接觸式引弧方式在變極性TIG焊中的應用
2017-12-29 05:46:11姚河清
電焊機 2017年11期
姚 瑤,姚河清
(1.長沙學院 機電工程學院,湖南 長沙410003;2.河海大學機電學院,江蘇 常州213022)
接觸式引弧方式在變極性TIG焊中的應用
姚 瑤1,姚河清2
(1.長沙學院 機電工程學院,湖南 長沙410003;2.河海大學機電學院,江蘇 常州213022)
在已搭建的雙逆變變極性TIG焊接電源系統平臺上,為保證電源的正常使用,設計了一種適用于變極性電源的TIG焊的接觸式引弧方式,該方式將整個引弧過程分為接觸階段、維弧階段和電流緩升三個階段。接觸階段和維弧階段的電流大小、電流變化速度都是可調節的。實驗證明,該引弧方式不僅能應用于TIG焊變極性電源而且也適用于脈沖電源,并且有效避免了傳統電源中接觸式引弧常見的鎢極燒損和電流過沖問題。
變極性;接觸式引弧;鎢極燒損
0 前言
引弧、焊接和收弧構成了實現電弧焊接過程的三個關鍵環節,引弧性能的好壞直接影響到焊接過程能否順利進行。TIG焊作為一種重要的焊接工藝,具有焊接過程穩定、收弧容易控制的優點,但是引弧一直是TIG焊中較難解決的問題[1]。為盡量避免鎢極燒損和焊縫夾鎢,傳統的TIG焊電源采取高頻高壓和高壓脈沖等非接觸引弧裝置,盡管引弧效果比較好,但也具有危害人體健康、干擾周圍環境等缺點[2]。隨著焊接技術的發展,人們發明了TIG焊接觸引弧方式,使TIG焊引弧技術得到進一步的發展[3]。
筆者研發了一種雙逆變結構的變極性TIG焊電源,輸出的方波交變電流正負半周的電流大小、工作時間都獨立可調,可優化,從而滿足以鋁及其合金為典型的材料的焊接需求,該電源還能實現直流電源輸出。雙逆變結構的變極性電源主電路結構如圖1所示。在電源的二次輸出側附加了由IGBT5、IGBT6組成的逆變電路,如果在輸出側連接高頻高壓或高壓脈沖很容易造成二次逆變電子器件的破壞,據此考 慮使用接觸式引弧方式。
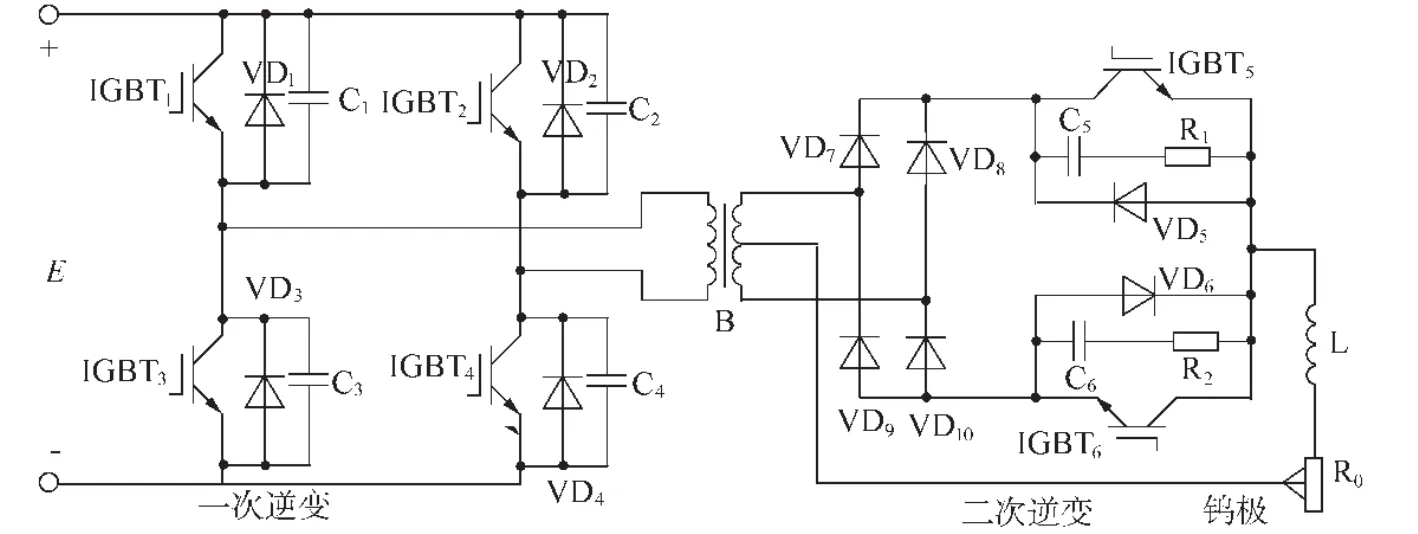
圖1 雙逆變結構的變極性電源主電路Fig.1 Main circuit of variable polarity TIG welding source
1 變極性TIG焊接觸式引弧的問題
通常TIG焊接觸式引弧存在的問題有:在鎢極和工件接觸過程中容易造成電流沖擊,形成鎢極燒損,其結果一方面會形成焊縫夾鎢,降低焊接質量,另一方面,鎢極表面污染會降低鎢極的電子發射能力,焊接過程不穩定。電弧引燃時可能形成電流上沖或下沖。電流上沖過大,焊接薄板時容易燒穿;電流下沖過大容易熄弧[4]。并且對于變極性TIG焊而言,焊接電弧是在DCEP(電極接正)和DCEN(電極接負)兩種狀態下工作,由于鎢極和被焊工件材料的差異,電源極性不同,其電弧的導電狀態也不盡相同。
1.1 DCEN電弧特點
