埋弧焊焊縫組織與擴散氫的關(guān)系
2017-12-29 05:45:57
電焊機 2017年11期
(太原理工大學焊接材料研究所,山西太原030024)
埋弧焊焊縫組織與擴散氫的關(guān)系
孫 咸
(太原理工大學焊接材料研究所,山西太原030024)
綜述了埋弧焊焊縫組織與擴散氫的關(guān)系。結(jié)果表明,硅酸鹽粘合劑中的水分是EM12K焊劑擴散氫的主要來源。鍍銅層和表面潤滑劑是ER100-S1焊絲中兩個主要的氫源。埋弧焊電弧中會發(fā)生兩個與焊劑中氟化物有關(guān)的冶金反應(yīng)。建立了焊縫組織與擴散氫的關(guān)系,其要點是氫在焊縫中的擴散方向和聚集部位,并影響氫致裂紋的發(fā)生。所謂低氫化工藝是一種使焊縫中殘留的氫很少,不足以引發(fā)氫致裂紋的綜合工藝措施。提出了低氫工藝“合于使用”原則。
焊縫組織;埋弧焊;擴散氫;低氫工藝
0 前言
雖然埋弧焊以高效、自動化的優(yōu)勢和成熟的工藝方法在中厚板規(guī)則焊縫焊接結(jié)構(gòu)中獲得了廣泛的應(yīng)用,然而在重大工程焊接結(jié)構(gòu)中,越來越重視埋弧焊中氫對焊接冷裂紋的影響。在焊接冷裂紋形成三要素中,淬硬組織馬氏體是裂紋產(chǎn)生的必要條件,拉應(yīng)力和擴散氫的分布則是充分條件,二者缺一不可。工程應(yīng)用表明,控制或消除三因素之一即可有效防止氫致裂紋的發(fā)生[1-2]。控制焊縫中的氫有一些易行可操作的方法,但是必須弄清焊縫中顯微組織類型、形成機制,以及氫的來源、擴散方向、聚集部位和分布特點等。迄今為止,有關(guān)擴散氫測試的文獻不少,但有關(guān)埋弧焊焊縫組織與擴散氫關(guān)系的文獻甚少。