識(shí)別系統(tǒng)在柔性測量系統(tǒng)中的應(yīng)用
2018-01-04 02:32:04張學(xué)友時(shí)春峰
智能制造 2018年6期
張學(xué)友 時(shí)春峰

柔性測量系統(tǒng)的目的是針對(duì)多批次、多品種工件實(shí)現(xiàn)自動(dòng)測量,獲取工件信息以及各種外觀特征的實(shí)際形狀位置尺寸,通過獲取的測量數(shù)據(jù)分析處理,進(jìn)而反饋各加工過程,以便最大限度的提升效率,節(jié)省成本。而如何反應(yīng)加工過程,根據(jù)哪些信息或測量特征反饋是重中之重,因此,能夠快速高效的獲取工件的“身份證”即ID身份代碼就至關(guān)重要了,該信息對(duì)提高測量數(shù)據(jù)的可追溯性,精確的統(tǒng)計(jì)分析以及反饋加工過程是不可或缺的。
一、引言
隨著“中國制造2025”指導(dǎo)思想、戰(zhàn)略部署的深入,制造業(yè)的數(shù)字化、網(wǎng)絡(luò)化、智能化已成為新一輪工業(yè)革命的核心技術(shù),而該技術(shù)的基礎(chǔ)是實(shí)現(xiàn)工業(yè)制造過程的柔性化和智能化;柔性制造系統(tǒng)的諸多優(yōu)點(diǎn)也越來越凸顯,例如,提高設(shè)備的利用率、減少設(shè)備投資、減少人工費(fèi)用、可使生產(chǎn)制造過程有快速的應(yīng)變能力,系統(tǒng)的靈活性高等優(yōu)點(diǎn)。
我國要打造自己的“中國制造2025”,作為根基的質(zhì)量要素顯得至關(guān)重要,而作為質(zhì)量要素的關(guān)鍵是測量環(huán)節(jié),測量的水平不僅可以有效降低流向市場的不合格品數(shù)量,結(jié)合數(shù)字化系統(tǒng)可實(shí)現(xiàn)檢測過程閉環(huán)反饋加工制作過程,顯著降低質(zhì)量成本。
故而,柔性測量系統(tǒng)受到越來越多客戶的青睞,而要實(shí)現(xiàn)柔性測量,工件信息的獲取即識(shí)別系統(tǒng)必不可少,下面針對(duì)不同的客觀需求對(duì)工件識(shí)別系統(tǒng)在柔性測量系統(tǒng)中的應(yīng)用進(jìn)行分析,以及對(duì)典型行業(yè)使用的識(shí)別系統(tǒng)做相應(yīng)闡述。
二、識(shí)別系統(tǒng)
1、RFID識(shí)別系統(tǒng)
RFID (Radio Frequency Identification)技術(shù),又稱無線射頻識(shí)別,是一種通信技術(shù),可通過無線電訊號(hào)識(shí)別特定目標(biāo)并讀寫相關(guān)數(shù)據(jù),而無需識(shí)別系統(tǒng)與特定目標(biāo)之間建立機(jī)械或光學(xué)接觸。
