考慮焊接殘余應(yīng)力的船體板結(jié)構(gòu)屈曲強(qiáng)度
2018-01-10 00:57:14,,
船海工程 2017年6期
關(guān)鍵詞:焊縫
,,
(1.海軍工程大學(xué) 動(dòng)力工程學(xué)院,武漢 430033;2.91404部隊(duì),河北 秦皇島 066001)
考慮焊接殘余應(yīng)力的船體板結(jié)構(gòu)屈曲強(qiáng)度
劉伯運(yùn)1,周曉松1,張?jiān)懒?
(1.海軍工程大學(xué) 動(dòng)力工程學(xué)院,武漢 430033;2.91404部隊(duì),河北 秦皇島 066001)
傳統(tǒng)的船體板結(jié)構(gòu)屈曲計(jì)算模型一般為完整板格模型,但在實(shí)際中焊接殘余應(yīng)力的影響是不可避免的。針對(duì)這一問題,基于有限元熱-力順序耦合方法,計(jì)算加筋板在單軸壓縮載荷下的屈曲特征值,結(jié)果表明縱筋間距越大,焊接殘余應(yīng)力對(duì)加筋板穩(wěn)定性的影響越大;縱筋長細(xì)比越大,焊接殘余應(yīng)力對(duì)加筋板穩(wěn)定性的影響越小。與Recking No.23模型試驗(yàn)對(duì)比,驗(yàn)證了熱-力順序耦合方法的有效性和應(yīng)用價(jià)值。
焊接殘余應(yīng)力;加筋板;屈曲強(qiáng)度;熱-力順序耦合;單軸壓縮
船體結(jié)構(gòu)是典型的薄壁結(jié)構(gòu),其主要由加筋板組成,對(duì)于此類結(jié)構(gòu),尤其是在疲勞裂紋萌生之前,其壓縮強(qiáng)度往往比拉伸強(qiáng)度更值得關(guān)注[1-2]。隨著板殼穩(wěn)定性理論的逐步完善和有限元數(shù)值計(jì)算能力的不斷提高,完整加筋板結(jié)構(gòu)的屈曲強(qiáng)度研究日漸成熟。例如,王偉等[3]利用解析法對(duì)加筋板穩(wěn)定性進(jìn)行了研究,忽略材料非線性的影響,利用理論方法求解了四邊簡支加筋板的整體屈曲臨界應(yīng)力;張濤等[4]分析了加筋板非線性屈曲與后屈曲,采用離散加筋板模型,忽略筋截面上的剪切應(yīng)力,引入板和筋的應(yīng)力函數(shù),得到了加筋板屈曲的非線性控制方程;曹健[5]基于油船結(jié)構(gòu)共同規(guī)范,對(duì)屈曲強(qiáng)度進(jìn)行了直接計(jì)算。然而,在建造過程中,加筋板結(jié)構(gòu)不可避免的產(chǎn)生幾何變形和殘余應(yīng)力,尤其像船舶這類用焊接連接的鋼結(jié)構(gòu),要完全消除結(jié)構(gòu)的殘余應(yīng)力是不可能的。在焊接鋼結(jié)構(gòu)中,在焊縫附近有達(dá)到材料屈服極限的殘余拉伸應(yīng)力,與之相平衡的在離焊縫較遠(yuǎn)處有殘余壓縮應(yīng)力[6]。