為此,筆者基于多年的焊接實踐經(jīng)驗,并引用最新文獻中部分試驗結(jié)果與數(shù)據(jù),將埋弧焊工藝與焊縫中氫的來源相聯(lián)系,探討焊縫組織與擴散氫的關(guān)系,提出了防止氫致裂紋的低氫化工藝調(diào)控原理。該項工作對進一步認識埋弧焊工藝、研制新一代超低氫焊接材料、促進低氫工藝的創(chuàng)新研發(fā)、提升工程質(zhì)量,具有一定的參考價值和研究意義。
1 焊縫中氫的來源及氫的冶金反應(yīng)
1.1 氫的來源
1.1.1 焊劑中的水分
埋弧焊中氫的主要來源如圖1所示,首當其沖的是焊劑,其次是焊絲和母材。
配合逸出氣體分析(EGA)和鉑/白金坩堝,采用同步熱分析儀(DTA-STA)和穩(wěn)定燃燒監(jiān)控器(CSM)對EM12K焊劑各組分的水分含量進行分析。EM12K焊劑的成分見表1。該焊劑的主渣系是MgO-氟化物-Al2O3,屬于中性燒結(jié)焊劑。EM12K焊劑的水分含量和DTA-STA確定的組分中水分如表2所示[3]。可以看出,焊劑組分的含水量均小于等于1%;大多數(shù)組分的水分低于0.51%;EM12K焊劑的水分含量也僅0.76%。
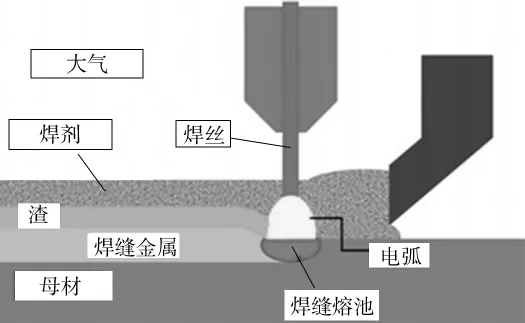
圖1 埋弧焊中的氫源示意(方框部位表示氫的主要來源)

表1 EM12K焊劑的組成%

表2 EM12K焊劑和DTA-STA確定組分的水分含量

表3 焊劑組分的水分和通過高溫窯爐去除的預(yù)期水分
從焊劑生產(chǎn)的分析可以看出,硅酸鹽粘合劑的添加是焊劑生產(chǎn)中最大的水分貢獻者,也是焊縫擴散氫的重要來源。
1.1.2 焊絲中的氫
用于該分析的焊絲是ER100-S1型鍍銅焊絲。從3個50磅重(22.68 kg)的焊絲軸中截取3種試樣:焊絲 1(φ4.0 mm)、焊絲 2(φ3.2 mm)、焊絲 3(φ3.2 mm)。首先用砂紙手工打磨一長段焊絲來去除鍍銅層,然后從焊絲的中間部分切割樣品,以去除殘留在焊絲原始切割端的殘留銅,接著用丙酮洗滌樣品,以除去切割和研磨中的銅屑和潤滑劑,最后在LECO RH-404氫測定儀中測定被切成1 g段的小樣品[3]。
