激光切割蒙古櫟合理技術參數組合優化*
2018-01-16 16:36:32趙洪剛孫耀星高金貴劉明利趙洪波劉彥龍
林業科學 2017年12期
關鍵詞:影響
趙洪剛 孫耀星 高金貴 劉明利 樂 磊 趙洪波 劉彥龍
(1.北華大學木質材料科學與工程吉林省重點實驗室 吉林132013; 2.中國能源建設集團東北電力第二工程有限公司 大連 116023)
激光因具有方向性好、亮度高、單色性好等特點而廣泛應用于加工業。激光加工技術是20世紀60年代興起的一項新技術,日本從70年代開始研究將激光技術應用到木材加工業的理論,我國在80年代將激光技術應用到木材加工上,但直到本世紀初這項新技術才開始在木材行業推廣應用(姜新波等, 2000; 王又良, 2005; Zhaoetal., 2016)。
目前木材激光加工主要根據經驗試切加工,如果產品發生變化,則需要重新試切后再加工,并沒有合適的關于加工的技術參數規律(Liuetal., 2015; 2005; Honetal., 2003),而且現有報道多為激光加工發展狀況介紹和金屬激光切割方面的研究,如氣流速度、噴嘴直徑等(趙洪剛等, 2016a; Vossenetal., 2015; Goodelletal., 1991),涉及木材切割技術參數確定的文獻很少。
在木材切割中,除了要考慮切割深度外,還有一個重要的指標就是鋸路寬度。傳統木材切割加工主要采用鋸切方式,能耗大、振動大、噪聲刺耳、粉塵污染嚴重、鋸路寬(趙洪剛等, 2015),如圓鋸鋸切鋸路寬度為5 mm左右,而且除了細木工帶鋸機外,鋸機只能鋸切直線狀鋸路,且操作的安全性低、事故發生率高(孟黎鵬等, 2011; 高金貴等, 2014)。由于“天保工程”和“商品林禁采”的實施,我國大量木材需要進口,因此必須要減少資源的浪費并提升產品的附加值,提高木材的綜合利用率,應用新技術、新工藝開發新產品。激光加工安全性高,切割縫寬為0.1~0.5 mm,鋸路損失降低90%~98%; 消耗功率很少,一般多為幾十到幾百瓦; 進給速度快、無切削力,可以隨意切割各種規則或不規則的曲線狀切縫,精度高; 激光加工木材僅產生少量煙霧,無需清理粉塵。激光加工技術在木材行業中的應用,在提倡節能減排的今天,無論從資源利用率還是能源消耗方面都具有重大意義。
本研究以蒙古櫟(Quercusmongolica)為對象,以獲得較大縫深和較小縫寬為目標,對激光切割木材的深度和鋸路損失進行初步研究,以期為生產加工技術人員根據切割效果需求快速確定合理的技術參數提供理論依據。
1 材料與方法
1.1 試驗材料
蒙古櫟,尺寸為200 mm×200 mm×10 mm。
1.2 試驗儀器
