抽油桿扶正器擋環(huán)鎖緊工藝研究
2018-01-11 10:02:28
石油管材與儀器 2017年6期
(大慶油田創(chuàng)業(yè)金屬防腐有限公司 黑龍江 大慶 163412)
·設備儀器與應用·
抽油桿扶正器擋環(huán)鎖緊工藝研究
趙清敏
(大慶油田創(chuàng)業(yè)金屬防腐有限公司 黑龍江 大慶 163412)
針對采用擋環(huán)定位扶正器旋轉式扶正抽油桿在井下工作中擋環(huán)竄位導致扶正器脫落,由此失去扶正作用并增加打撈作業(yè)、增大開采成本問題等而開展研究。通過分析影響扶正器檔環(huán)鎖緊力的主要因素,采取三項主要措施:首先對加工擋環(huán)的原料尼龍PA66的干燥工藝參數(shù)進行調整,保證檔環(huán)材質致密;二是采用正交實驗優(yōu)化注塑工藝參數(shù),找到最優(yōu)注塑壓力、溫度和時間組合;三是對檔環(huán)和抽油桿表面之間的固定方式改進,增加膠黏劑層。通過以上措施有效提高了擋環(huán)鎖緊力。
抽油桿扶正器擋環(huán);鎖緊力;防竄
0 引 言
抽油桿偏磨是影響抽油機施工質量的主要因素之一,為有效治理偏磨現(xiàn)象,采取的措施包括油管防護和抽油桿防護,抽油桿采取的經(jīng)濟有效措施是加裝扶正器方法[1-3]。目前,現(xiàn)場應用較多的是可旋轉扶正器,具有自動旋轉、防單側偏磨、壽命長等特點。其主要結構由扶正器主體和上下?lián)醐h(huán)組成,扶正器與抽油桿之間的定位和固定主要依靠擋環(huán)的軸向鎖緊力,擋環(huán)加工采用尼龍注塑工藝,尼龍原料、注塑參數(shù)和固定方法影響鎖緊力大小。為了防止由于擋環(huán)鎖緊力不夠,導致扶正器竄位和脫落,研究提高擋環(huán)鎖緊力工藝,減少扶正器竄位和脫落,延長使用壽命,減少打撈作業(yè),降低采油成本[4,5]。
1 扶正器擋環(huán)鎖緊工藝研究
1.1 現(xiàn)場鎖緊力計算
按照標準SY/T 5832-2009表中數(shù)據(jù)扶正器規(guī)格基本參數(shù)中規(guī)定軸向鎖緊力為6 kN以上,實驗室采用萬能材料試驗機檢測,如圖1所示。在現(xiàn)場應用中,尤其在新型斜井開采工藝管柱井場,井況復雜,偏磨嚴重,為防止擋環(huán)竄位和脫落導致打撈作業(yè),現(xiàn)場往往采用簡易的錘打法測試鎖緊力,現(xiàn)場計算:
重錘作用在擋環(huán)上動量為M錘×V錘,擋環(huán)瞬間獲得的動量m環(huán)×v環(huán),
根據(jù)動量守恒:M錘×V錘=m環(huán)×v環(huán)
擋環(huán)的瞬間速度:v環(huán)=M錘×V錘/m環(huán)

圖1 擋環(huán)鎖緊力不夠導致扶正器竄位和脫落
這些動能全部被鎖緊力f環(huán)在移動彈性形變范圍內距離s環(huán)消耗:E環(huán)=f環(huán)×s環(huán)。
=17kN
為滿足現(xiàn)場工況需求,擋環(huán)鎖緊力需達到17 kN以上,保守考慮,車間生產過程中鎖緊力檢測需達到20 kN以上。
1.2 影響鎖緊力的工藝參數(shù)
擋環(huán)加工過程,優(yōu)選耐磨、耐高溫、易注塑的尼龍作為原材料,經(jīng)過注塑機模具一次成型,加工過程中影響鎖緊力的參數(shù)主要為原料參數(shù)、注塑參數(shù)和擋環(huán)固定方式。
1)原材料影響
目前生產使用原料為尼龍66(即PA66),PA66的分子結構中含有大分子結構,含有較強的親水基團,容易吸濕,采用玻璃片檢測方法,飽和水可達到3%以上。為此,成型前須干燥。不同含水量對PA66檔環(huán)鎖緊力的影響見表1。