由表4可知,焊絲2的氫含量是其他焊絲的2倍。原以為焊絲中這種很大的差異可能是焊絲2表面過多的潤滑劑造成的。如果變化是由于潤滑劑存在,則因為直徑相似,清洗后焊絲2和焊絲3之間應(yīng)該產(chǎn)生更接近的結(jié)果。
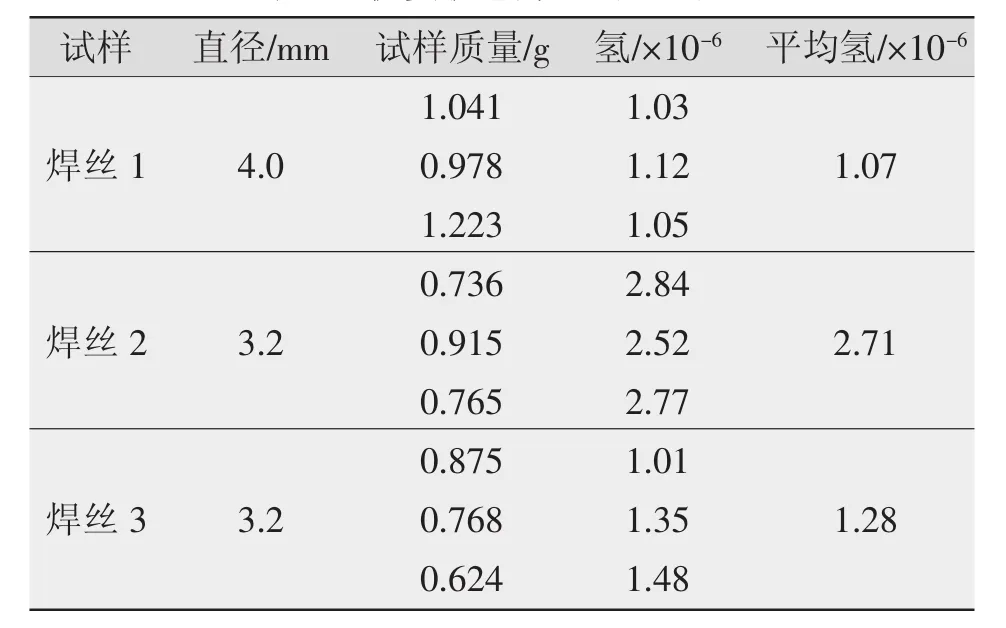
表4 供貨狀態(tài)焊絲的總氫量
但是,從清洗后的結(jié)果(見表5)可以看出,焊絲2的總氫含量依舊最高,達2.00×10-6。如果潤滑劑是使焊絲2的總氫量變高的原因,那么直徑相同的焊絲2和焊絲3的氫含量應(yīng)當接近,但是它們(2.00×10-6與 0.85×10-6)相去甚遠。該數(shù)據(jù)表明,潤滑劑不是造成焊絲之間氫含量巨大差異的原因。潤滑劑去除后,焊絲2與焊絲3的含氫量不一致,有兩種可能的解釋:一是焊絲的生產(chǎn)有差異;二是焊絲中存在的殘余氫不同。
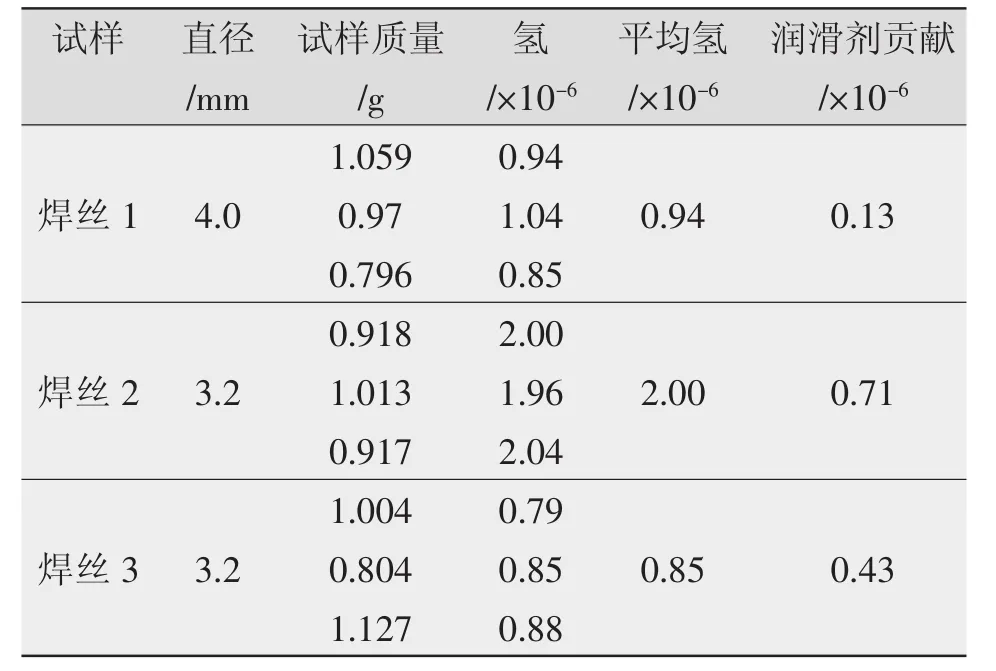
表5 在丙酮中清洗過焊絲的總氫含量
去除鍍層后焊絲的總氫量如表6所示,3種焊絲總氫量接近(分別為 0.46×10-6、0.46×10-6和 0.44×10-6)。埋弧焊生產(chǎn)上使用的鍍銅焊絲的細觀結(jié)構(gòu)主要由橫斷面最內(nèi)部的芯線(去除鍍層后焊絲,以下同)、鍍銅層和表面的潤滑劑組成。表7是焊絲各組成部分氫貢獻的實測結(jié)果。可以看出,3個試樣焊絲表面的潤滑劑和鍍銅層的貢獻各不相同,唯有芯線的貢獻數(shù)據(jù)比較接近,分別為 0.46×10-6、0.46×10-6和0.44×10-6。