細木工帶鋸機、砂光機、VHX2000型超景深三維顯微系統、LJ-V7080型超高速輪廓儀、電子游標卡尺。CMA1390型CO2激光切割機,激光發生器功率130 W,整機總功率1.25 kW,工作臺面尺寸1 300 mm×900 mm,最大加工速度vmax=800 mm·s-1,最大工作電流Imax=50 mA。系統支持軟件及版本: SmartCarve4.3。使用AutoCAD 2010繪制矢量圖(*.dxf文件)后導入到SmartCarve4.3中進行切割參數設置。
1.3 試驗方法
利用激光束裁切木材時,通過在等離子狀態下轉移材料、等離子體發射和逃逸氣體的燃燒等熱力學方式切割材料,在此條件下,被切材料表面被熔化、蒸發和氣化。影響切割效果的工藝參數很多,如鏡頭高F(鏡頭底部到工件表面的距離,單位mm)、光強(激光發生器發射光強度的百分數)、功率、切割速度v、加速度等。切割效果指標也包含很多方面,如切縫的深度(即縫深,單位mm)、切縫的寬度和均勻程度(即縫寬,單位mm)以及切口的平整度、燒灼程度等。
激光切割的縫隙一般呈V形,為了研究方便,縫寬通常取半高寬。為了得到更大的切割板厚,可采用低速大光強的方法,但是激光切割機功率有限制,且易引起火災(試驗中發現板材支架上的漆膜被烤化),安全性低,同時過低的進給速度也使生產率降低。因此可采用多次切割增加切割深度,但不是無限次切割就可以獲得無限大的縫深,每次切割獲得的縫深增量的變化規律也需要探索。
本研究探索常見的激光切割機設置參數鏡頭高(C)、光強(B)、進給速度(A)與切割指標縫深和縫寬的相互關系,特別是多次切割中每次切割指標增量的變化規律。試驗選取的因素水平要素如表1所示,其中光強體現了激光切割機的消耗功率大小,采用激光切割機設置中的寫法,用百分數表示。多次切割的縫深和縫寬數據見表2。表2給出了1~3次遞次切割中縫深和縫寬的數據及對數據增量的初步數據處理。
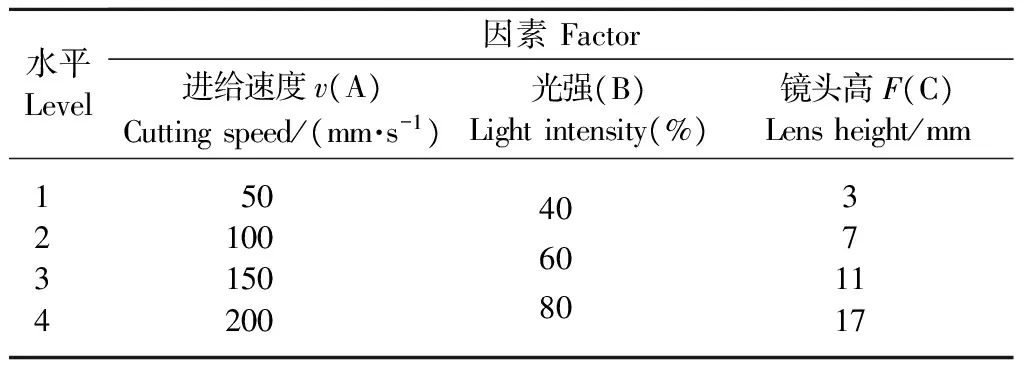
表1 析因試驗要素Tab.1 Factorial experiment factor
在同樣條件下,每條切縫的縫寬比較均勻,重復試驗下亦均勻,但每條切縫的縫深在不同長度部位并不均勻,差值多在0.5 mm以內,個別差值達1 mm以上,屬于粗大誤差,故剔除。出現粗大誤差的原因主要是激光頭運行起始和停止時的加速度影響以及木材材質的不均勻性影響。表2中每個測量值為每種切割條件下重復2次、用細木工帶鋸機切開切縫后每條切縫左中右3個部位的平均值,切縫的斷面圖像如圖1所示。
試驗目標: 多次切割中縫深和縫寬變化規律。主要采用縱向比較和橫向比較方法尋找影響切割效果的規律。
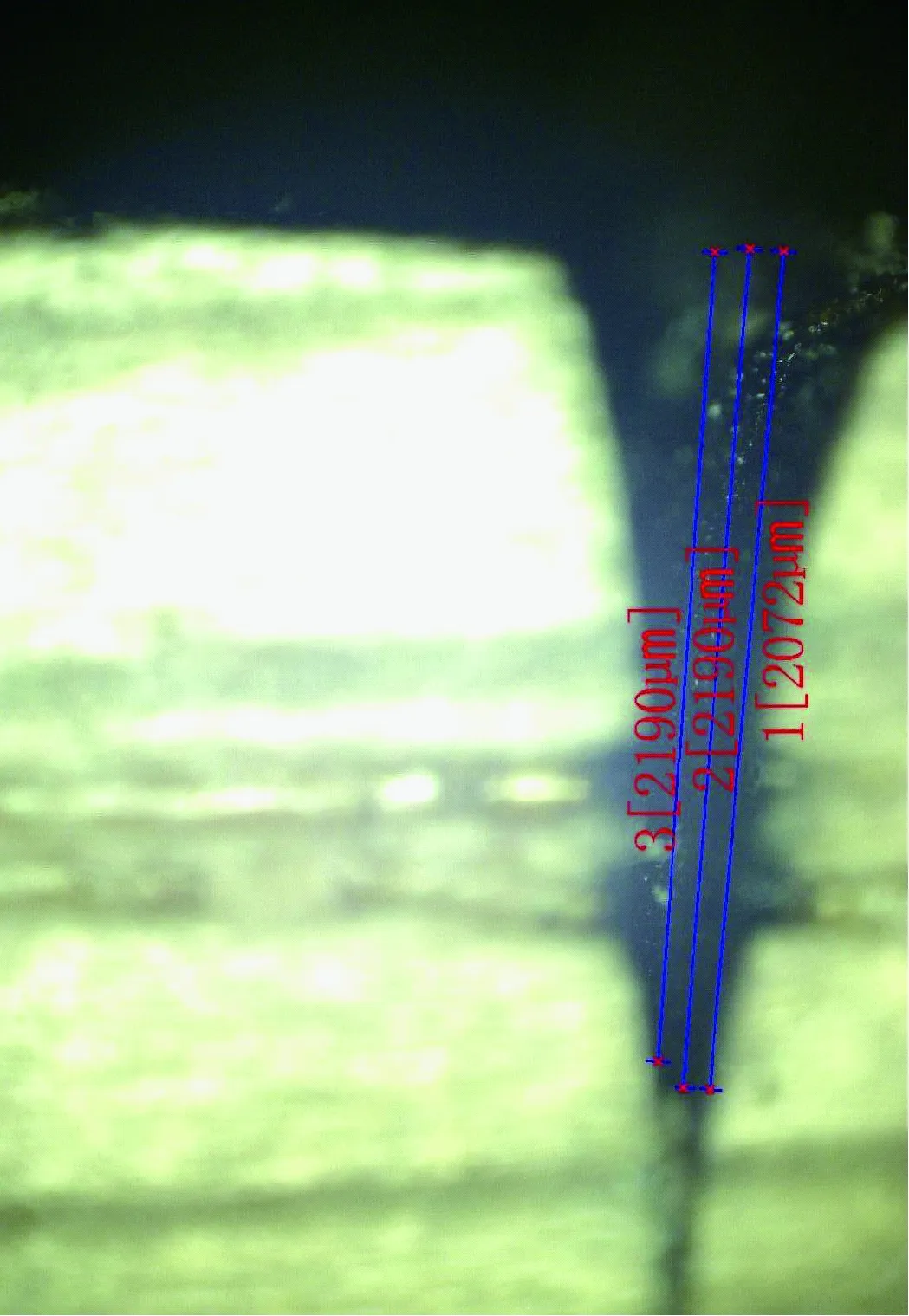
圖1 切縫斷面圖像Fig.1 The cross-section images of cutting seam