文獻(xiàn)[6]還指出,在焊接構(gòu)件中,焊接導(dǎo)致集中的局部熱輸入,引起不斷變化的不均勻溫度場,產(chǎn)生塑性變形。冷卻以后,在遠(yuǎn)離焊縫部位產(chǎn)生壓應(yīng)力,而在焊縫處產(chǎn)生拉應(yīng)力,由焊接引起的殘余應(yīng)力要比型鋼中大得多。可見,船體結(jié)構(gòu)的穩(wěn)定性不僅取決于船體構(gòu)件的形狀、尺度、材料特性,而且在很大程度上受到焊接殘余應(yīng)力的影響,因此,在結(jié)構(gòu)的屈曲強(qiáng)度分析中要充分考慮。本文將探討利用有限元法模擬焊接殘余應(yīng)力的方法,進(jìn)而基于熱-力順序耦合,得到含殘余應(yīng)力加筋板屈曲失穩(wěn)的一般規(guī)律。
1 焊接殘余應(yīng)力的數(shù)值模擬
鋼材的焊接是一個(gè)不均勻加熱的過程:焊縫區(qū)金屬受到電弧加熱,迅速升溫達(dá)到熔化溫度,而離電弧較遠(yuǎn)的金屬溫度明顯較低,仍然接近室溫。在ABAQUS中,這種焊接過程可以用熱應(yīng)力分析的方法來模擬,模型產(chǎn)生一定的幾何變形和殘余應(yīng)力。具體步驟如下。
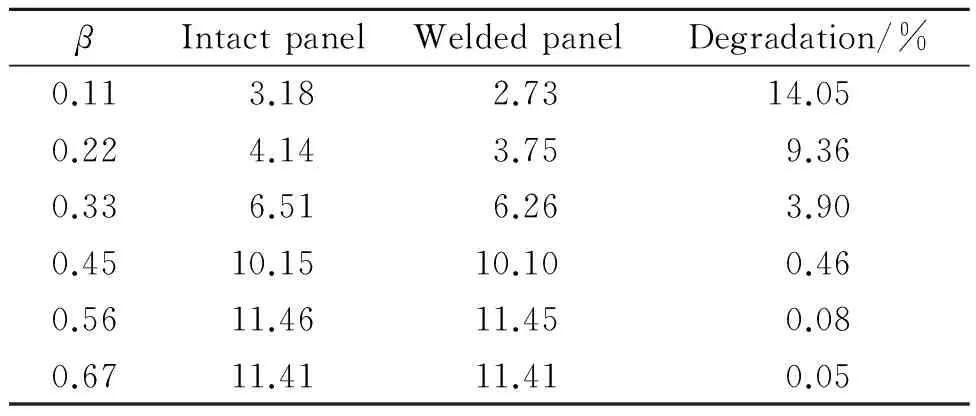
1)試驗(yàn)?zāi)P偷暮缚p位于船體板、骨材、肋板等構(gòu)件的連接處。材料采用E36鋼,其彈性模量、熱膨脹系數(shù)、比熱容、熱傳導(dǎo)系數(shù)等物理量與溫度的關(guān)系見圖1[7]。在初始步,所有焊縫處節(jié)點(diǎn)的溫度等于室溫T0=20 ℃。
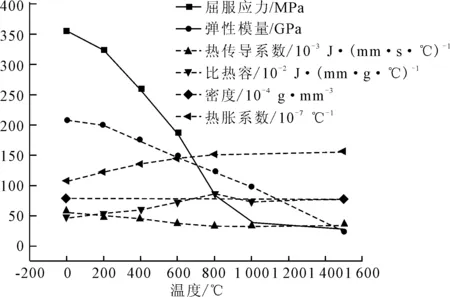
圖1 材料屬性
2)定義一個(gè)加熱步。焊縫節(jié)點(diǎn)瞬間升高到1 500 ℃,這是船廠常用的焊接溫度。調(diào)節(jié)焊接加熱區(qū)域的范圍,控制殘余應(yīng)力的大小。焊縫區(qū)金屬受熱膨脹,而四周鋼板阻止它的膨脹,從而焊縫區(qū)產(chǎn)生壓縮應(yīng)力。當(dāng)壓縮應(yīng)力超過材料的屈服強(qiáng)度時(shí),焊縫附近的金屬產(chǎn)生壓縮性的塑性變形。
3)定義一個(gè)冷卻步。焊縫節(jié)點(diǎn)逐漸冷卻至室溫T0=20 ℃,焊縫區(qū)金屬開始降溫收縮。此時(shí),焊縫的收縮又受到四周鋼板的限制,從而焊縫區(qū)出現(xiàn)拉應(yīng)力。整個(gè)模型結(jié)構(gòu)是一個(gè)內(nèi)力平衡系統(tǒng),非焊縫區(qū)就會(huì)產(chǎn)生壓應(yīng)力來平衡焊縫區(qū)的拉應(yīng)力。焊縫降到室溫,試驗(yàn)?zāi)P途彤a(chǎn)生了焊接殘余應(yīng)力和相應(yīng)的初始幾何變形。