當鎢極接負、工件接正時,由于陰極為鎢極,屬于熱陰極材料,當鎢極達到熱發射溫度時產生強烈的熱發射,陰極表面通常無斑點,電弧可以覆蓋整個鎢極端頭,電弧較穩定、電形態較粗,并呈現明顯的錐形,電弧力集中,熔深較大。由于熱發射的作用,電子從陰極表面發射出來的同時也將熱量從陰極表面帶走,對陰極表面有冷卻保護作用,可以減少鎢極燒損的產生,因此,電弧在DCEN狀態下引燃時,即使采用接觸式引弧,也能有效地控制鎢極燒損。但是直流DCEN在焊接鋁和鋁合金時,無法清理表面致密的氧化膜,因此不適合進行鋁和鋁合金的焊接[5]。
1.2 DCEP電弧特點
當鎢極接正、工件接負時,由于陰極材料熔點較低,難以形成熱發射,陰極發射電子主要采用場致發射方式,陰極表面出現明顯的陰極斑點,并且斑點會發生移動,電弧穩定性較差,形成的焊縫熔深較小。電弧燃燒時,陰極有霧化和清理氧化膜的作用,并且還能自動尋找氧化膜區域進行清理,所以一般鋁和鋁合金焊接時會采用DCEP的連接方式。當鎢極為陽極時,沒有熱陰極電子發射的冷卻作用,陽極產熱量較大,極易發生鎢極燒損。因此,DCEP狀態下接觸式引弧,一般都很難避免鎢極燒損。
2 微電流接觸式TIG焊引弧方式
針對傳統接觸引弧在DCEP狀態下易造成的鎢極燒損、焊縫夾鎢等缺點,設計了一種新的接觸式微電流變極性TIG焊引弧方式。
接觸式微電流引弧方式就是在鎢極與工件接觸時采用可調微電流引弧的方式[6]。將TIG焊短路引弧電流引燃過程分為鎢極與工件接觸、鎢極提升和電弧引燃三個階段,對短路引弧電流進行精準控制。鎢極與工件短路產生焦耳熱Q為:
當鎢極與工件接觸時,電流過大容易造成鎢極燒損,因此在接觸短路過程中要盡量減小輸出電流值。但是傳統的整流器式電源電路中電感較大,需要依靠電感在電流變化時產生的感應電動勢和空載電壓的共同作用使接觸拉開的瞬間電極和工件之間有足夠的電場強度,產生強烈的電場發射作用,擊穿細小的空氣間隙,引燃電弧。在必須有一定短路電流維持電感工作的同時,短路瞬間產生的熱量會造成鎢極燒損。在研發的雙逆變變極性電源系統中,電感很小,既不會影響整個電源的動特性,又可以在接觸階段將瞬時短路電流降至極低的微電流值,保證短路階段不會有鎢極燒損、鎢極粘連及電流沖擊。當電極與工件脫離時,調節電源能及時地恢復空載電壓。在空載電壓的作用下,電極和工件之間出現小間隙時,陰極表面產生強電場發射后,電弧引燃。進入電弧引燃階段,維持電弧在穩定燃燒的同時充分加熱鎢極使電流提高到一定的電流值并維持一段時間,再使電流按一定的速度緩升到焊接電流,進入變極性焊接狀態。
因此將變極性TIG焊引弧過程分為三個階段,即接觸階段、維弧階段、電流緩升階段。接觸階段采用微電流,盡量避免鎢極燒損;維弧階段保持一定的電流值,避免出現電流上沖的同時加熱鎢極;電流緩升階段在鞏固引弧效果的基礎上避免電流下沖,保證電弧在進入變極性或脈沖焊接時能夠維持一定弧長并保持穩定。引弧策略的電流波形示意如圖2所示。
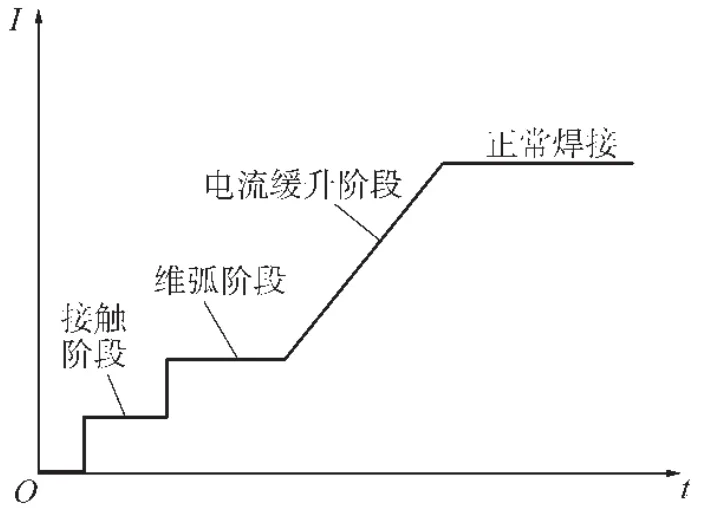
圖2 微電流接觸式引弧策略波形示意Fig.2 Arc ignition strategy
3 變極性TIG焊引弧試驗
3.1 DCEN引弧