鏡頭高F=17 mm時,縫深小,縫寬為1~2 mm,縫隙邊緣變得極不清晰,特別是光強較大時,燒灼程度也很嚴重,所以表2中沒有給出該條件下的縫寬數據,但此參數適合雕刻大面積的像素圖類,在減少切割次數方面比一般選取低鏡頭高更明顯(趙洪剛等, 2016b; 趙靜等, 2006)。針對縫寬,在測量時發現,同一切割條件下,縫寬的均勻程度很好,各部位和重復多條切縫的縫寬基本一致,數值相差多在0.1 mm以下。
2 數據分析
采用縱向比較和橫向比較2種方式。縱向比較是固定某1個或某2個切割參數和切割次數,評價指標的變化規律; 橫向比較是同種切割條件下多次切割,評價指標的變化規律。
2.1 縫寬規律分析
對表2中數據進行分析可知,縫寬主要受鏡頭高影響,切割次數影響次之,其他因素影響相對來說較弱。為找出最關鍵的主效應規律,進給速度和光強的影響忽略。

表2 析因試驗數據①Tab.2 Factorial experiment data
①2、3次切割縫深增量分別是第2次、第3次切割的縫深與第1次切割縫深平均值的比值; 2、3次切割縫深差值增量表示后一次切割與前一次切割相比縫深大小的程度的比值。差值增量體現了隨切割次數增加,縫深的增加程度,大于1表示增加速率變大,小于1表示增加速率變小。The two or three cutting deep increment was the ratio of second times, third times of cutting seam depth and the first cut the average; two or three cutting seam deep difference increment was the ratio after a cutting compared with before cutting a ratio of crack depth to the degree. The difference increment reflects the increasing degree of the seam depth with the increase of cutting times, which is greater than 1, which means that the increase rate becomes larger, less than 1, which means that the increase rate becomes smaller.