RFID識(shí)別系統(tǒng)包括可存儲(chǔ)數(shù)據(jù)的芯片以及讀寫器組成,而讀寫器又分為固定式和手持式兩種,作為工業(yè)自動(dòng)化的領(lǐng)頭行業(yè)——汽車行業(yè)在RFID的應(yīng)用上較早并最為普遍,使用RFID技術(shù)可以提升整個(gè)制作過程價(jià)值鏈的透明度,節(jié)省生產(chǎn)制造及流通環(huán)節(jié)的成本。
在柔性測量系統(tǒng)中,工件的RFID信息均可通過讀寫器讀取并進(jìn)行處理,如工件的類型、工序、ID、生產(chǎn)的機(jī)臺(tái)號(hào)、刀具信息等等,柔性測量系統(tǒng)可自動(dòng)讀取芯片信息,獲取測量程序?qū)崿F(xiàn)自動(dòng)測量,將測量結(jié)果和數(shù)據(jù)寫入芯片以及上傳到MES系統(tǒng)。通過RFID識(shí)別系統(tǒng),可大大提高現(xiàn)場工序間的識(shí)別過程和減少人工導(dǎo)致的識(shí)別錯(cuò)誤,顯著提高工件信息(包括制造過程及測量數(shù)據(jù))的可追溯性。
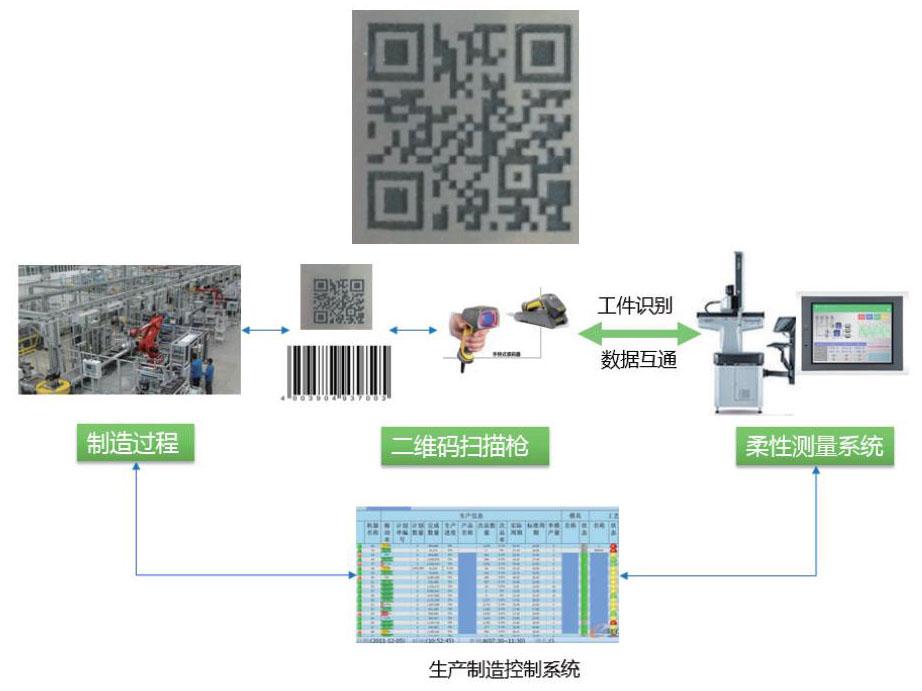
2、條碼/二維碼識(shí)別系統(tǒng)
條形碼(barcode)是將寬度不等的多個(gè)黑條和空白,按照一定的編碼規(guī)則排列,表達(dá)一組信息的圖形標(biāo)識(shí)符。二維碼是在平面二維方向上記錄信息的圖形,它充分利用了平面上的二維空間,大大提升了信息密度,使得在小面積上編碼大數(shù)據(jù)成為可能;其次由于它超強(qiáng)的糾錯(cuò)能力,即使大面積受損也能被正確識(shí)別。
在柔性測量系統(tǒng)中,通過掃碼槍可獲取工件的條碼/二維碼內(nèi)容,正確解析后可獲取工件的具體信息,比如工件類型、ID等。由于條形碼/二維碼數(shù)據(jù)是固定的且長度有限,無法包含工件全部相關(guān)信息以及生產(chǎn)制造過程中的動(dòng)態(tài)信息,因此在產(chǎn)線中需要結(jié)合生產(chǎn)制造系統(tǒng),獲取工件的其他關(guān)聯(lián)信息,比如:制造機(jī)臺(tái)、生產(chǎn)時(shí)間,工序信息、測量結(jié)果以及加工刀具信息等;這些信息經(jīng)柔性測量系統(tǒng)整合處理后,可匯總到測量報(bào)告、或上傳到MES系統(tǒng)以及數(shù)據(jù)庫中,有效提高了工件檢測信息的可追溯性;另外,通過有效追溯工件測量數(shù)據(jù)可進(jìn)行數(shù)據(jù)統(tǒng)計(jì)分析,對(duì)加工過程進(jìn)行自動(dòng)刀補(bǔ),實(shí)現(xiàn)整個(gè)生產(chǎn)過程中的加工 —檢測閉環(huán),使加工質(zhì)量穩(wěn)步提升。
3、圖像識(shí)別系統(tǒng)
當(dāng)工件既沒有RFID也沒有條碼/二維碼時(shí),如何實(shí)現(xiàn)柔性混線測量顯得很難實(shí)現(xiàn),但是隨著工業(yè)視覺圖像識(shí)別技術(shù)的日漸成熟,通過圖像識(shí)別技術(shù)配合傳感器使用,同樣可以實(shí)現(xiàn)對(duì)工件類型的識(shí)別。