在DCEN狀態下引弧時,鎢極接負、工件(材料為鋁合金)接正。當鎢極的溫度較低時發射電子的能力較弱,因此接觸引弧時,如果短路電流太小會影響鎢極預熱,發射電子能力弱,從而造成引弧困難,只有當鎢極溫度升高后,熱發射能力增強引弧才變得容易。DCEN引弧時實測的電流電壓波形如圖3所示,其中接觸階段電流為5 A,維弧電流為10 A。在DCEN引弧方式下進行了多次引弧試驗,發現當電流大于3 A時均能正常引弧。但由于在DCEN時沒有陰極霧化作用,并不能去除鋁合金表面的氧化膜,引弧處容易形成黑色斑點,所以在焊接鋁合金時不采用DCEN引弧。
3.2 DCEP引弧
在DCEP狀態下,即電極接正、工件(材料為鋁合金)接負時,由于Al2O3氧化膜的電子逸出功較小,發射電子相對容易一點。DCEP引弧時實測電流電壓波形如圖4所示,其中接觸電流為5 A,維弧電流為10 A。由于DCEP階段具有陰極霧化作用,所以鋁合金表面進行引弧時未出現表面黑點,但因為引弧電流一般較小,所以陰極清理效果也不明顯。采用DCEP引弧方式進行多次引弧試驗發現,當短路電流大于2 A時均能夠正常引弧,并且沒有鎢極燒損。
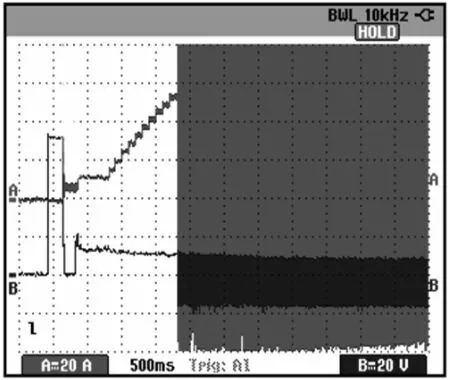
圖3 DCEN引弧的電流電壓輸出波形Fig.3 DCEN arc ignition waveform of current and voltage
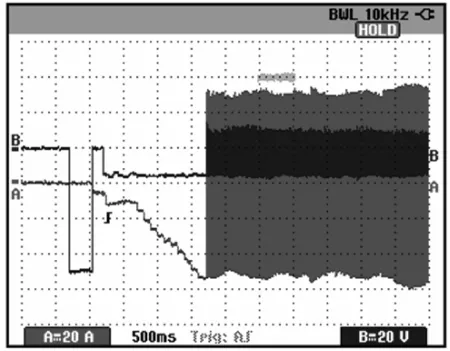
圖4 DCEP引弧的電流電壓波形Fig4 DCEP arc ignition waveform of current and voltage
4 脈沖引弧試驗
脈沖電源一般采用DCEN輸出方式,由于脈沖的幅值、頻率、占空比均可調節,因此拓寬了TIG焊電流的調節范圍,適用于不銹鋼的薄板焊接。
該引弧方式不僅適用于變極性焊接,當電源為直流脈沖輸出時,效果同樣理想。脈沖輸出時的實測電流引弧波形如圖5所示,其中接觸電流為2 A,維弧電流為5 A,脈沖電流為基值40 A、峰值80 A,引弧工件為不銹鋼。試驗證明,接觸電流大于1A時,脈沖引弧成功。
5 結論
(1)接觸式引弧容易出現鎢極燒損和電流過沖問題,而變極性TIG焊時針對不同的電源極性,其電弧的物理特性有所不同。設計了一種新型微電流接觸式引弧策略,將引弧過程分為接觸階段、維弧階段以及電流緩慢上升階段。
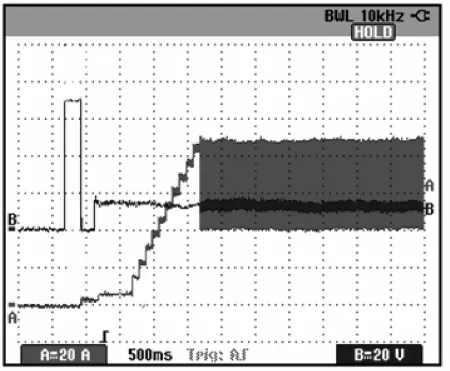
圖5 脈沖引弧的電流電壓波形
(2)通過變極性和脈沖引弧試驗證明,在自主設定接觸階段電流和維弧電流的情況下,該引弧方式效果良好,在不同材料的工件進行焊接引弧試驗時均能有效避免鎢極燒損和電流過沖問題。
[1]FARSON D.Arc Initiation in Gas Metal Arc Welding[J].Welding Research Supplement,1998:15-20.
[2]吳憲平,夏卿坤,汪大鵬.一種逆變TIG焊機接觸引弧電路的設計[J].機電產品開發與創新,2003(4):21-22.
[3]李亮玉,劉景奎,蘇淑靖.TIG焊引弧技術的發展與現狀[J].電焊機,1995,25(3):23-25.
[4]徐禾水.TIG焊的引弧形式與應用[J].江蘇機械制造與自動化,1998(4):6-8.