在焊絲3中,鍍銅層和潤滑劑的貢獻大致與基線(芯線)的貢獻相等,分別為0.43×10-6、0.41×10-6和 0.44×10-6。但對其他焊絲,銅鍍層的貢獻大于潤滑劑的貢獻。潤滑劑和芯線對氫所做貢獻難以說明試樣焊絲之間總氫量差異,焊絲上的鍍銅層似乎才是差異的根源。相同直徑和生產(chǎn)工藝的焊絲2和焊絲3之間鍍銅層對氫的貢獻也存在顯著的差異。試樣焊絲總氫量的變化主要取決于潤滑劑和鍍銅層的貢獻,其中鍍銅層的貢獻更大。焊絲2與焊絲3的差異主要是潤滑劑與鍍銅層貢獻造成的。焊絲2的鍍銅層貢獻高達1.54×10-6,其總氫量為2.71×10-6;焊絲3 的鍍銅層貢獻僅有 0.41×10-6,致使其總氫量為1.28×10-6。當然,焊絲2的潤滑劑貢獻為0.71×10-6,也比焊絲3的高。
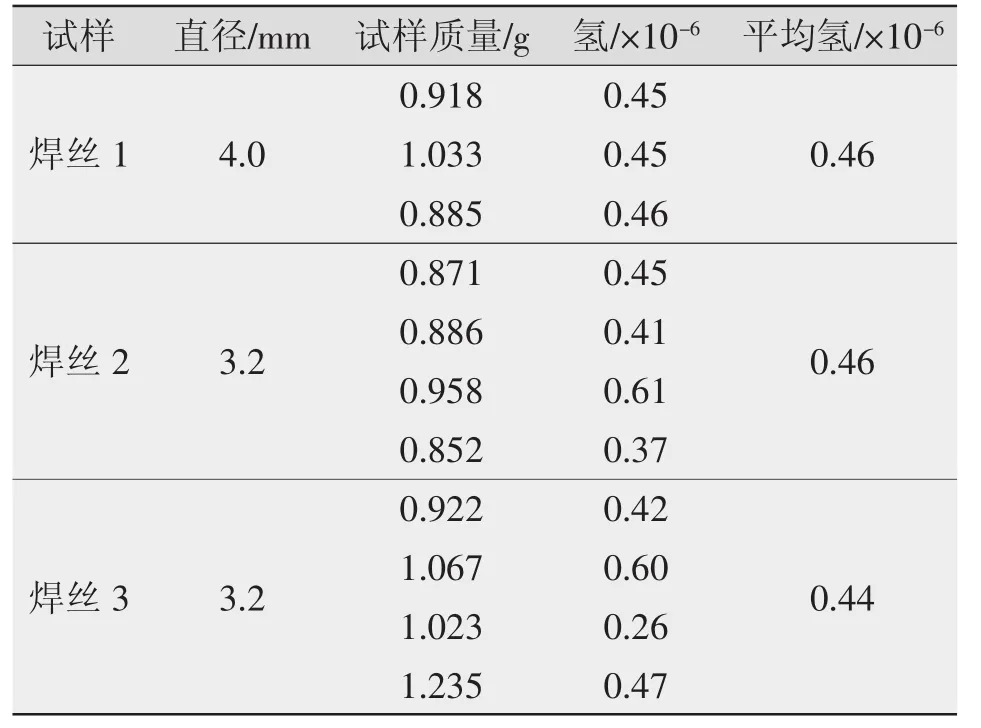
表6 去除鍍層后焊絲的總氫量
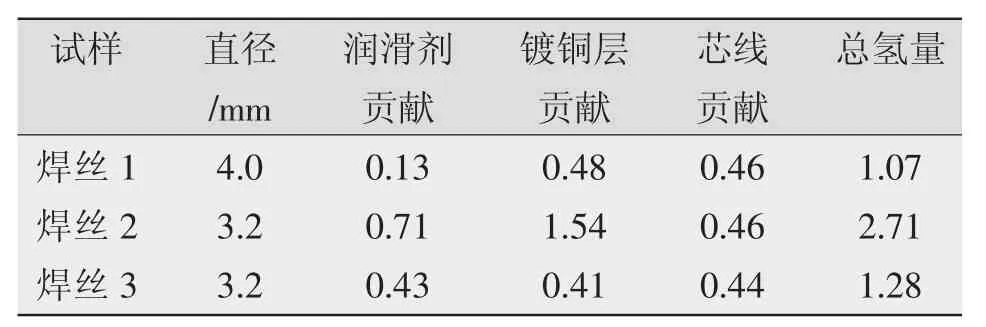
表7 焊絲每部分對氫的貢獻 ×10-6
為了弄清鍍銅層(見圖2)的厚度與含氫量的關(guān)系,測試了3種焊絲鍍銅層的厚度,如表8所示。焊絲2上的鍍層厚度幾乎是焊絲3厚度的兩倍。假設(shè)焊絲鍍層具有恒定的氫含量,則鍍層厚度的差異將導致焊絲2氫含量是焊絲3的兩倍。然而,焊絲1具有最厚的鍍銅層,但其氫含量類似于焊絲3。因此,僅從焊絲鍍銅層厚度很難找到氫含量的變化規(guī)律。
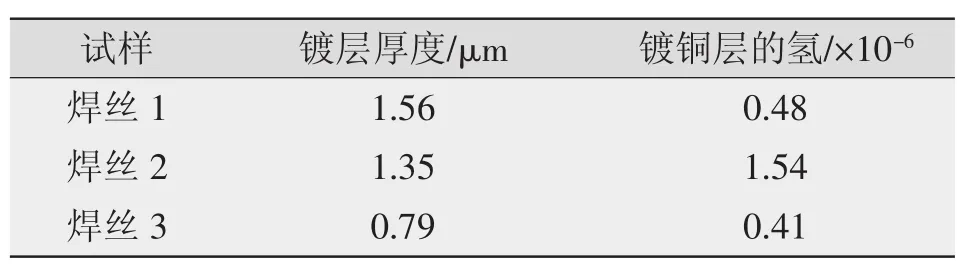
表8 鍍銅層厚度與含氫量的關(guān)系
圖2 焊絲2的鍍銅層
1.1.3 母材中的氫
母材金屬也可能是氫源之一,HY-80母材總氫量測試結(jié)果見表9。發(fā)現(xiàn)母材金屬具有接近1×10-6的總氫含量,低于焊絲。可以假設(shè)它具有約等于焊絲氫含量的貢獻。存在于母材金屬中氫的形式應(yīng)當是殘余氫或被捕獲氫。