以含3根縱筋的船體板為例,材料的楊氏模量E=210 GPa,泊松比μ=0.3,線脹系數(shù)1.35×10-5℃-1,使用S4R(4節(jié)點(diǎn)雙曲線縮減積分殼單元),劃分網(wǎng)格2 016個(gè),見圖2。
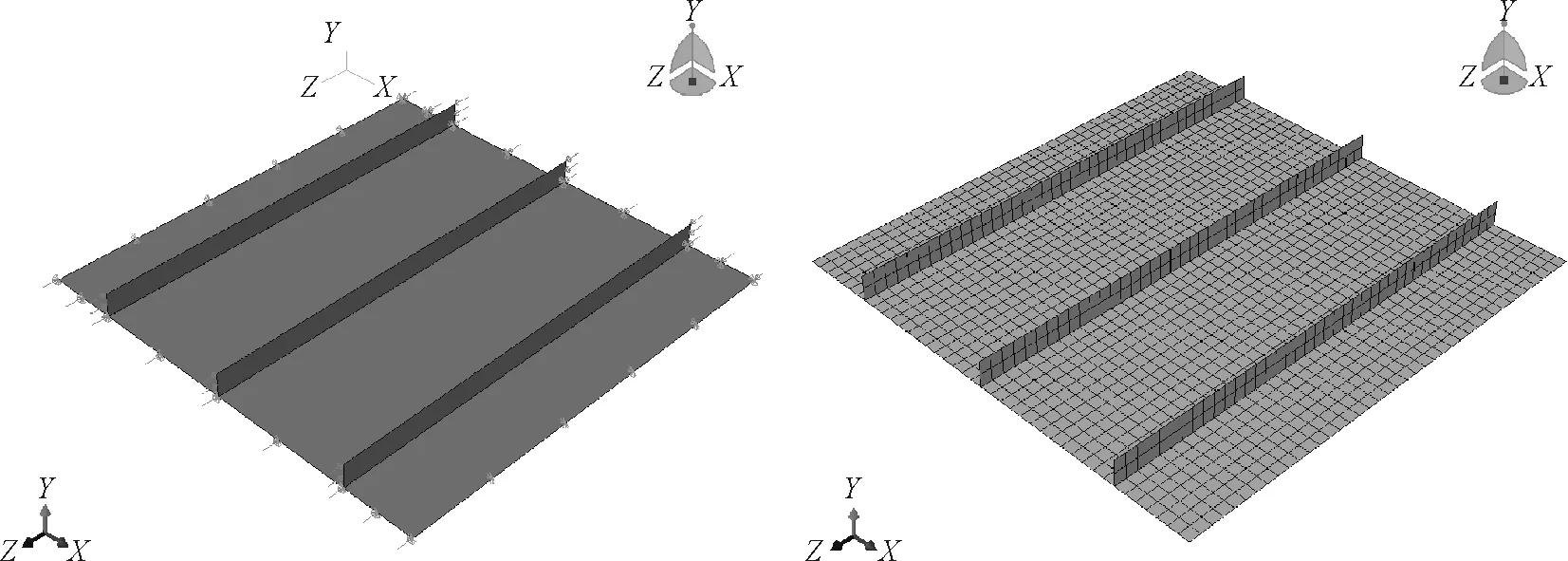
圖2 載荷、邊界條件的施加和網(wǎng)格的劃分
熱應(yīng)力分析結(jié)束之后,試驗(yàn)?zāi)P偷某跏甲冃魏脱匕彘L方向的焊接殘余應(yīng)力見圖3。船體外板的平均壓縮應(yīng)力為91.57 MPa,接近文獻(xiàn)[8]給出的結(jié)果91 MPa,這個(gè)數(shù)值位于0.15σy和0.3σy之間,達(dá)到ISSC[9]規(guī)定的焊接殘余應(yīng)力的平均水平。

圖3 焊接殘余應(yīng)力云圖
2 板殼穩(wěn)定性基本理論
薄板的線性屈曲分析實(shí)際上是無橫向載荷作用,在中面力作用下板的彎曲。由平面應(yīng)力問題求得的板單元的中面力Nx、Ny和剪力Nxy,在板的彎曲過程中,認(rèn)為中面內(nèi)力保持不變。薄板單元的中面位能為
即
若采用有限元求解,單元內(nèi)的位移場為
w=Nu
式中:N、u分別為單元的形函數(shù)和節(jié)點(diǎn)位移向量。

式中幾何剛度矩陣
而H為薄板單元中面力矩陣,其定義為
對(duì)于受壓結(jié)構(gòu),隨著壓應(yīng)力的增加,結(jié)構(gòu)抵抗橫向變形的能力會(huì)下降。當(dāng)載荷大到某一水平,結(jié)構(gòu)總體剛度變?yōu)榱悖瑔适Х€(wěn)定性。屈曲分析研究失穩(wěn)發(fā)生時(shí)的臨界載荷和失穩(wěn)形態(tài)。若采用有限元法求板結(jié)構(gòu)失穩(wěn)發(fā)生時(shí)的臨界載荷和失穩(wěn)形態(tài),則其有限元方程為
(K0+λkσ)U=0
式中:K0=∑K0,kσ=∑kσ分別為板結(jié)構(gòu)的彎曲剛度矩陣和幾何剛度矩陣;k0為不考慮中面力影響的單元彎曲剛度矩陣;U為板結(jié)構(gòu)的位移向量;λ為屈曲失穩(wěn)臨界載荷因子,K0中已經(jīng)施加了合適的邊界條件。基于失穩(wěn)時(shí)結(jié)構(gòu)系統(tǒng)剛度矩陣會(huì)出現(xiàn)奇異,所以可將失穩(wěn)問題轉(zhuǎn)化成特征值問題處理。
求解板穩(wěn)定的特征方程為
|K0+λKσ|=0
可用Power Sweep(反迭代法)和Lanczos向量法求解特征值[10],求出最小的特征值λ1和相應(yīng)的特征向量后,λ1Nx,λ1Ny,λ1Nxy便是臨界中面力,特征向量是板的屈曲形式。
3 含殘余應(yīng)力的加筋板穩(wěn)定性