表1 原料含水率與擋環(huán)鎖緊力實驗數(shù)據(jù)表
由上述圖表看出,PA66含水率0.5%~3%之間,鎖緊力發(fā)生兩倍變化。
2)注塑參數(shù)影響
注塑過程主要參數(shù)為注塑壓力、注塑時間和注塑溫度,開展一系列實驗,在另外兩參數(shù)不變的情況下調整一個參數(shù),實驗驗證結果見表2~表4和圖2~圖5。

圖2 原料含水率與擋環(huán)鎖緊力折線圖

注塑壓力/bar擋環(huán)鎖緊力/kN注塑壓力/bar擋環(huán)鎖緊力/kN908.81159.4959.01209.51009.21259.41059.3130環(huán)不成形1109.4135環(huán)不成形
注:(1 bar=0.1 MPa)

圖3 注塑壓力與鎖緊力實驗趨勢圖

注塑時間/s擋環(huán)鎖緊力/kN注塑時間/s擋環(huán)鎖緊力/kN188.7338.9218.7368.9248.7399.2278.8429.1308.945尼龍環(huán)黏附

圖4 注塑時間與鎖緊力實驗趨勢圖

注塑溫度/℃擋環(huán)鎖緊力/kN注塑溫度/℃擋環(huán)鎖緊力/kN2609.32858.92659.12908.72709.22958.62759.1300尼龍環(huán)表面發(fā)白、開裂2809.1305尼龍環(huán)表面嚴重開裂

圖5 注塑溫度與鎖緊力趨勢圖
由以上圖表可看出,參數(shù)的變化引起了鎖緊力的較大變化。
3)固定方式影響
尼龍是用途廣泛的工程塑料,其成型方法可以是注塑、擠出、噴涂、粘接等,不同加工方式鎖緊力實驗記錄見表5。

表5 不同的擋環(huán)固定方式下?lián)醐h(huán)鎖緊力對比表 kN
而目前車間生產工藝為注塑成型,鎖緊力提高僅僅依靠注塑單一方式,提升空間有限,采用復合方式,鎖緊力有較大提高。
2 技術參數(shù)的確定
2.1 原料參數(shù)的確定
根據(jù)烘干設備參數(shù),選取烘干溫度分別為75℃、80℃、85℃,烘干時間30 min、40 min、50 min,記錄實驗數(shù)據(jù)見表6。

表6 實驗數(shù)據(jù)表
經(jīng)過優(yōu)選,原料含水低于1.0%,尼龍環(huán)鎖緊力提升到9.9 kN。選擇烘干溫度85℃,烘干時間50 min作為優(yōu)選參數(shù)。
2.2 注塑參數(shù)確定
根據(jù)注塑壓力與擋環(huán)鎖緊力實驗趨勢圖、注塑時間與鎖緊力實驗趨勢圖、注塑溫度與鎖緊力趨勢圖,選取正交表L9(34)安排實驗見表7,實驗數(shù)據(jù)見表8。

表7 因素水平表

表8 正交實驗數(shù)據(jù)記錄表
因子主次順序為: A C B
結合生產效率:A3 C1 B2
優(yōu)化參數(shù)結果:
注塑壓力:120 bar;注塑溫度:260℃;注塑時間: 36 s
實驗可以得出鎖緊力與模具壓力的關系最大,擠出溫度次之,注塑時間最末。經(jīng)實驗,最后選取A3B2C1作為優(yōu)化參數(shù)。
2.3 固定方式的確定
2.3.1 固定方式的選擇
對擋環(huán)固定方式進行綜合評價見表9。
通過上表的分析對比進行優(yōu)選,最后選擇粘接后注塑為擋環(huán)最優(yōu)固定方式。

