低溫絕熱氣瓶用截止閥檢測技術研究
2018-01-17 03:46:10李偉平
化工裝備技術 2017年6期
李偉平
(廣東省肇慶市特種設備行業協會)
0 概況
液化天然氣 (LNG)低溫絕熱氣瓶是用于貯存、運輸液化氣體產品的高真空多層絕熱可移動式低溫液體容器,其關鍵控制部件主要是截止閥。截止閥的安全性能直接影響到低溫絕熱氣瓶的使用效率和安全性能。一旦截止閥失效,造成瓶內LNG泄漏爆炸,則破壞力驚人。國家質檢總局一直對瓶閥開展特種設備型式試驗及許可制度,但由于國內目前尚無低溫絕熱氣瓶用截止閥產品的國家標準,且無配套的產品性能檢驗檢測設備,因此就需要對此開展研究。國內的低溫截止閥產品質量水平與國外產品相比尚存在一定的差距,主要體現在產品在低溫-196℃下的內部泄漏率和外部泄漏率較大,尤其是產品在經過低溫疲勞循環測試后其泄漏率較大。為解決這些問題,需要綜合考慮國內外相關產品的使用現狀和技術水平,積極展開低溫絕熱氣瓶用截止閥的產品試驗項目和試驗方法研究以及產品使用性能檢測設備的研制,并及時起草和制定相關的國家標準 《低溫絕熱氣瓶用截止閥》,對低溫絕熱氣瓶用截止閥的技術要求、試驗方法、檢驗規則等進行規范管理。
低溫氣瓶附件處于低溫、甚至超低溫的工作環境,使用環境極其苛刻,極易造成閥體及密封面的外漏或內漏,從而影響其氣密性,稍有泄漏就有可能釀成嚴重事故。所以對低溫瓶閥的設計、制造、檢測提出了極高的要求。低溫絕熱氣瓶附件產品的設計、生產過程、關鍵檢測指標的檢測技術都將直接影響最終的產品質量水平。綜合考慮上述因素,研究適合LNG低溫氣瓶用截止閥檢測的方法,并研制低溫氣瓶用截止閥氣密性和耐用性的檢測設備,為起草國家標準 《低溫絕熱氣瓶用截止閥》提供技術支撐,這對低溫氣瓶閥的推廣應用及發展具有重要的現實意義。
1 低溫絕熱氣瓶用截止閥
低溫絕熱氣瓶,是用于儲存液氧、液氮、液氬、LNG、液化二氧化碳等低溫液化氣體的特種焊接氣瓶,其工作壓力不大于3.5 MPa。低溫絕熱氣瓶從型式上可設計成立式或臥式。國外低溫絕熱氣瓶制造商的具體制造工藝或要求一般是參照美國運輸部制定的 《焊接保冷氣瓶》 (DOT 4L)規范。國內生產制造低溫絕熱氣瓶廠家則遵循 GB 24159—2009《焊接絕熱氣瓶》規范。低溫絕熱氣瓶裝配完整,包含內容器、外殼、絕熱層、支撐系統、輸液系統、增壓系統和汽化系統7個主要部分,具有儲存、運輸、供液、供氣四大功能。典型的低溫絕熱氣瓶一般配置截止閥、調壓閥、安全閥和液位計等氣瓶附件[1]。
低溫絕熱氣瓶用截止閥的質量好壞直接關系到氣瓶的安全運行、絕熱性能、加注技術、無損儲存等,因此不允許出現任何差錯。閥門故障和失效會造成LNG泄漏,引起燃燒甚至爆炸,造成嚴重事故,因此必須引起足夠的重視[2]。由于液態低溫介質通常是液氧、液氮、液氬、液化天然氣、液化二氧化碳等,尤其LNG不但易燃易爆,而且在升溫時要氣化,氣化時體積膨脹數百倍,所以對閥門的設計、制造、試驗和檢測等環節均要求極其嚴格[3]。