熱變形工件內(nèi)部的塑性變形和傳熱發(fā)生在同一空間域和時(shí)間域,但由于變形與傳熱二者屬于不同物理性質(zhì)的問題,分別由彈塑性問題和瞬態(tài)熱傳導(dǎo)問題描述,因此,其對(duì)應(yīng)場量難以采用聯(lián)立求解的方法分析。一般而言,彈塑性有限元法采用增量法逐步解出工件的有關(guān)場量,而溫度場則利用時(shí)間差分格式逐步積分得到。這樣可以在某一瞬時(shí)分別計(jì)算變形和溫度,通過二者之間的聯(lián)系,將它們的相互作用考慮進(jìn)去,以達(dá)到焊接熱力過程的耦合分析。耦合分析是指在有限元分析的過程中考慮了兩種或者多種物理場的交叉作用和相互影響。
耦合場的分析可歸結(jié)為直接耦合(Fully coupling)、間接耦合(Co-simulation)和順序(Sequential)耦合3種,其中順序耦合是把間接耦合的多物理場同步協(xié)同求解,演變成多物理場多步順序求解,其應(yīng)用范圍最廣,比較適用于含焊接殘余應(yīng)力結(jié)構(gòu)的強(qiáng)度計(jì)算,其操作流程見圖4。
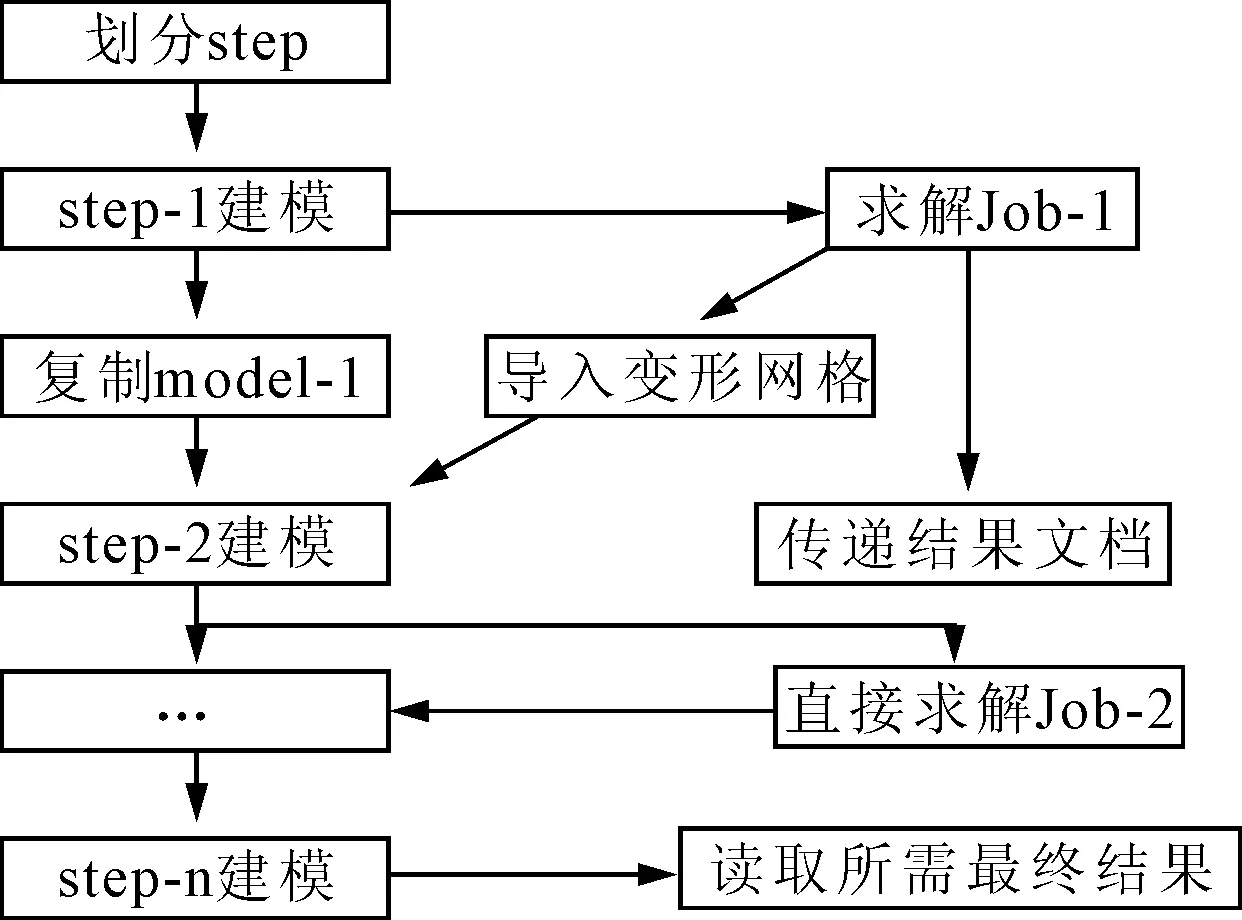
圖4 順序耦合操作流程
3.1 縱筋間距的影響
取3組算例,每組加筋板縱筋間距c的變化范圍為0.25b~b(其中b為板寬),加筋板四邊簡支,在板寬和縱筋截面上施加單位殼邊載荷(shell edge load),以c=0.33b為例,含焊接殘余應(yīng)力的加筋板前4階屈曲模態(tài)見圖5,當(dāng)β=0.33時(shí),不同縱筋間距的加筋板第1階屈曲模態(tài)見圖6。
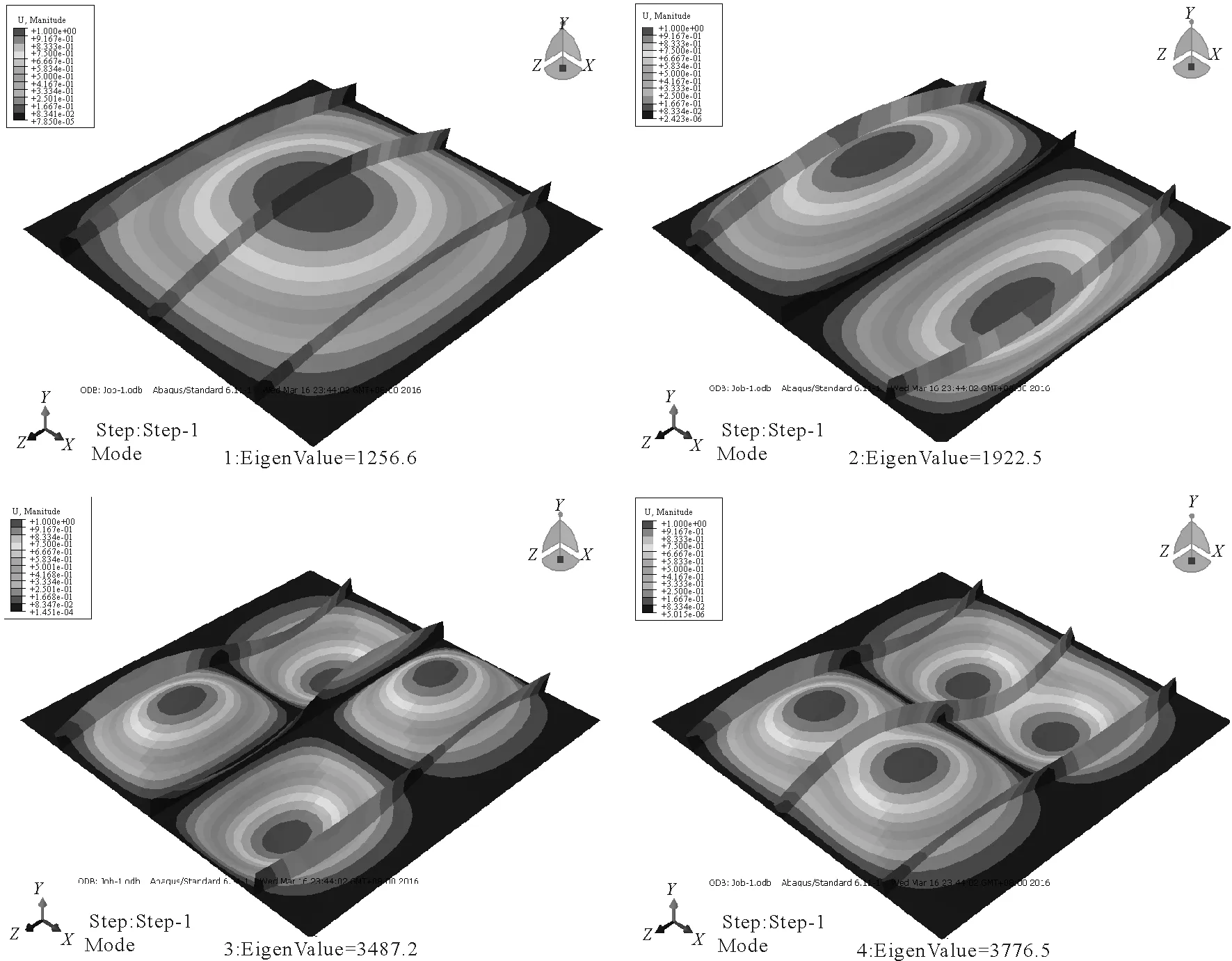
圖5 加筋板前4階屈曲模態(tài)
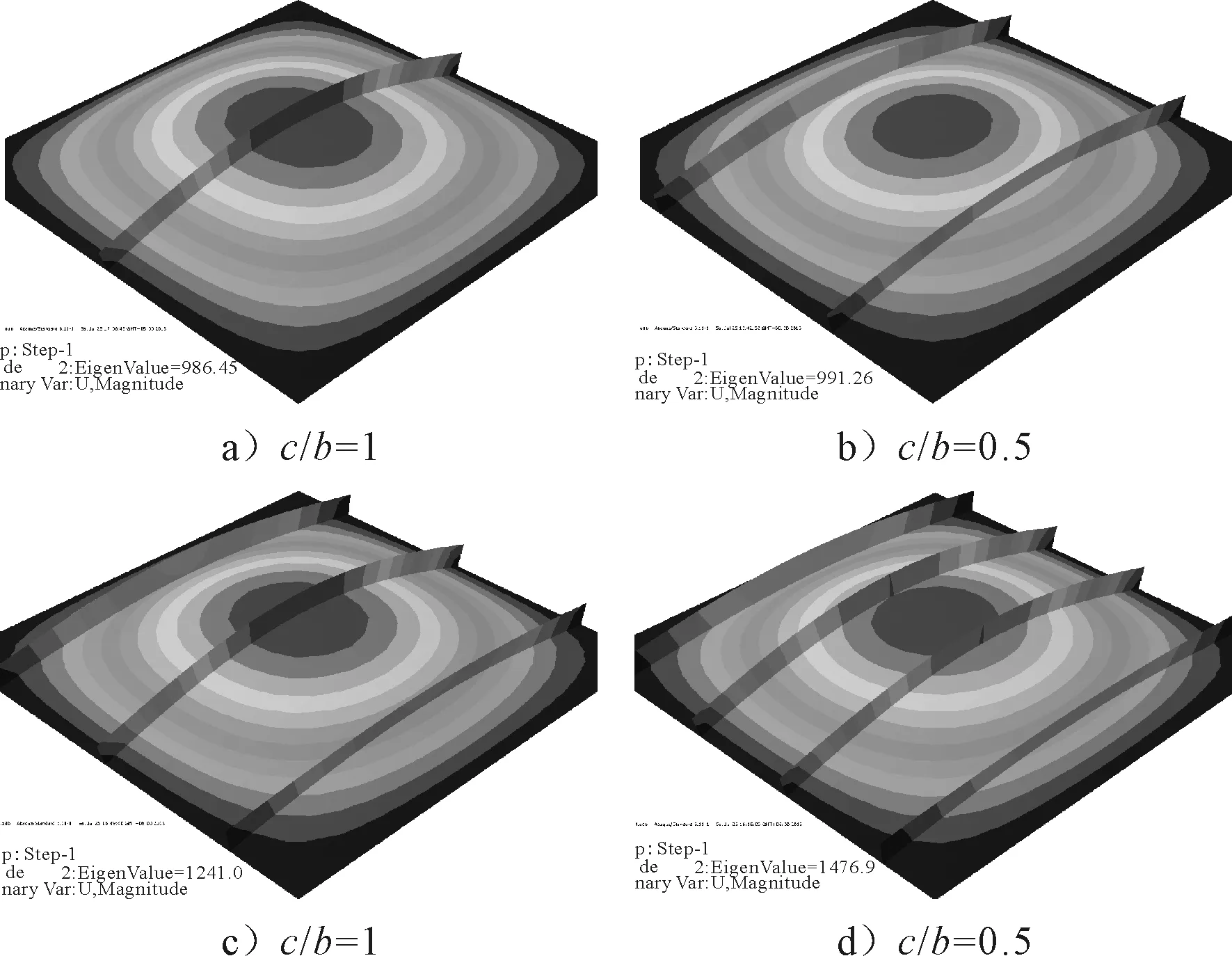
圖6 不同縱筋間距的加筋板屈曲模態(tài)
用Dπ2/hb2量綱一的量化臨界應(yīng)力,得到臨界載荷系數(shù)k,填入表1、表2中,以表征加筋板的穩(wěn)定性。
理想加筋板和含焊接殘余應(yīng)力加筋板臨界載荷系數(shù)隨縱筋間距的變化,見圖7,由焊接殘余應(yīng)力引起的強(qiáng)度減弱見圖8。
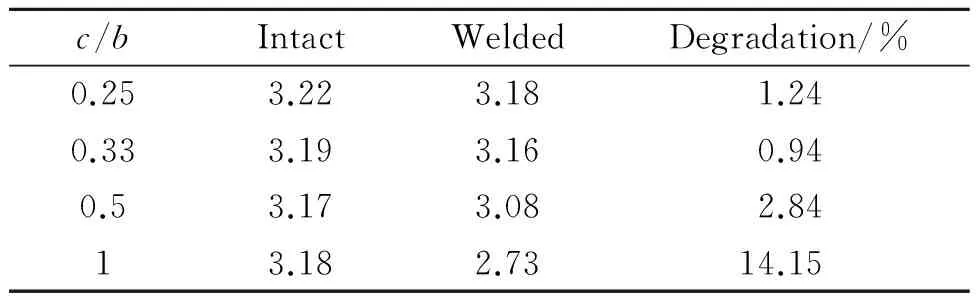
表1 加筋板臨界載荷系數(shù)(β=0.11)
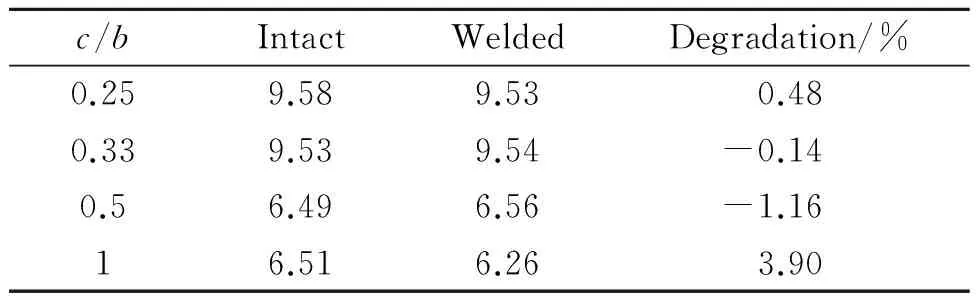
表2 加筋板臨界載荷系數(shù)(β=0.33)
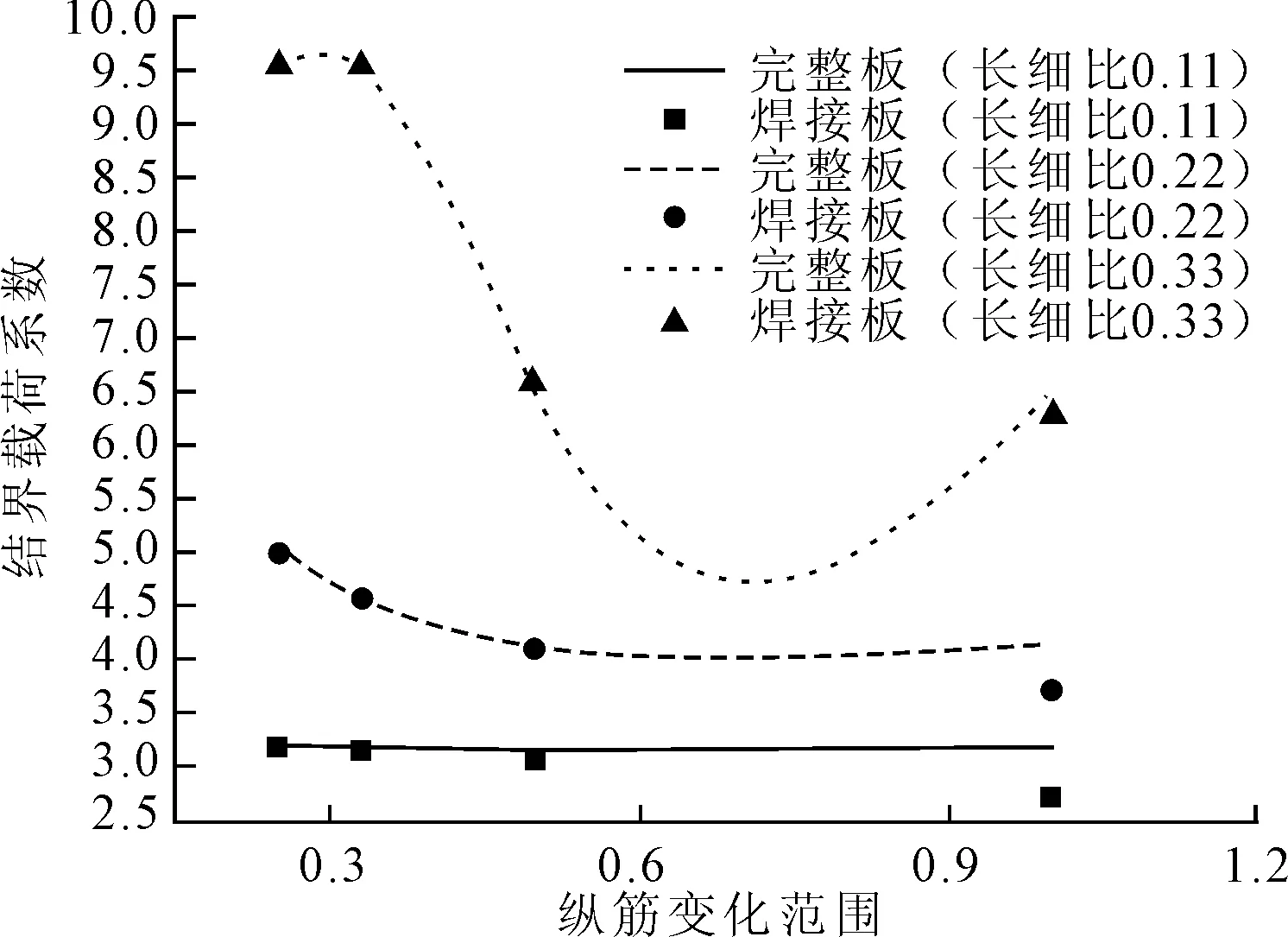
圖7 臨界載荷系數(shù)隨縱筋間距的變化
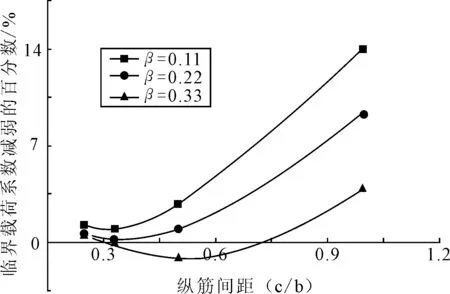
圖8 焊接缺陷加筋板臨界載荷系數(shù)的減弱