二是末級渠系改善,節(jié)水效果明顯。各項目區(qū)共完成末級渠系改造233km多,新建改建涵閘、農(nóng)門、跌水、橋涵、分水口6 300多處,整治塘堰近200口,新建和改造量水設(shè)施583多處。斗農(nóng)渠等末級渠系的灌溉水平均利用系數(shù)由原來的0.55提高到0.77。
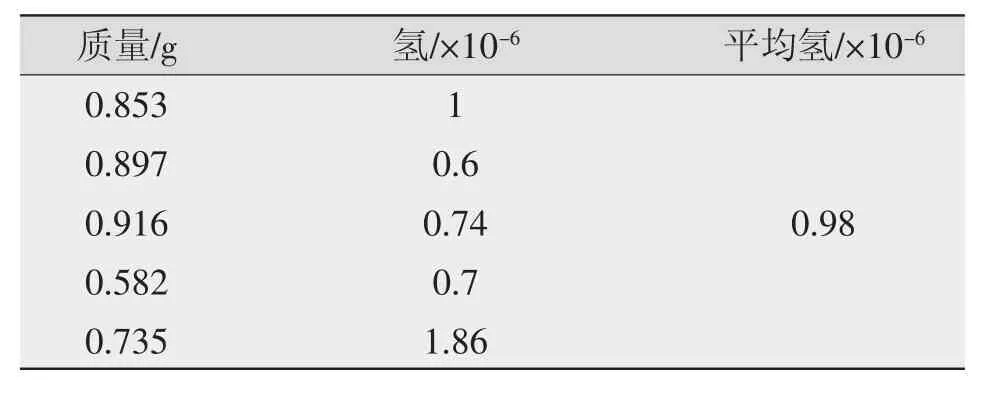
表9 HY-80母材的總氫含量
1.2 電弧中的除氫冶金反應(yīng)
埋弧焊焊劑中添加氟化物除了有利于造渣作用之外,重要的是發(fā)揮其熔滴階段的冶金除氫功能。在埋弧焊電弧中會發(fā)生兩個與焊劑有關(guān)的冶金反應(yīng)。第一個是氟化物的分解反應(yīng)見式(1),焊劑中的CaF2分解成Ca和F2,進一步分解為Ca和2個F原子。

第二個是氟化物在電弧高溫下與焊劑中析出的水分發(fā)生反應(yīng)見式(2),反應(yīng)產(chǎn)物是金屬氧化物(如CaO)和氫氟酸HF。HF與F2一樣,會損害設(shè)備并造成健康危害

2 焊縫顯微組織與焊縫中擴散氫的關(guān)系
2.1 焊縫中氫的擴散方向模型
焊縫中氫的擴散方向模型如圖3所示[4]。圖中TF和TB分別是奧氏體/(鐵素體+珠光體)和奧氏體/馬氏體轉(zhuǎn)變溫度。當焊縫金屬從奧氏體(γ)轉(zhuǎn)變?yōu)殍F素體和珠光體(α+Fe3C)時,由于氫在鐵素體的溶解度低于奧氏體,從前者轉(zhuǎn)變?yōu)楹笳邥r氫逸出。焊縫金屬的含碳量比母材低(因為填充金屬的含碳量一般比母材低)。因此,在熱影響區(qū)從奧氏體轉(zhuǎn)變?yōu)轳R氏體之前,焊縫金屬從奧氏體轉(zhuǎn)變?yōu)殍F素體和珠光體。