游標卡尺的修理
2018-01-16 22:09:21高建平
價值工程 2017年30期
高建平
摘要:游標卡尺經過長時間使用,會因為正常磨損和人員因素出現故障。本文就這些常見故障進行了細致的總結,并結合作者的實際修理經驗對游標卡尺的故障具體闡述了修理方法,使其符合規程的要求,保證了游標卡尺在使用中檢測數據的準確可靠。
關鍵詞:游標卡尺;測量面;修理方法
中圖分類號:TH711 文獻標識碼:A 文章編號:1006-4311(2017)30-0142-02
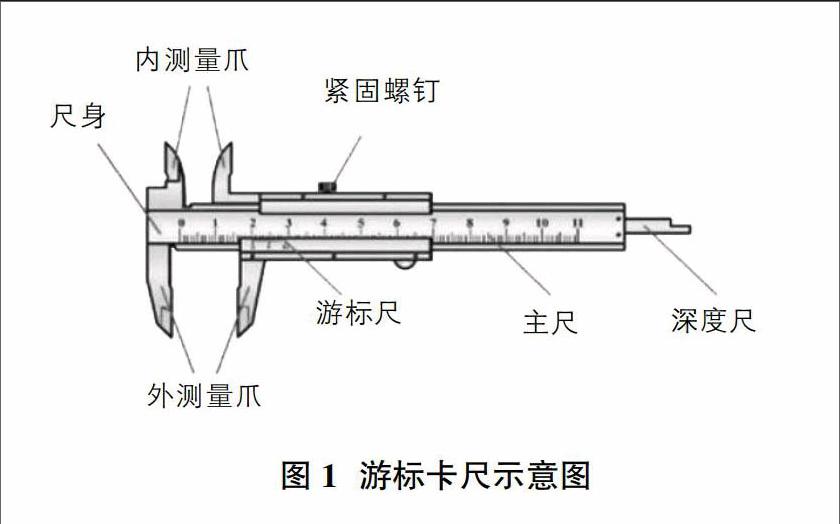
隨著工業生產的發展,機械制造業使用最多的計量器具之一就是游標卡尺(見圖1)。游標卡尺可用于測量長度、寬度、內孔以及深度尺寸,用途廣泛,使用方便簡單。由于游標卡尺頻繁地測量導致卡尺磨損較快或者人為磕碰摔壞,產生誤差,影響卡尺精度。絕大部份卡尺需經過修理才能達到規程要求,本文作者根據自己從事該項工作的經驗,談談游標卡尺的修理方法。
①外觀修理:當卡尺有油污和銹蝕時先用航空汽油清洗干凈,退磁并用油石或金剛銼去掉毛刺、大的劃痕和碰傷。根據銹蝕情況用浸過煤油的砂紙打磨,打磨紋路與加工紋路一致,刻線面應盡量少打磨。
②游標卡尺尺框移動不平穩,不靈活,尺框與尺身之間有明顯晃動,測深尺有竄動。一般有以下幾個原因造成:
主尺彎曲變形:用專用調直工具,也可用木錘在虎鉗上調直。
主尺基面平直度與另一面的平行度不好:可在研磨平板上先研磨主尺基面,然后以主尺基面為基準研磨另一面的平行度,如果主尺基面磨損嚴重可先在磨床上磨削,最后在研磨平板上精研磨。
尺框與尺身之間配合間隙大;對于死游標的可以改成活游標或在游框內粘片,活游標的可以用磨床或手工將游標固定面磨掉一些,縮小尺框與尺身之間的配合間隙。
彈簧片的彈力作用不好:重新調整彈簧片,將彈簧片彎曲成一點弧度,形成多點接觸,或更換厚一些的彈簧片。
測深尺的平直度與安裝位置影響配合:測深尺的平直度不好可以在平板上進行調直,測深尺的安裝位置不好可以根據測身尺尺槽的方向,向相反方向調整即可。
刀口形內量爪的摩擦或磨損間隙:由于刀口形內量爪尺寸比較短,擠壓時將扁軸夾持在卡尺外量爪的根部,再將兩擠壓臂軸分別壓在兩個內量爪的背面處,稍用力擠壓。但應注意刀口量爪應與主尺基面垂直,兩量爪重合時在兩量爪不摩擦的情況下應盡量減小間隙,刀口內量爪的工作面的厚度不應超出0.3-0.4mm。
游標卡尺上的測深尺竄動:可以在安裝測深尺彎鉤處的上方0.5mm左右處,用扁沖子平行于測深尺槽的方向將小槽沖擊窄一些,如果竄動現象嚴重也可以將深尺的彎鉤處焊厚一些。