可以看出,加筋板在單軸壓縮載荷下,屈曲強(qiáng)度大體上隨縱筋間距的增大而減小,減小的程度逐漸減小,特別的,c/b=0.5時(shí)的臨界載荷系數(shù)小于c/b=1的情況,這是因?yàn)楫?dāng)c/b=1時(shí),縱筋恰好位于加筋板失穩(wěn)半波的波峰處,如圖6a)所示。這提示我們加筋板屈曲強(qiáng)度不僅與縱筋間距有關(guān),而且很大程度上取決于加強(qiáng)筋的位置。在工程設(shè)計(jì)中,合理設(shè)計(jì)縱筋的位置,能在提高加筋板穩(wěn)定性的基礎(chǔ)上節(jié)省材料。
觀察圖8,相對(duì)于理想加筋板,焊接加筋板屈曲強(qiáng)度減弱的程度基本上隨縱筋間距的增大而增大,即縱筋間距越大,焊接殘余應(yīng)力對(duì)加筋板穩(wěn)定性的影響越大。然而,當(dāng)c/b=0.5,β=0.33時(shí),焊接加筋板屈曲強(qiáng)度減弱百分比為負(fù)值,即焊接加筋板的屈曲強(qiáng)度反而比完整加筋板大。這是因?yàn)楹附託堄鄳?yīng)力的方向與板屈曲失穩(wěn)的方向相反,即在少數(shù)情況下,焊接殘余應(yīng)力能起到良性作用,如利用表面感應(yīng)淬火技術(shù)使工件表面產(chǎn)生殘余壓應(yīng)力,抵消工作載荷所產(chǎn)生的一部分拉應(yīng)力,從而顯著提高工件彎曲疲勞抗力和扭轉(zhuǎn)疲勞抗力[11]。
3.2 縱筋截面參數(shù)的影響
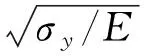
理想加筋板和焊接加筋板臨界載荷系數(shù)隨縱筋長細(xì)比的變化見表4和圖10。由圖10可知,加筋板臨界載荷系數(shù)隨縱筋長細(xì)比的增大而增大,當(dāng)β=0.56時(shí)達(dá)到最大。由圖9e)可知,此時(shí)加筋板的失穩(wěn)模式為板結(jié)構(gòu)整體失穩(wěn),繼續(xù)增大加強(qiáng)筋長細(xì)比,板結(jié)構(gòu)屈曲強(qiáng)度開始減小,此時(shí)由于縱筋自由邊離開與板材連接邊的距離增大,縱骨比板材更容易失穩(wěn)。可見,在工程設(shè)計(jì)中,縱筋長細(xì)比應(yīng)不大于0.56,否則將失去扶強(qiáng)作用。
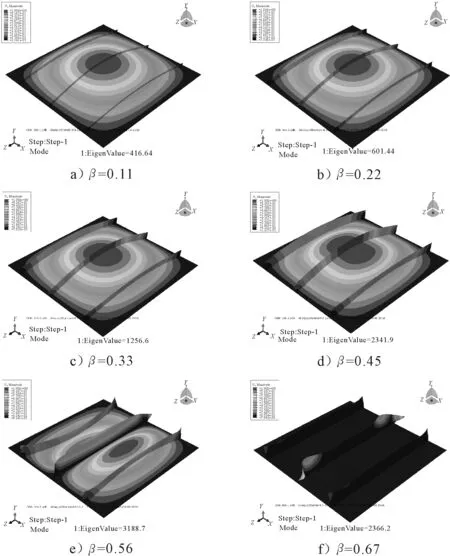
圖9 屈曲模態(tài)隨縱筋長細(xì)比的變化(r=3)
βIntactpanelWeldedpanelDegradation/%0.113.182.7314.050.224.143.759.360.336.516.263.900.4510.1510.100.460.5611.4611.450.080.6711.4111.410.05
表4 加筋板臨界載荷系數(shù)隨縱筋長細(xì)比的變化(r=3)
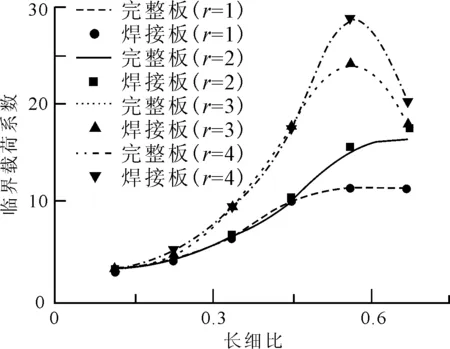
圖10 加筋板臨界載荷系數(shù)隨縱筋長細(xì)比的變化