1) 縱向比較 1次切割條件下,鏡頭高F=3 mm時,縫寬約為0.2 mm;F=7 mm時,縫寬約為0.1 mm;F=11 mm時,縫寬約為0.3 mm。可以看出,同次切割中,鏡頭高從3增加到7 mm時,縫寬逐漸縮小,鏡頭高大于7 mm時,縫寬開始增加,且增加速率越來越快。2次切割條件下,鏡頭高F=3 mm時,縫寬為0.2~0.3 mm;F=7 mm時,縫寬為0.1~0.2 mm;F=11 mm時,縫寬為0.3~0.4 mm。3次切割條件下,鏡頭高F=3 mm時,縫寬約為0.3 mm;F=7 mm時,縫寬約為0.2 mm;F=11 mm時,縫寬約為0.4 mm。
2) 橫向比較 鏡頭高相同時,隨著切割次數增加,縫寬也增加,但增加量逐漸減小,最初每增加1次切割,縫寬增加量一般為0.1 mm,達到一定次數后(根據切割參數不同,次數略有區別),縫寬基本上不再受切割次數影響。
2.2 多次切割縫深規律分析
受激光切割機功率和安全方面影響,通常切割板材的厚度較小。為了增加切割深度,選擇多次切割方法。多次切割并不能使縫深無限增加,且隨著切割次數增加,同樣條件下所能增加的縫深越來越小,過多次重復切割沒有實際意義。本研究重點探索隨著切割次數增加每次切割對縫深和縫寬變化的影響規律,根據表2中數據進行分析如下。
1) 橫向比較 同樣條件下,切割次數越多,縫深絕對值越大,但每次切割縫深增量不同。在進給速度v≤100 mm·s-1、光強≤40%時,隨切割次數增加,縫深增加,但縫深增量變小,即每次切割的縫深越來越小。在v≥100 mm·s-1、光強≥60%時,隨切割次數增加,縫深增量雖然變大,但增加速率變小(如表2中最后一列所示)。由于高速切割時,縫深初始基數值小,所以速率變大的意義不大,即縫深增加的絕對值并不大。縫深增量變化規律并不是絕對規則,本規律為大致的趨勢變化規律。
2) 縱向比較 由于數據較多,且不易直接觀察出數據變化規律,故對數據進行再處理。對從第1次、第2次到第3次切割的縫深進行分析時,先固定某一因素,然后取其他條件下切割的均值繪制曲線,分別得圖2、圖3和圖4。
根據圖2,第1次切割時,鏡頭高F對縫深的影響程度最明顯,其次是進給速度v,光強對縫深的影響相對來說較小。光強取B2、B3水平時影響程度相差很小,即光強較大時,對縫深的影響程度變小,且光強越大,消耗功率越多,切縫的燒灼程度也越明顯。綜合考慮,得第1次切割獲得較大縫深的優化組合為A1B2C2。
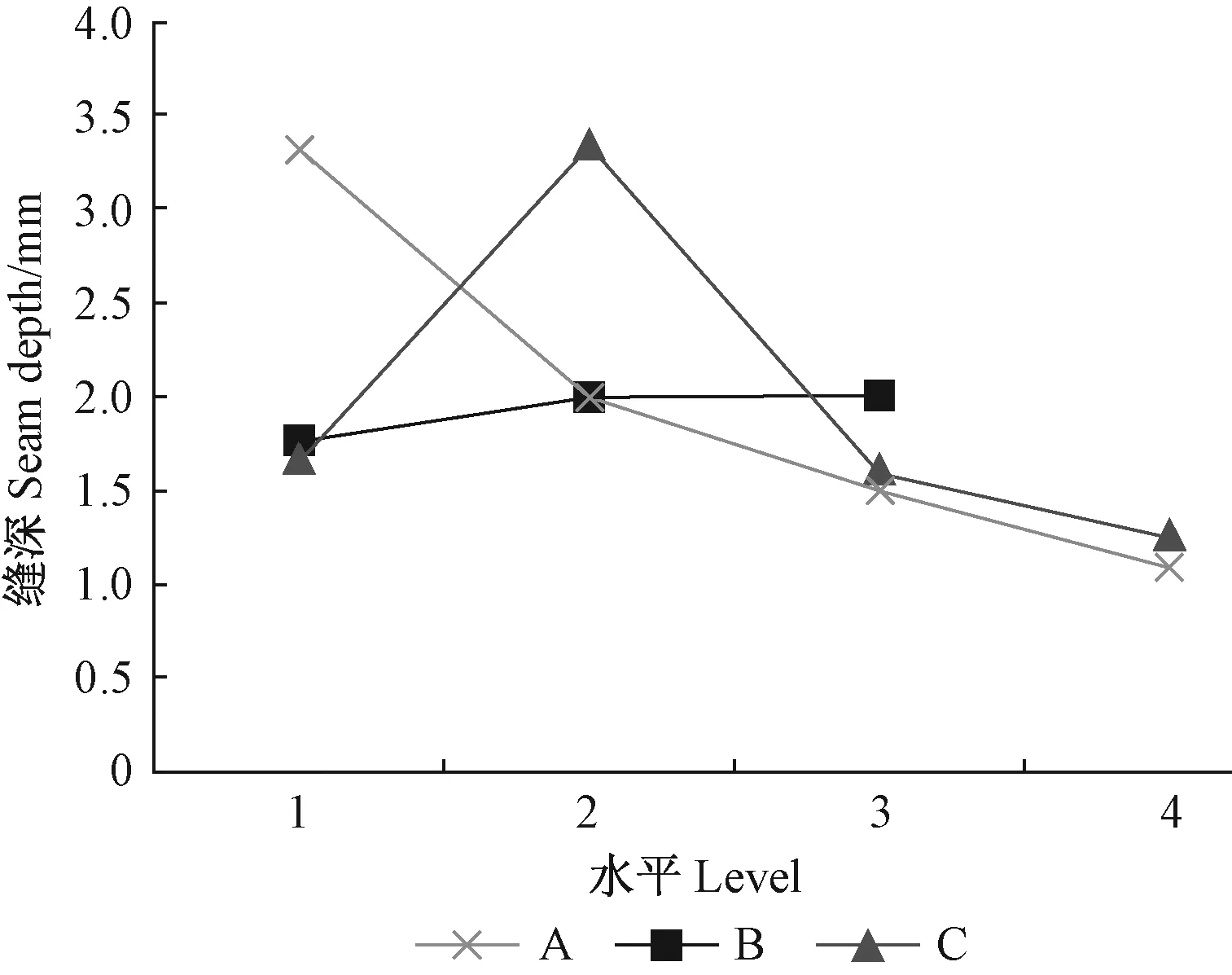
圖2 第1次切割固定某因素縫深均值Fig.2 The average seam depth for the first fixed cutting under certain factors
根據圖3,第2次切割時,進給速度v對縫深的影響程度最顯著,其次是鏡頭高F,最后是光強。綜合考慮,得第2次切割獲得較大縫深的優化組合為A1B1C2。
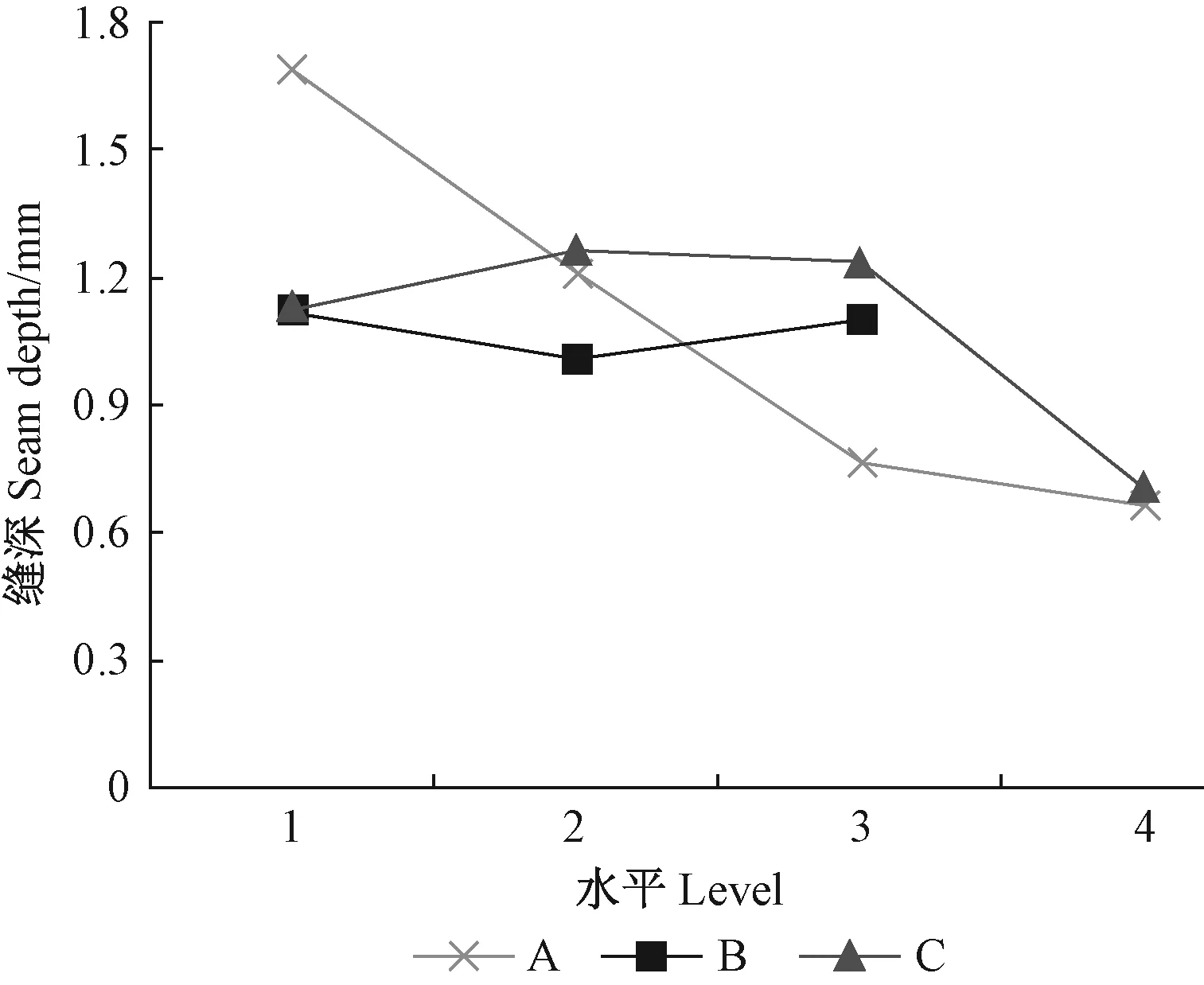
