統(tǒng),在滿足速度節(jié)拍要求下,降低宕機(jī)機(jī)率,直至系統(tǒng)運(yùn)行良好。該項(xiàng)目的成功研制可以降低工廠工人勞動(dòng)強(qiáng)度與風(fēng)險(xiǎn),節(jié)省人力成本;對有自動(dòng)下料需求的中小型機(jī)械加工廠我們可以提供綜合解決方案,幫助客戶以機(jī)器代替人工,提高效率,提高品質(zhì)。
[1]中達(dá)電通股份有限公司.[EB/OL].http://www.deltagreentech.com.cn/productlv4-374-164.html.
[2]肖瀟.伺服電機(jī)的選型原則與計(jì)算[J].機(jī)床與液壓,2014,42(22):44-46,49.
[3]李軍.數(shù)控機(jī)床進(jìn)給伺服系統(tǒng)慣量的分析與計(jì)算[J].裝備制造技術(shù),2014,(2):151-152,157.
[4]衛(wèi)進(jìn).凸輪分割式旋轉(zhuǎn)踩曲機(jī)傳動(dòng)系統(tǒng)的研究與仿真[J].食品與機(jī)械,2015,31(3):78-81.
【】【】
[5]上海邁信諾自動(dòng)化技術(shù)有限公司.[EB/OL].http://www.magnescale.cn/threestyle/magnescale/firstcatalog/2610458/1.html.
[6]關(guān)賢武.基于PLC串口通訊的多數(shù)字傳感器數(shù)據(jù)采集系統(tǒng)研究[J].四川水力發(fā)電,2013,32(2):58-60,176.
[7]李其中.S7-300 PLC串行通訊及應(yīng)用[J].機(jī)械與電子,2009,(7):55-58.
[8]科瑞集團(tuán)控股有限公司.[EB/OL].http://www.linmot.cn/chanpinzhongxin/guanshizhixiandianji.
[9]西門子股份有限公司.SIEMENS STEP7 V13編程手冊[Z].2011.
[10]S7-300/400PLC技術(shù)與應(yīng)用,電子工業(yè)出版社,2015,01:344-353.
[11]孫蓉.PROFINET控制系統(tǒng)設(shè)計(jì)研究[J].實(shí)驗(yàn)室研究與探索,2014,33(4):103-107.
猜你喜歡
數(shù)學(xué)小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文評點(diǎn)報(bào)·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國共青團(tuán)(2015年7期)2015-12-17 01:24:38