視覺圖像識(shí)別是將工件的固有基準(zhǔn)圖像及相關(guān)信息進(jìn)行綁定,產(chǎn)線應(yīng)用時(shí),視覺獲取的圖像與基準(zhǔn)圖像進(jìn)行比對(duì),通過識(shí)別閾值判斷工件圖像與基準(zhǔn)圖像的一致性,進(jìn)而判斷工件類型。工件如果二維投影圖像相似,通過視覺圖像系統(tǒng)無法進(jìn)行有效區(qū)分時(shí),可通過增加傳感器進(jìn)行進(jìn)一步確認(rèn)工件類型;例如,回轉(zhuǎn)體零件識(shí)別時(shí),可通過視覺識(shí)別正面圖像,利用尺寸傳感器識(shí)別工件的厚度和直徑,通過三個(gè)信息最終確認(rèn)工件的唯一類型。
確定好工件類型后,柔性測量系統(tǒng)就可以根據(jù)工件類型調(diào)用相應(yīng)的測量程序?qū)崿F(xiàn)工件的測量,由于流水線加工時(shí),工件沒有唯一的ID身份編碼,其測量信息的可追溯性稍差;但是通過有效的數(shù)據(jù)處理,將一批同樣工件的測量數(shù)據(jù)集中分析,仍可以獲知工件的整體加工質(zhì)量趨勢,以便相應(yīng)的反饋加工過程,達(dá)到提升質(zhì)量的目標(biāo)。
視覺圖像識(shí)別系統(tǒng)不僅用于簡單的圖像識(shí)別,還可以用于識(shí)別工件位姿,以引導(dǎo)柔性測量系統(tǒng)進(jìn)行測量,例如:回轉(zhuǎn)體工件在運(yùn)輸過程中位姿不確定,可通過視覺識(shí)別系統(tǒng)對(duì)工件進(jìn)行拍照識(shí)別,獲取實(shí)際工件位姿,包括定位中心坐標(biāo)及角度等,通過位姿調(diào)整機(jī)構(gòu)實(shí)現(xiàn)工件位姿調(diào)整,或直接引導(dǎo)柔性測量系統(tǒng)實(shí)現(xiàn)工件的檢測;另外,應(yīng)用視覺圖像系統(tǒng)還可以實(shí)現(xiàn)簡單的外觀尺寸測量。
三、結(jié)論
綜上所述,柔性測量系統(tǒng)的目的是實(shí)現(xiàn)多種工件的柔性自動(dòng)測量,并能自動(dòng)識(shí)別、自動(dòng)測量、自動(dòng)分揀和保存測量結(jié)果,提升整個(gè)加工測量過程的效率,提高工件數(shù)據(jù)的可追溯性,根據(jù)統(tǒng)計(jì)分析結(jié)果進(jìn)行智能刀補(bǔ),實(shí)現(xiàn)整個(gè)加工—測量過程的閉環(huán)。工件識(shí)別系統(tǒng)是實(shí)現(xiàn)該目的的第一步,因此,工件識(shí)別系統(tǒng)在柔性自動(dòng)化測量系統(tǒng)中至關(guān)重要…
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
中外會(huì)展(2014年4期)2014-11-27 07:46:46