圖3 第2次切割固定某因素縫深均值Fig.3 The average seam depth for the second cutting under fixed certain factors
根據圖4,第3次切割時,進給速度v和鏡頭高
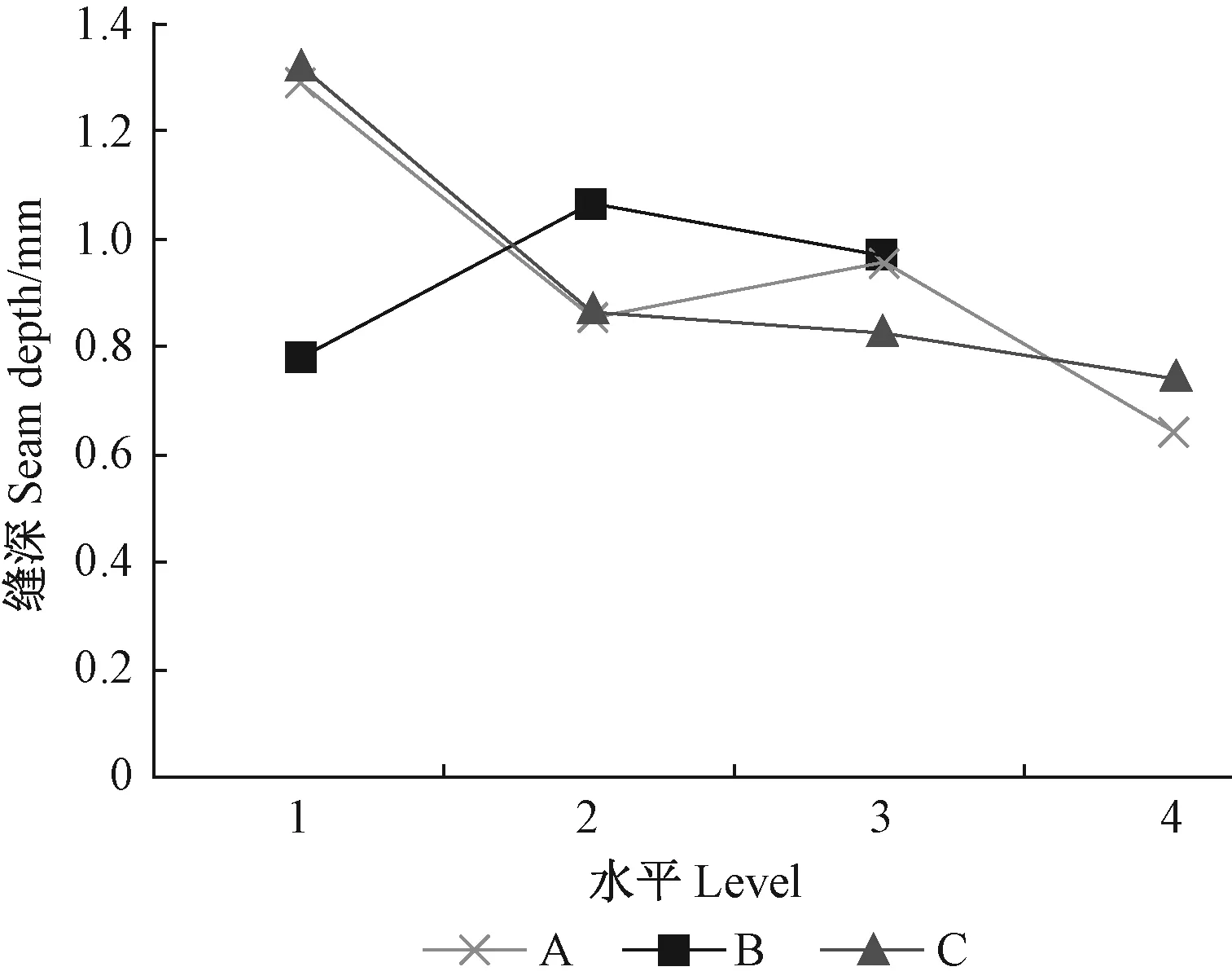
圖4 第3次切割固定某因素縫深均值Fig.4 The average seam depth for the third fixed cutting under certain factors
F對縫深的影響程度顯著,其次是光強。綜合考慮,得第3次切割獲得較大縫深的優化組合為A1B2C1。
根據圖2~4綜合分析,從多次切割方案組合中可以看出,鏡頭高F和進給速度v對縫深的影響顯著。進給速度對縫深的影響規律較為單一,進給速度越低,縫深越大; 鏡頭高初期C2水平影響大,隨著切割次數增加,縫深增加,水平值降低才有明顯影響; 光強影響規律不規則,總體上不宜過高。
因此,要獲得較大縫深,首先要采用較低的進給速度(A1),光強和鏡頭高選取B2C2組合,第2次切割光強可以小一些,第3次切割光強增大,鏡頭高減小。也就是說隨著切割次數增加,切縫變深,相當于鏡頭高也增加,鏡頭高超過17 mm后,每次切割縫深不到1 mm,縫寬卻增加很多,所以切割板厚不宜超過20 mm(根據材質不同,切割參數設置不同,會有所差別,且單次切割不宜超過10 mm)。降低進給速度,可以獲得更大的縫深,但單純靠降低進給速度和增大光強的方式容易引起火災,所以應采取多次切割逐漸降低鏡頭高的方式。因為調節鏡頭高比進給速度和光強調節麻煩些,所以可在一開始取均值,約為5.67 mm,光強均值約53.3%,與第1次切割鏡頭高度值接近。綜合考慮,如果采用多次切割獲得較大的縫深,為了避免頻繁調節參數,初次選取鏡頭高5~6 mm、光強取50%~60%較為適宜。
2.3 鏡頭高對縫深影響理論分析
根據表2中數據和圖2~4的分析,提取鏡頭高與縫深的關系,繪制3次切割(c1-c2-c3,c1表示第1次切割時鏡頭高曲線,其他標注類同,為避免與表示因素水平的鏡頭高相混,c采用小寫)鏡頭高對縫深的影響擬合曲線如圖5所示,c3曲線在鏡頭高F=3 mm左側是與右側對稱補出的擬合曲線。
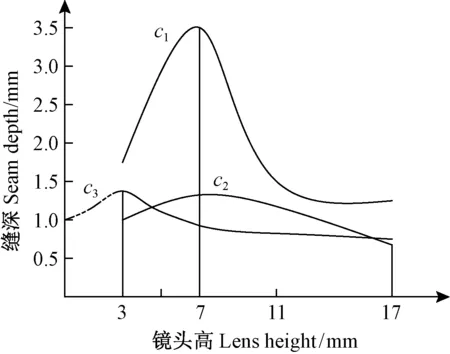
圖5 鏡頭高對縫深的影響曲線Fig.5 The effect curve graph of lens height on seam depth
從3次切割的影響曲線可以看出,曲線近似呈正態分布,將其歸結為下式表示:
(1)
式中:h為縫深;σ為標準差;c為最佳鏡頭高;F為設置鏡頭高。