此外,對(duì)比圖10中r=1和r=2兩條曲線(或?qū)Ρ萺=3和r=4兩條曲線),我們發(fā)現(xiàn)兩條曲線在β=0.45之前幾乎是重合的。可見在工程設(shè)計(jì)中,當(dāng)縱筋長細(xì)比大于0.45時(shí),增加加強(qiáng)筋的數(shù)目對(duì)提高加筋板的屈曲強(qiáng)度才更為顯著。
由焊接引起的加筋板屈曲強(qiáng)度減弱見圖11。可見,隨著縱筋長細(xì)比的增大,焊接殘余應(yīng)力對(duì)加筋板屈曲強(qiáng)度的影響逐漸減小。
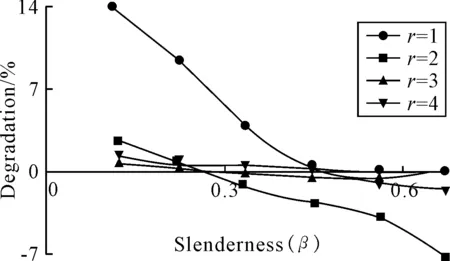
圖11 由焊接引起的加筋板穩(wěn)定性減弱
4 算例分析
4.1 模型概述
本文采用Reckling No.23模型[12]進(jìn)行計(jì)算分析,模型具體參數(shù)見圖12。
其中模型的長度L=500 mm,甲板板、底板、邊板、角鋼和扁鋼的厚度均為2.5 mm,材料屈服極限為246 MPa,E=210 GPa,泊松比μ=0.3,線脹系數(shù)1.35×10-5。
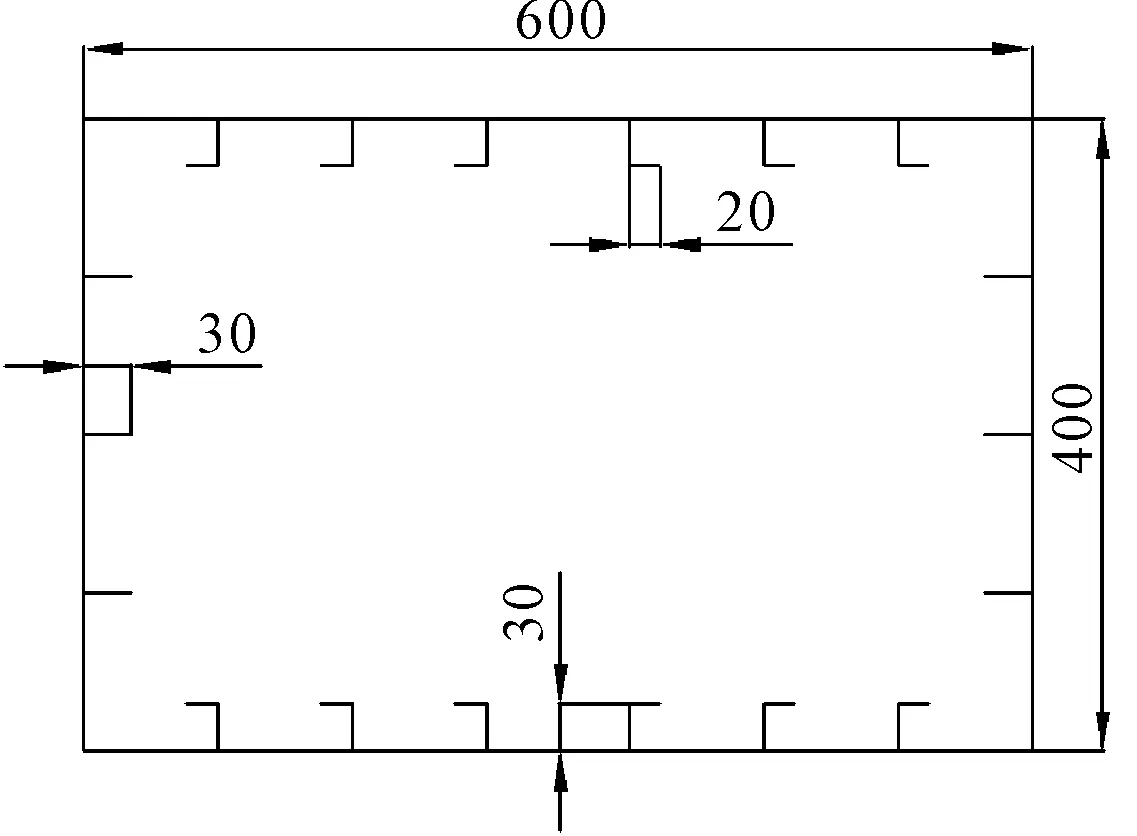
圖12 模型參數(shù)
4.2 計(jì)算分析
建立ABAQUS有限元模型,見圖13。賦予截面屬性,設(shè)置static,general和buckle分析步,創(chuàng)建參考點(diǎn)以及參考點(diǎn)與端面間的耦合約束,見圖14。在初始分析步定義溫度場,在buckle分析步創(chuàng)建端面簡支邊界條件,在參考點(diǎn)上施加單位大小的端部彎矩,使用S3(3節(jié)點(diǎn)有限薄膜應(yīng)變殼單元),劃分網(wǎng)格4 240個(gè),見圖15。焊接殘余應(yīng)力云圖見圖16。由圖17可知,第1階屈曲模態(tài)屈曲特征值為2.13×108,與試驗(yàn)值2.36×108N·mm較為接近,相對(duì)誤差為5.5%。
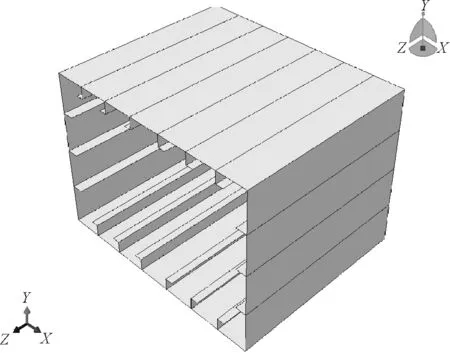
圖13 有限元模型
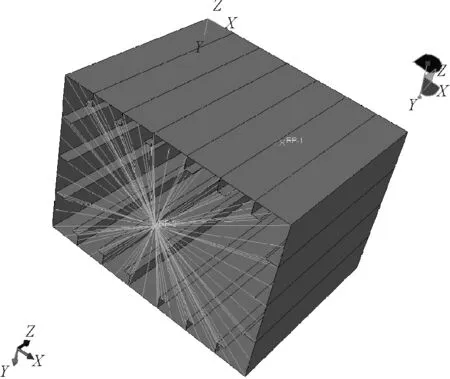
圖14 耦合約束
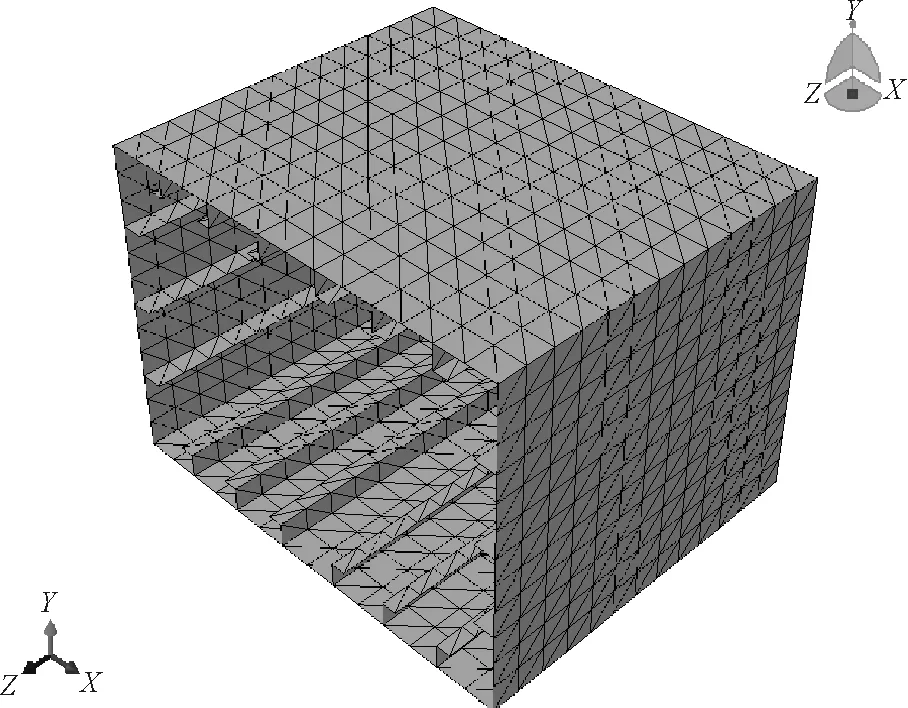
圖15 劃分網(wǎng)格
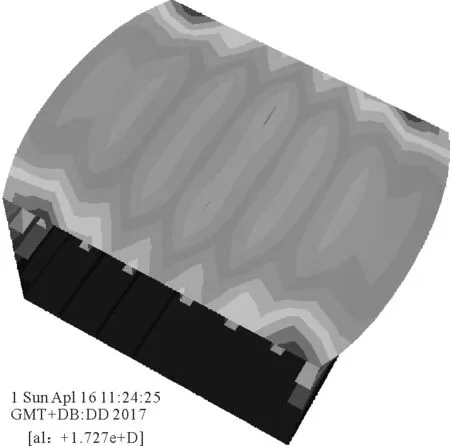
圖16 焊接殘余應(yīng)力云圖
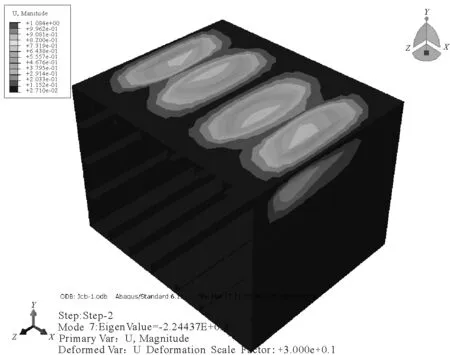
圖17 屈曲模態(tài)
5 結(jié)論
1)無論是否考慮焊接殘余應(yīng)力,加筋板臨界載荷系數(shù)都隨縱筋長細(xì)比的增大而增大,當(dāng)β=0.56時(shí)達(dá)到最大,此時(shí)若繼續(xù)增大縱筋長細(xì)比不再具有工程意義。