表9 擋環(huán)固定方式選擇評價表
2.3.2 黏結膠的優(yōu)選
經(jīng)過調研,選出四種黏結膠代表,分別是502膠水,抗氧化膠、熱熔膠,AB膠,開展實驗,實驗結果見表10、表11。優(yōu)選后發(fā)現(xiàn),刷涂抗氧化膠操作難度過大,無法應用于實際生產,而在其余三種粘接劑的選擇中,AB膠的效果最好。

表10 黏接膠選擇評價表
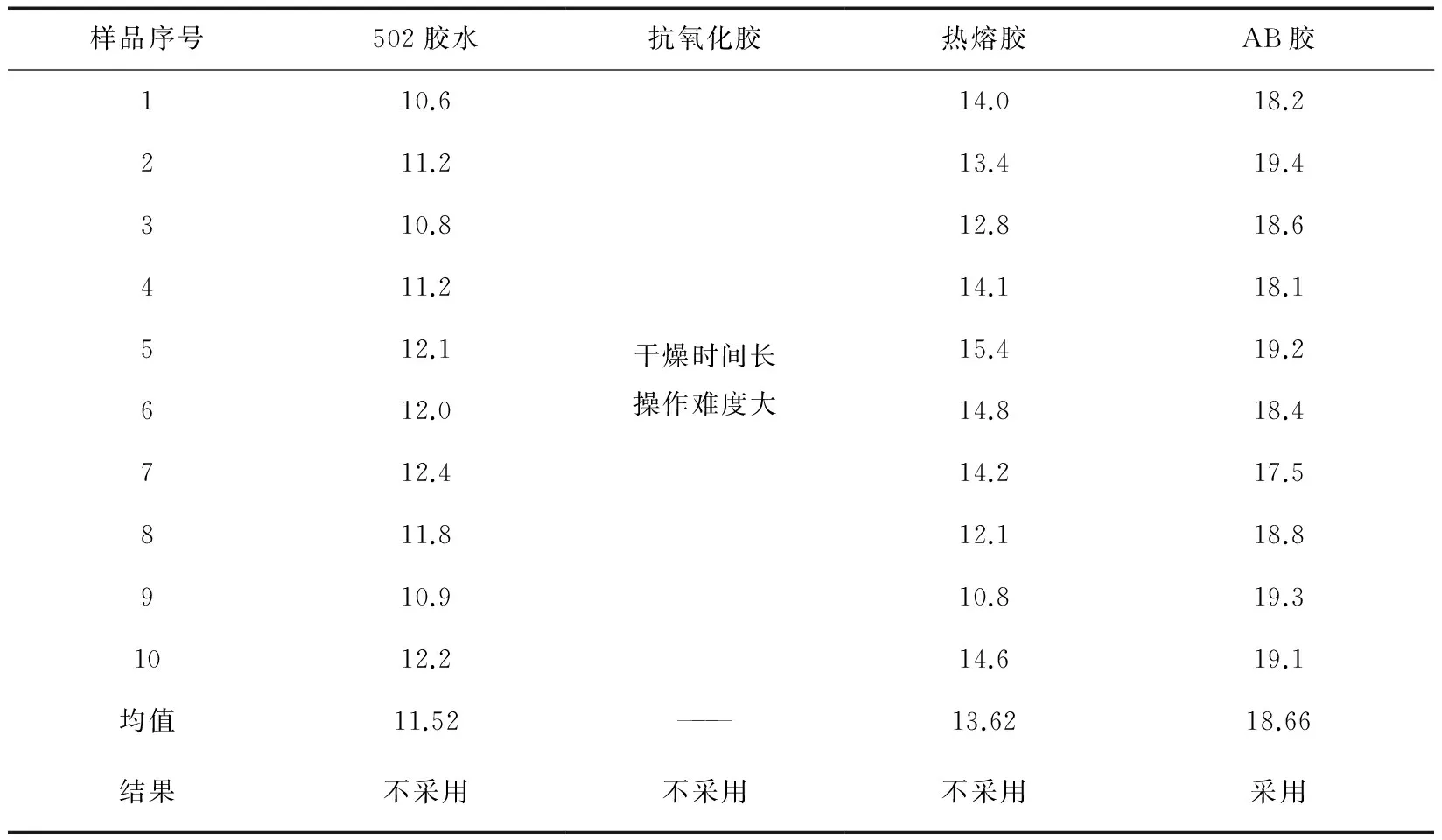
表11 不同黏接膠擋環(huán)鎖緊力數(shù)據(jù)表
2.3.3 AB膠的優(yōu)選
經(jīng)過市場調研,確定三種AB膠:509膠黏劑、環(huán)氧雙組份膠、普通膠黏劑。將刷涂好膠的抽油桿注環(huán)。不同AB膠擋環(huán)鎖緊力實驗數(shù)據(jù)見表12。
由上表可看出,三種AB膠粘接后擋環(huán)鎖緊力實驗數(shù)值接近,但環(huán)氧雙組份膠價格優(yōu),更適合大規(guī)模的生產,所以選用環(huán)氧雙組份膠進行生產。
2.3.4 涂環(huán)氧雙組份膠厚度優(yōu)選
對環(huán)氧雙組份膠厚度實驗,記錄見表13。
由表13可看出,環(huán)氧雙組份膠涂層范圍0.4~0.8 μm適宜。
3 應用效果
擋環(huán)固定方式采用環(huán)氧雙組份膠刷涂后注塑,采用優(yōu)選的工藝參數(shù),生產過程如下:
1)桿體表面除銹,達到Sa2.5級,表面清潔,觀察到金屬本色。