根據式(1),當設置鏡頭高等于最佳鏡頭高時,激光能量密度最大、光斑小、縫寬小,可以獲得理論最大縫深; 鏡頭高過小,光斑大,能量尚未集中,鏡頭高過大,距離遠,發生散射現象,由于能量呈高斯分布,均造成能量密度小、縫寬大、縫深小的結果。結合圖5及多次切割縫深規律分析,第1次切割時,最佳鏡頭高c1從左側接近7 mm,第2次切割時,c2從右側接近7 mm,近似取對稱軸為7 mm,對應第1次和第2次切割合理鏡頭高代號為C2,置信區間是3~11 mm; 第3次切割c3對稱軸為3 mm,對應合理鏡頭高代號為C1,置信區間在3 mm附近。鏡頭高偏離最佳鏡頭高越遠,縫深越小; 隨著切割次數增加,最佳鏡頭高降低,且鏡頭高對縫深的影響程度也降低。
2.4 切割中技術參數變化規律機制分析
激光切割木材其實質是利用激光的高聚光性,在較小范圍內使切縫處的木材迅速升溫,超過燃點而氣化,關鍵在于提高激光的能量密度以及適當的作用時間。根據數據表中數據變化規律縱橫向比較分析,影響切割中技術參數變化規律機制如下:
1) 切割速度越小,作用時間越長,木材吸收的能量越多,就會有更多的木材被氣化,從而增大縫深,這是每次切割中獲得最大縫深的切割速度最優參數都是A1的原因。但是過小的切割速度會造成作用時間過長,隨著縫深增加,高斯現象明顯,光斑直徑變大,能量密度反而下降,使木材沒有達到氣化點而先達到燃點,容易造成火災,所以切割速度不宜過小。常規認為切割速度小,木材吸收能量多而容易造成火災,這是不準確的。
2) 提高激光的能量密度包含2方面: 一是使光斑直徑小;二是提高激光能量。光斑直徑小,能量密度大,切縫窄,同時被氣化的木材量少,所需的能量相對也小。通常都會認為在激光聚焦透鏡的焦點處光斑直徑最小,但是由于激光切割機的激光是多次聚焦,而且由于激光具有一定的高斯現象,激光頭也總是處于運動狀態而不是靜止的,造成最小光斑并不一定在聚焦透鏡的理論焦點處,多數情況下會略高一些,這也是提出采用鏡頭高而不是焦距作為因素的原因。提高光強,可以提高激光能量,但光強過大會使燒灼現象明顯,縫寬略微增加,縫深增加卻不是很多; 而且大光強要求激光管長時間處于較大功率輸出,對激光管使用壽命有一定影響,所以光強應適中。
3) 第2次切割合理光強為B1,比第1次切割合理光強B2小,這是因為第1次切割已將切縫處木材氣化一部分而形成了一個縫隙,第2次切割無需過大的光強,以免能量浪費。第3次切割合理光強為B2,鏡頭高為C1,這是因為前2次切割的縫深較大,切縫處待切割木材距離鏡頭變遠,而激光由于高斯現象,能量密度變小,所以需要降低鏡頭高靠近木材,使之聚焦距離重新變得合理,并加大光強,以提供足夠的能量和能量密度,但會帶來縫寬增加和燒灼程度明顯的現象。
2.5 激光雕刻應用分析