2)縱筋間距越大,焊接殘余應(yīng)力對(duì)加筋板穩(wěn)定性的影響越大,縱筋長細(xì)比越大,焊接殘余應(yīng)力對(duì)加筋板穩(wěn)定性的影響越小。
3)在少數(shù)情況下,焊接殘余應(yīng)力與構(gòu)件工作應(yīng)力方向相反,殘余應(yīng)力起到良性作用。
4)除縱筋間距和長細(xì)比外,焊接加筋板的穩(wěn)定性還與縱筋位置有關(guān),有待進(jìn)一步深入研究。
[1] Mohammad. Strength of steel plates with both-sides randomly distributed with corrosion wastage under uniaxial compression[J]. Thin-walled structures,2011,49:325-342.
[2] JIANG Xiaoli, C. Guedes Soares. A closed form formula to predict the ultimate capacity of pitted mild steel under biaxial compression[J]. Thin-walled structures,2012,50:27-34.
[3] 王偉,吳梵.加筋板整體屈曲臨界應(yīng)力計(jì)算與分析[J].中國艦船研究,2011(3):21-27.
[4] 張濤,劉土光,趙耀,等.初始缺陷加筋板的屈曲與后屈曲分析[J].船舶力學(xué),2003(1):79-83.
[5] 曹健.基于油船結(jié)構(gòu)共同規(guī)范的屈服與屈曲強(qiáng)度直接計(jì)算研究[D].哈爾濱:哈爾濱工程大學(xué),2007.
[6] 束長庚,周國華.船舶結(jié)構(gòu)的屈曲強(qiáng)度[M].北京:國防工業(yè)出版社,2006.
[7] 陳哲超,陳震.加筋板結(jié)構(gòu)連續(xù)焊焊接變形規(guī)律[J].中國艦船研究,2016(3):68-73,88.
[8] 師桂杰.集裝箱船船體結(jié)構(gòu)極限強(qiáng)度研究[D].上海:上海交通大學(xué),2011.
[9] ISSC. Proceedings of the 17th international ship and offshore structures congress[C].Korea,2009.
[10] XIANYI Z. Numerical calculating method and fortran language[M]. Beijing: Electrical Industry Press,1986.
[11] 石亦平,周玉蓉.ABAQUS有限元分析實(shí)例詳解[M].北京:機(jī)械工業(yè)出版社,2006.