表12 不同AB膠擋環(huán)鎖緊力實驗數(shù)據(jù) kN

表13 涂不同厚度環(huán)氧雙組份膠擋環(huán)現(xiàn)場實驗數(shù)據(jù)表
2)原料烘干,溫度85℃,時間50 min時,檢測含水低于1.0%,進入注塑機。
3)膠的調配:其中A:B膠按1:1調配,5 min內涂刷。
4)注塑,注塑機按照正交實驗結果調整注塑參數(shù),將刷涂后的桿體準確送入注塑機模具注環(huán)成型,記錄結果見表14。
擋環(huán)外觀均勻,測試鎖緊力在25.1~29.1 kN,平均值27.03 kN。
2016年在薩爾圖區(qū)中區(qū)西部聚驅、西區(qū)三元復合驅推廣應用該扶正器抽油桿120×104m,產生良好的社會效益。擴大了產品系列, 形成了為新采油工藝配套的抽油桿產品,應用中減少了打撈作業(yè)費用,減輕了工人的勞動強度。
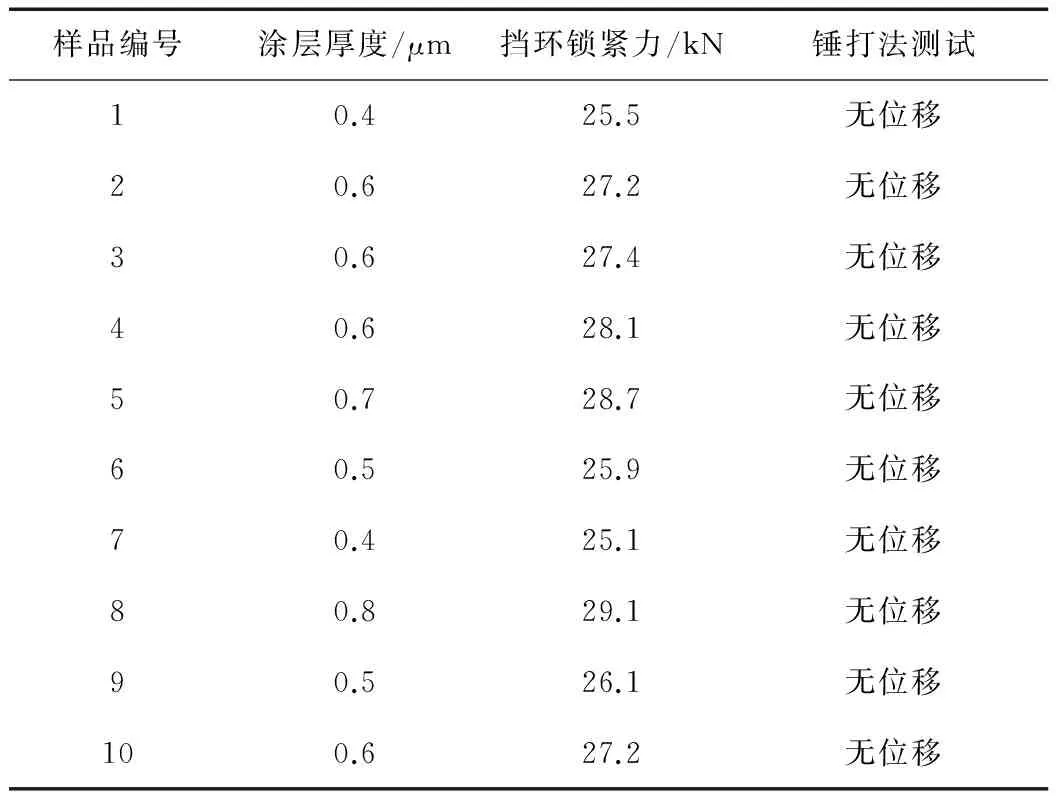
表14 涂環(huán)氧雙組份膠注塑成環(huán)測試數(shù)據(jù)記錄表
4 結束語
在扶正器擋環(huán)加工中,通過優(yōu)化注塑參數(shù)和固定方法,形成注塑和粘接一次成型工藝,抽油桿檔環(huán)鎖緊力平均值由之前的7.51 kN提高到的27.03 kN,鎖緊能力增強,現(xiàn)場捶打法檢測中,擋環(huán)牢固,扶正器穩(wěn)定長久。2016年推廣應用該扶正器抽油桿120×104m,擋環(huán)與扶正器牢固不竄,延長抽油桿壽命,減少單側偏磨,減少泵卡和檢泵次數(shù),減少作業(yè),減輕勞動強度,增強了產品市場競爭力。
[1] 吳則中,鐘永海,孟忠良,等. 我國抽油桿研制工作的現(xiàn)狀及發(fā)展方向[J]. 石油機械,2008,36(2):63-66.
[2] 吳則中,田 豐,張文森,等. 普通抽油桿機械化自動生產線方案設計[J]. 石油機械,2004,32(Z):47-66.
[3] 吳則中,陳 強,鐘永海,等. 我國29年來抽油桿研制工作回顧與展望[J]. 石油礦場機械,2012,41(1):62-67.
[4] 馬衛(wèi)國,楊新冰,張利華,等. 抽油桿管偏磨成因及解決措施研究綜述[J]. 石油礦場機械,2009,38(1):22-26.
[5] 苗長山,黃源琳,王旱祥,等. 抽油桿偏磨三維力學模型的建立與分析[J]. 石油機械,2007,35(12):28-31.
StudyonLockingTechnologyofSuckerRodCentralizer
ZHAOQingmin
(DaqingOilFieldVentureMetalCorrosionResistantLimitedCompany,Daqing,Heilongjiang163412,China)
The baffle ring positioning centralizer is used to centralize the rotary sucker rod in well downhole operation, but the centralizer may falls off which caused by the baffle ring channel losing the centralizer function to increase the fishing operation and the mining cost. By analyzing the main factors affecting the clamping force of the centralizer baffle ring, three main measures are taken to solve the problem: First, the drying process parameters of the raw material nylon PA66 used to machine the baffle ring are adjusted to ensure the density of the dense material; Second, to find the optimal combination of the injection pressure, temperature and time using the orthogonal experiment to optimize the injection molding process parameters; Third, to improve the fixed mode between the check ring and the sucker rod surface to increase the adhesive layer. The baffle ring locking force can be improved the above measures effectively.
rod centralizer baffle ring;locking force;prevent type
趙清敏,女,1976年生,高級工程師,2000年畢業(yè)于華東理工大學化工工藝專業(yè),現(xiàn)主要從事油田管桿的腐蝕與防護研究工作。E-mail:fangfu228@126.com
TE35
A
2096-0077(2017)06-0090-05
10.19459/j.cnki.61-1500/te.2017.06.023
2017-02-22
韓德林)
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