如果使用激光雕刻矢量圖中的線條圖案,而不是切斷,一般縫深不宜太大。在高速切割時,光強的影響作用減弱,可以根據木板的厚度,在鏡頭高為6~7 mm時,提高進給速度(如v≥150 mm·s-1)、采用較小的光強(如光強小于40%),這樣既可以提高生產效率,還可以使切縫縫隙較小(縫寬約0.1 mm),燒蝕程度較小,縫深較均勻,約2 mm。在高速切割時增大光強,對于雕刻深度影響較弱,燒灼程度相對來說增加也較大(湯曉華等, 2002)。如果縫深不需要太大,可以采用更高的進給速度、更小的光強,即高速小光強雕刻; 如果需要雕刻較寬的線條效果,可以通過改變鏡頭高來實現。
如果使用激光雕刻像素圖案,經常會遇到有大面積的填充圖案,應該把這部分圖案提取出來,單獨另存為一個文件,采用較低鏡頭高的方式,增加每次蝕刻的寬度(即縫寬指標),以減少激光頭運行次數,提高生產效率。需要注意的是,在每個文件運行時,不能移動試樣,激光頭的定位點和每個雕刻圖案文件中的定位點要一致、統一,以免前后雕刻的圖案不重合,出現錯位現象而造成廢品。
3 討論
本文著重提出了通過多次切割來加大縫深,由于技術參數變化規律復雜,提出采用縱橫向比較方法分析技術參數變化規律以及鏡頭高對縫深的影響機制。由于鏡頭高對切割效果影響顯著,但在機器運行時卻不能調節,只能停機調整,因此增加鏡頭高在運行過程中的調節功能是以后激光切割機的一個研究方向。
由于木材的材質差別很大,數據會因為試驗條件不同而有所差別,但總體規律應該是一樣的,只是尚需大量的試驗繼續探索。
4 結論
1) 縫寬受鏡頭高影響最大,在同樣切割條件下,縫寬比較均勻。
2) 在鏡頭高為7 mm左右時,縫寬最小,單次切割一般在0.1 mm左右。鏡頭高降低或者增加,都會使縫寬增加,但隨鏡頭高增加縫寬增加的程度比隨鏡頭高減小縫寬增加的程度大。
3) 相同參數下多次切割,每次切割縫寬增加約0.1 mm,但達到一定次數后,縫寬不再隨切割次數增加而增加。
4) 單次切割時為獲得較大縫深,可以選擇較低的進給速度,但為安全起見,不宜過低。
5) 在中低速切割時,隨切割次數增加,縫深增量越來越小,需要逐漸降低鏡頭高度來增加縫深。
6) 為了獲得更大縫深,采用多次切割比單次切割合理,第1次切割合理方案為進給速度50 mm·s-1、光強60%、鏡頭高7 mm,第2次切割合理方案為進給速度50 mm·s-1、光強40%、鏡頭高7 mm,第3次切割合理方案為進給速度50 mm·s-1、光強60%、鏡頭高4 mm。如果采用不調整鏡頭高方式,初始鏡頭高應選擇5~6 mm。
7) 如果需要雕刻不需太深的(不切透)大面積圖案,如像素圖案,可以采用較高的鏡頭高,高速切割,縫寬較大,以減少切割次數,提高生產率,缺點是邊緣不規則,燒灼程度大,特別是光強較大時燒灼程度更明顯,但其燒灼狀態卻可以產生一種類似于烙畫的藝術效果。
程 偉,朱典想,梁 萍. 2005.木材加工技術的新發展.木工機床, (3):11-14.