③游標卡尺外測量爪兩測量面間隙超差的修理;游標卡尺外測量爪兩測量面間隙超差首先要分析超差的原因,如果主尺基面磨損應先將主尺基面研磨好,兩測量面間隙大時先用擠壓工具調整間隙,然后用研磨器進行研磨:卡尺測量面中間凸起,就要用直徑較小的研磨器進行研磨凸起部分,研磨過程中經常觀察卡尺測量面的縫隙,當中間凸起部分已不明顯,然后換用直徑中等的研磨器從卡尺里端至外端研磨,直至符合要求。卡尺測量面中間凹,則用直徑較大的研磨器進行研磨,研磨過程中要注意掌握好研磨器盡量不要將測量面磨偏,如果磨偏了,可以在平板上只研磨測量面,也可用研磨器偏方向用力朝偏斜相反方向研磨,直至符合要求。
④游標卡尺零值誤差的修理;游標卡尺平面度誤差修理好以后,接著解決零值誤差的問題,把游標卡尺兩測量面合并上,擰緊緊固螺釘,然后觀察卡尺活動游標尺和尺身上的刻線是否對齊,如果不對齊的話,如游標尺刻線在尺身刻線左側,就要松開游標尺用小錘敲擊游標尺左側使游標尺刻線與尺身刻線對齊,擰緊游標尺。如在右側就按相反的方向敲擊,直至刻線對齊。當測量面磨損嚴重或已經過多次修磨,游標尺和尺身刻線不可能對齊的情況下,就需要在游標框上調整基孔位置,在游標框上打孔,攻絲,打好中心孔,裝好游標,使刻線對齊。如果游標尺為固定游標尺的話出現零值不準,可將其更換為活動游標尺。也可采用敲擊的方式將測量爪產生正向的研磨余量,形成永久變形后進行研磨,使零值誤差合格。
⑤游標卡尺圓弧內量爪尺寸和平行度超差的修理;圓弧尺寸偏大時可用油石打磨,兩量爪的半徑最高點要在同一母線上。圓弧尺寸偏小,尺寸相差較多時可用補片法保證,圓弧內量爪的平行度的修理可采用內孔研磨器研磨。
⑥游標卡尺示值誤差超差時的修理:
測量面與主尺基面不垂直用擠壓工具調整,也可以用銅錘錘擊主尺量爪,如硬度較高的游標卡尺可用局部退火后再進行調整的方法修理。
游標刻線與主尺刻線傾斜時可以調整活游標,使游標刻線與主尺刻線平行,死游標的可以修理游框基面。
主尺刻線面彎曲變形出現凹形時使刻線主尺直線間的距離縮短,所產生的示值誤差為正,與此相反所產生的示值誤差為負,修理方法可用調直工具進行調直,也可以用錘擊法進行調直修理。
游框基面磨損,活游標的可以用銑床將游框基面銑平,死游標的用銼或專用小刮刀將游框基面銼平或刮成凹形。
由于示值誤差綜合反映卡尺各部分的誤差,因此在其它各部分修理合格后,示值誤差一般來說也會符合規程所規定的通用技術要求。只有把卡尺各部分修理好,才能保證其正常使用,才能更好地服務于生產企業,為產品質量提供堅實的后盾。endprint