目前,從國內的低溫絕熱氣瓶閥門行業來講,對這種產品的技術要求、試驗方法、檢驗規則等要求并不統一,沒有統一的標準。國內生產企業所設定的檢測項目較少,檢測方法較為落后,檢測技術要求較低,相應的檢驗檢測設備大多為企業自主研發的簡易設備,缺乏可靠性和準確性,且沒有第三方檢測機構能夠進行公正性的產品質量檢測。國外也無適合的低溫氣瓶閥產品制造標準和專業的檢測設備,主要參考英國標準 《低溫容器低溫氣瓶用閥門》 (BS EN 1626)等低溫容器與閥門方面的技術規范[4]。
2 低溫氣密性檢測技術研究
低溫絕熱氣瓶是用于貯存、運輸液化氣體產品的高真空多層絕熱可移動式低溫液體容器。氣瓶附件主要包括截止閥、調壓閥,這些氣瓶附件屬于特種設備,具有比較高的危險性,必須進行嚴格的檢驗檢測。然而國內目前尚無成熟的檢驗檢測技術,更沒有相應的技術標準和專用設備。由于低溫絕熱氣瓶用截止閥的最低使用溫度約為-196℃,這對氣瓶附件在低溫狀態下的氣密性要求較高。在深冷工況下,氣瓶附件內部的密封元件和密封結構能否保證其氣密性,對整個氣瓶的安全性影響很大[5]。
針對LNG氣瓶附件的低溫氣密性檢測方法展開系統研究,綜合考慮國內外LNG氣瓶附件制造企業的檢驗現狀和相關標準,推薦使用氦質譜檢漏技術。氦質譜檢漏法檢漏效率高,儀器反應靈敏,檢漏精度高,不易受其他氣體的干擾[6]。氦質譜檢漏法流程如圖1所示。
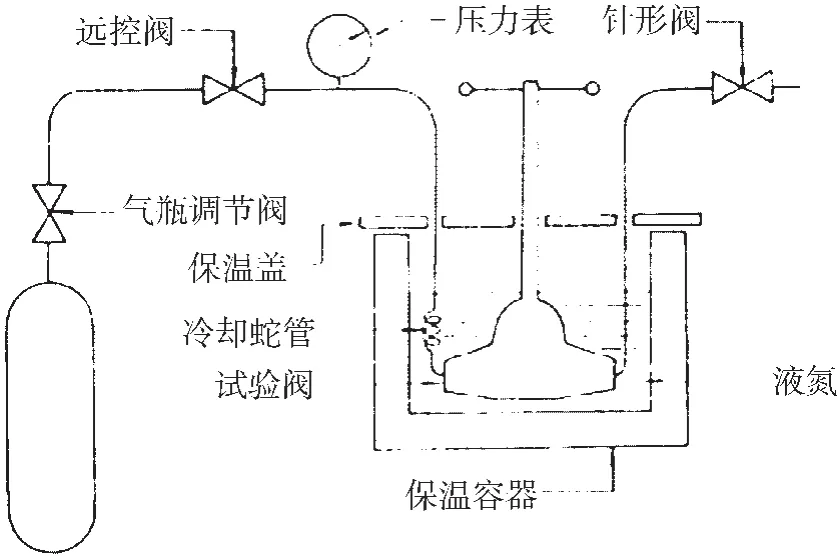
圖1 氦質譜檢漏法流程
氦質譜檢漏儀是根據質譜學原理,用氦氣作示漏氣體制成的氣密性檢測儀器。噴氦法、吸氦法是最常用的兩種檢漏方法。考慮到LNG氣瓶附件體積較小,操作空間不大,因此采用吸槍檢漏。將試驗閥打開并浸入液氮中,關閉針形閥,往其內部通入高純氦氣,利用吸槍檢查試驗閥的外部氣密性;再按規定力矩關閉試驗閥,打開針形閥,往其進氣口通入高純氦氣,在針形閥的出口處用吸槍檢查試驗閥的內部氣密性。這樣會得到一組泄漏率的試驗數據 (見表1),以此定量的測試方法來判斷試驗閥的低溫氣密性。
3 低溫疲勞循環測試技術研究
在低溫環境 (-196℃)下,材料的組織結構穩定性受到考驗。低溫瓶閥材料極易產生低溫脆性破壞以及材料相變所引起的體積變化,并且低溫絕熱氣瓶閥所采用的是焊接結構,必須充分考慮到材料焊接性能及低溫下焊縫的可靠性。在低溫工況下頻繁操作的低溫閥門,其內件也易引起卡阻、咬合和擦傷等現象。綜合考慮以上因素,對低溫氣瓶用截止閥和調壓閥的檢測測試就顯得非常有必要,并且比常溫工況用的閥門檢測更為嚴格。
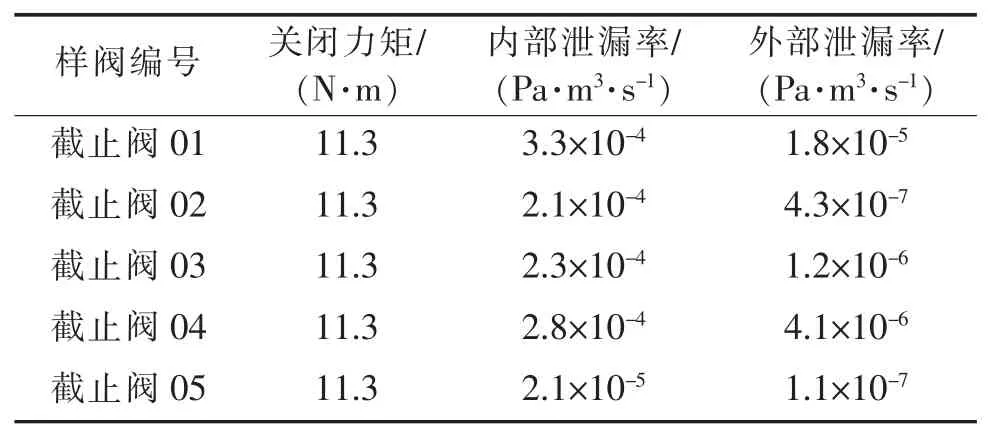