(Cheng W,Zhu D X,Liang P. 2005. New development of wood processing technologies. Woodworking Machine,(3):11-14. [in Chinese])
高金貴,鄒志平,王立影,等. 2014.帶鋸條產生裂紋前后的振動對比分析.福建林業科技,41(3): 115-120.
(Gao J G,Zou Z P,Wang L Y,etal. 2014.Band saw blade crack before and after the vibration of the comparative analysis. Journal of Fujian Forestry Science and Technology,41(3): 115-120. [in Chinese])
姜新波,任洪娥,李建東,等. 2000.木材選擇性激光燒結制造技術的參數確定. 林業機械與木工設備,28(6): 18-19.
(Jiang X B,Ren H E,Li J D,etal. 2000. Parameter determination of wood selective laser sintering technology. Forestry Machinery & Woodworking Equipment,28(6):18-19. [in Chinese])
孟黎鵬,王春明,劉一楠. 2011.三層實木復合地板的生產工藝及技術要點.中國人造板, (11):16-23.
(Meng L P,Wang C M,Liu Y N. 2011.Production technology and key points for three-layer parquet. China Wood-Based Panels, (11):16-23. [in Chinese])
湯曉華,任洪娥,姜新波,等.2002.木材的激光去除成型技術方法研究.林業機械與木工設備,30(7):10-12.
(Tang X H, Ren H E, Jiang X B,etal. 2002.Study on the method of laster removal of wood.Forestry Machinery & Woodworking Equipment,30(7):10-12.[in Chinese])
王又良.2005.激光加工的最新應用領域.應用激光,25(5):329-332.
(Wang Y L. 2005.The latest application area of laser processing. Applied Laser,25(5):329-332. [in Chinese])
趙洪剛,高金貴,趙煥萍,等. 2015. 圓鋸片極坐標橫向振動理論方程的建立.北華大學學報,16(1): 128-131.
(Zhao H G,Gao J G,Zhao H P,etal. 2015.Establish on transverse vibration equation of polar coordinates for circular sawblade. Journal of Beihua University,16(1): 128-131.[in Chinese])
趙洪剛,樂 磊,劉彥龍,等. 2016a. 拼花實木復合地板激光切割制備工藝研究.北京林業大學學報,38(6): 110-115.
(Zhao H G,Le L,Liu Y L,etal. 2016a. Laser cutting preparation technology of solid wood parquet laminate flooring. Journal of Beijing Forestry University,38(6):110-115. [in Chinese])
趙洪剛,劉彥龍,孫耀星,等.2016b. 激光切割工藝參數對切割樟子松切縫效率的影響.南京林業大學學報:自然科學版,40(6): 203-206.
(Zhao H G,Liu Y L,Sun Y X,etal. 2016b. Effects of parameters of laser cutting on the cutting seam efficiency ofPinussylvestriswood. Journal of Nanjing Forestry University:Natural Sciences Edition, 40(6): 203-206. [in Chinese])
趙 靜,錢 樺,張厚江,等. 2006.激光雕刻木材工藝參數的研究.木材加工機械, (6):15-17.
(Zhao J,Qian H,Zhang H J,etal.2006.Study on the technical parameters for laser carving wood. Wood Processing Machinery, (6):15-17. [in Chinese])
Goodell B,Frederick A,Kamke F,etal. 1991.Laser incising spruce lumber for improved penetration. Forest Products Journal, (1):15-20.
Hon K K B,Gill T J. 2003.Selective laser sintering of SiC/polyamide composites. CIRP Annals- Manufacturing Technology, 52(1):173-176.
Liu P X, Liu H Q, Zhang Y S. 2015. A new thin sheet heat source model for active gas melt laser cutting. The International Journal of Advanced Manufacturing Technology,77:1475-1481.
Vossen G,Hermanns T,Schüttler J. 2015.Analysis and optimal control for free melt flow boundaries in laser cutting with distributed radiation. Journal of Applied Mathematics and Mechanics,95(3): 297-316.
Zhao H G,Wu J H,Liu Y L,etal. 2016.Determination of main laser processing technical parameters in wood manufacturing. AMEII 2016,884-888.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