在焊縫金屬鐵素體中氫的過量堆積可能導致它向熔合區(qū)邊界附近的熱影響區(qū)奧氏體擴散,如圖中的短箭頭所示。氫在鐵素體中的擴散系數(shù)比在奧氏體中的高很多。而氫在鐵素體中較高的擴散系數(shù)更有利于這個擴散過程。相反,氫在奧氏體中較低的擴散系數(shù),在熱影響區(qū)奧氏體轉(zhuǎn)變?yōu)轳R氏體之前,不利于氫從熱影響區(qū)擴散到母材。熱影響區(qū)中氫和馬氏體的聯(lián)合作用促使氫致裂紋的產(chǎn)生。
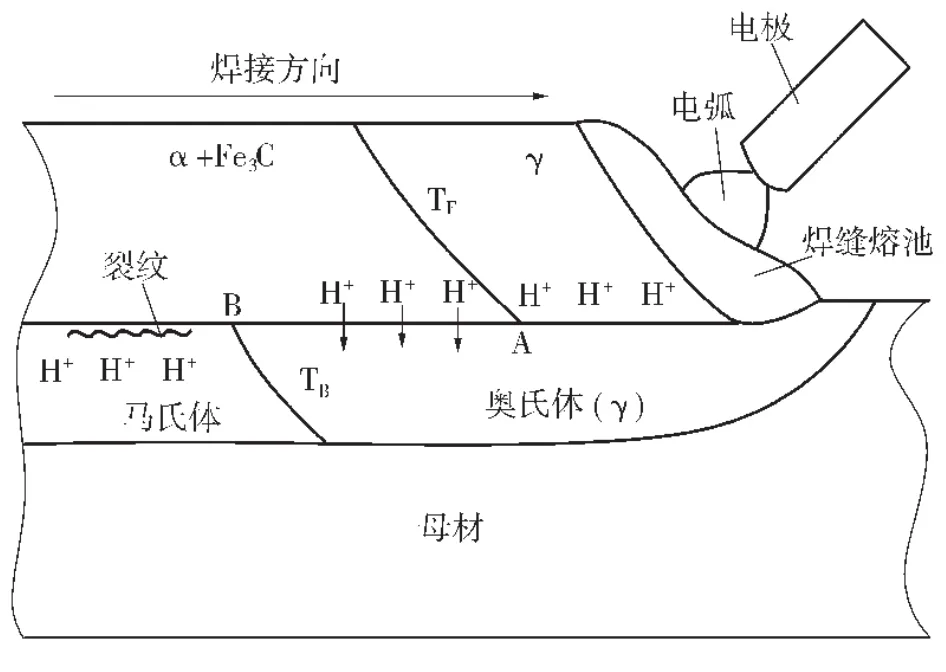
圖3 氫從焊縫向熱影響區(qū)擴散模型
2.2 焊縫中氫的聚集
由圖3可知,低強度匹配焊縫組織時,擴散氫聚集的部位是熱影響區(qū)(HAZ)。這是因為熱影響區(qū)的馬氏體組織捕獲焊縫中的氫并阻止了氫的繼續(xù)擴散。對于高強度匹配焊縫組織,雖然在焊縫相變過程中可能發(fā)生氫從HAZ向焊縫金屬的擴散流動,但高強度匹配時母材的碳當量通常較高,熱影響區(qū)淬硬傾向較大,熱影響區(qū)的馬氏體組織會阻止氫的擴散,使氫在馬氏體組織聚集。對于用奧氏體或奧氏體+鐵素體熔敷的異種鋼焊縫,雖然焊縫為高合金,擴散氫理應(yīng)從熱影響區(qū)流向焊縫區(qū)。但是,在焊縫尤其在熔合區(qū)形成所謂Ⅰ型和Ⅱ型邊界組織,這些晶界是擴散氫擴散的良好通道,致使焊縫中的氫優(yōu)先向熔合區(qū)聚集[1,5]。
2.3 焊縫顯微組織與焊縫中擴散氫的關(guān)系
從3種焊縫匹配類型分析焊縫顯微組織對擴散氫的影響時,主要從兩方面入手:一是看氫在該組織中的擴散能力(擴散系數(shù)),二是看氫的擴散方向。焊縫顯微組織與擴散氫的關(guān)系如表10所示。低強度匹配時,焊縫是鐵素體類組織,氫在鐵素體類組織中的擴散系數(shù)較高,擴散能力強。