表1 截止閥低溫氣密性試驗結果
在85℃的試驗溫度下,從閥的進氣口通入壓縮空氣,其壓力值為相應的氣瓶公稱工作壓力,操作力矩不大于7 N·m,全行程啟閉160次;然后從閥的進氣口通入2 MPa的液氮,操作力矩不大于7 N·m,全行程啟閉3 840次,進行耐用性試驗,如圖2所示。耐用性試驗后樣品應符合常溫氣密性要求。
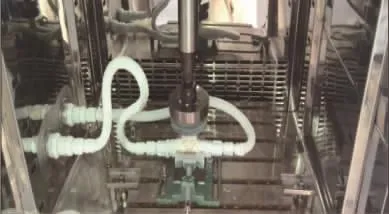
圖2 低溫閥耐用性試驗現場
在低溫絕熱氣瓶用截止閥國家標準的研究和制定過程中,結合低溫絕熱氣瓶用截止閥自身的特點,并參考國內外相關標準,斟酌方方面面,從產品適用范圍、引用標準、相關術語、產品基本結構和型式編制方法、產品的材料要求、生產工藝要求、性能要求 (包括啟閉性、常溫氣密性、耐振性、耐壓性、耐溫性、耐用性、耐鹽霧腐蝕性)和試驗方法等多方面、全方位進行了考慮。
4 結語
本文重點研究了低溫絕熱氣瓶用截止閥的試驗項目、試驗方法以及相關的國家標準的起草等方面問題,為國家監管提供產品檢測標準的制定依據和技術支撐,保障行業的健康發展。隨著我國低溫行業的不斷發展,低溫瓶閥產品的制造水平還需進一步提高,同時還需不斷提升產品的檢測技術,為今后產品的產能提升和產品出口提供保障。
[1] 全國氣瓶標準化技術委員會.焊接絕熱氣瓶:GB 24159—2009[S].北京:中國標準出版社,2010.
[2] 國家質量監督檢驗檢疫總局鍋爐壓力容器安全監察局.固定式真空絕熱深冷壓力容器:GB/T 18442.1—2011 [S].北京:中國標準出版社,2011.
[3] 全國閥門標準化技術委員會.低溫閥門 技術條件:GB/ T 24925—2010[S].北京:中國標準出版社,2010.
[4] Cryogenic vessels— Valves for cryogenic service: BS EN 1626:2008[S].2009.
[5] Valves for cryogenic service:BS 6364:1984[S].1984.
[6] 吳堂榮,唐勇.低溫閥門密封性能的研究與分析 [J].閥門,2009(2):26-28,38.
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
煤氣與熱力(2021年3期)2021-06-09 06:16:18
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2015年1期)2015-08-13 02:23:50
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39
玩具(2009年10期)2009-11-04 02:33:14