[5]耿正,張廣軍,鄧元召,等.鋁合金變極性TIG焊工藝特點[J].焊接學報,1997,18(4):236.
[6]李冬青,張忠典,姜偉雁,等.鎢極氬弧焊的小電流接觸引弧方法[J].焊接學報,2001,22(5):69-72.
Application of touch arc ignition strategy for variable polarity TIG welding
YAO Yao1,YAO Heqing2
(1.Electromechnical Engineering College,Changsha University,Changsha 410003,China;2.Electromechnical Engineering College,Hohai University,Changzhou 213022,China)
Based on variable polarity TIG welding power system platform in the dual inverter has been set up on the power supply,in order to ensure the normal use of the design,the contact type for a variable polarity power supply TIG welding arc,the whole process is divided into short circuit arc stage,arc stage and the current slow rise three stages.The current value and speed of the short stage and the main stage can be changed as needed.The experiments have proved that the arc ignition is suitable for not only the variety polarity source but also can apply on pulse current source,without any obvious tungsten weariness and arc extinguish,and the arc ignition success rate is quite high.
variable polarity;touch arc ignition;tungsten weariness
TG444+.74
A
1001-2303(2017)11-0056-04
10.7512/j.issn.1001-2303.2017.11.11
本文參考文獻引用格式:姚瑤,姚河清.接觸式引弧方式在變極性TIG焊中的應用[J].電焊機,2017,47(11):56-59.
2017-05-02
姚 瑤(1982—),女,講師,碩士,主要從事焊接電源及數字化的研究。E-mail:2580767246@qq.com。