根據(jù)焊縫中氫的擴散模型[4],氫應(yīng)從焊縫向熱影響區(qū)(HAZ)擴散。在HAZ的馬氏體組織中,擴散氫被聚集,在應(yīng)力條件聯(lián)合作用下,有可能產(chǎn)生氫致裂紋。高強度匹配時,焊縫可能是鐵素體+貝氏體+馬氏體混合組織,氫在含有馬氏體的混合組織中擴散系數(shù)比前者減弱。依據(jù)焊縫中氫的擴散模型推理,此時氫應(yīng)從熱影響區(qū)(HAZ)反向焊縫擴散,但是HAZ存在的馬氏體組織會阻止氫向焊縫中擴散并被聚集,因此在應(yīng)力條件聯(lián)合作用下,仍有可能在熱影響區(qū)(HAZ)產(chǎn)生氫致裂紋。異種金屬匹配時,焊縫是奧氏體或奧氏體+鐵素體雙相組織,氫在奧氏體中的擴散系數(shù)遠低于鐵素體或馬氏體類。此時,焊縫中的氫向熱影響區(qū)(HAZ)方向擴散,而熱影響區(qū)(HAZ)的氫反向焊縫方向擴散,熔合區(qū)焊縫一側(cè)的馬氏體則阻止氫的擴散,氫被聚集在馬氏體組織中,在應(yīng)力條件聯(lián)合作用下,可能在熔合區(qū)焊縫一側(cè)產(chǎn)生氫致裂紋[1]。

表10 焊縫顯微組織與擴散氫的關(guān)系
3 低氫工藝及其對焊縫組織與氫關(guān)系的調(diào)控
3.1 低氫工藝
3.1.1 焊材的烘烤
焊縫的擴散氫試樣是采用ER100-S1焊絲和EM12K焊劑在A36鋼板上堆焊所得(電流550 A、電壓27 V)。為了確定焊劑中水分與擴散氫之間的關(guān)系,采用真空脫氣法對烘烤前和300℃下被烘烤2 h的參考焊劑進行對比測試,結(jié)果如圖4所示[3]。可以看出,最低水分含量(0.009%)的焊劑是烘烤過的,剩余的2種焊劑是供貨狀態(tài)(未烘烤過,焊劑的含水量為0.030%)。曲線趨勢表明,焊劑中的水分含量與擴散氫含量之間有很大的相關(guān)性。