[12] RECKLING K A. Behavior of box girder under bending and shear[C]. Proc. ISSC, Paris 1997.
On Buckling Strength of Hull Plates in the 砂船分體式供氣的風(fēng)險(xiǎn)Presence of Welding Residual Stress
LIUBo-yun1,ZHOUXiao-song1,ZHANGYue-lin2
(1.Dept. of Power Engineering, Naval University of Engineering, Wuhan 430033, China;2.No.91404 Unit of PLA, Qinhuangdao Hebei 066001, China)
To calculate the stability of hull plate structures in the presence of welding residual stress, the buckling mechanism of stiffened panels under uniaxial compressive load was researched by using FE thermal-force sequential coupling method. The results showed that the influence of welding residual stress upon stability of stiffened panels increases with the incretion of longitudinal spacing and decreases with longitudinal slenderness. Compared with experimental results of Recking No.23 model, the validity and application value of the FE sequential coupling method was verified.
welding residual stress; stiffened panel; buckling strength; sequential coupling; uniaxial compression
U661.43
A
1671-7953(2017)06-0006-06
10.3963/j.issn.1671-7953.2017.06.002
2017-03-06
2017-04-16
國家自然科學(xué)基金(51479205)
劉伯運(yùn)(1977—),男,博士,副教授
研究方向:艦艇結(jié)構(gòu)系統(tǒng)安全性
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