焊絲2在空氣中烘烤結(jié)果如圖5所示。可以看出,與供貨狀態(tài)焊絲比較,只有一種熱處理規(guī)范降低了焊絲的氫含量,即200℃下烘烤1 h。在650℃烘烤1 h規(guī)范下,不僅沒有降低焊絲的氫含量,反而提高了焊絲的氫含量。這是因為焊絲表面發(fā)生了嚴重的氧化,氧化產(chǎn)物將再次捕獲最初損失的氫。在450℃烘烤的焊絲也被氧化,但是氧化程度不如650℃烘烤那么嚴重,而且1 h烘烤的氫含量低于2 h烘烤。用200℃×1 h烘烤焊絲時,焊絲表面沒有可見的氧化物,但經(jīng)歷了一個顏色變化,即從反射銅顏色變成了暗紅銅顏色。由于不發(fā)生氧化,重新吸收氫的可能性也極小,焊絲的氫含量降得最多。氫含量的降低是由于焊絲溫度高到足以驅(qū)動氫離開鍍層,但低到足以避免開始奪回水分的不必要反應(yīng)發(fā)生[3]。
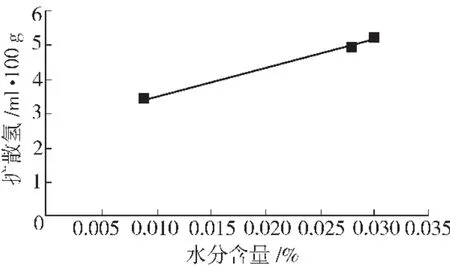
圖4 具有不同水分含量的EM12K焊劑的擴散氫含量
為了證明氧化是氫含量升高的原因并確定氫吸收的機理,進行了真空爐中烘烤的熱處理。與以前測試結(jié)果比較的真空爐烘烤后的總氫量結(jié)果如表11所示。這些結(jié)果中最顯著的一點是650℃×1 h(真空)處理的氫含量(0.23×10-6)降得低于該基線(芯線)的氫含量(0.46×10-6)。而氫含量降得低于芯線意味著氫被趕出鍍層和被捕獲的氫被釋放,并從芯線被去除。在真空爐中烘烤焊絲沒有可見的氧化和氫的大幅度降低,因此可以認為氧化在烘烤期間對焊絲氫含量起著很重要的作用。增加的氫含量主要是從大氣中吸收水分的氧化銅(Cu2+的氧化物)所造成[3]。
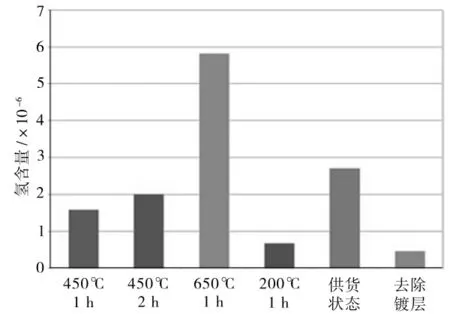
圖5 焊絲2在大氣中烘烤后的總氫量
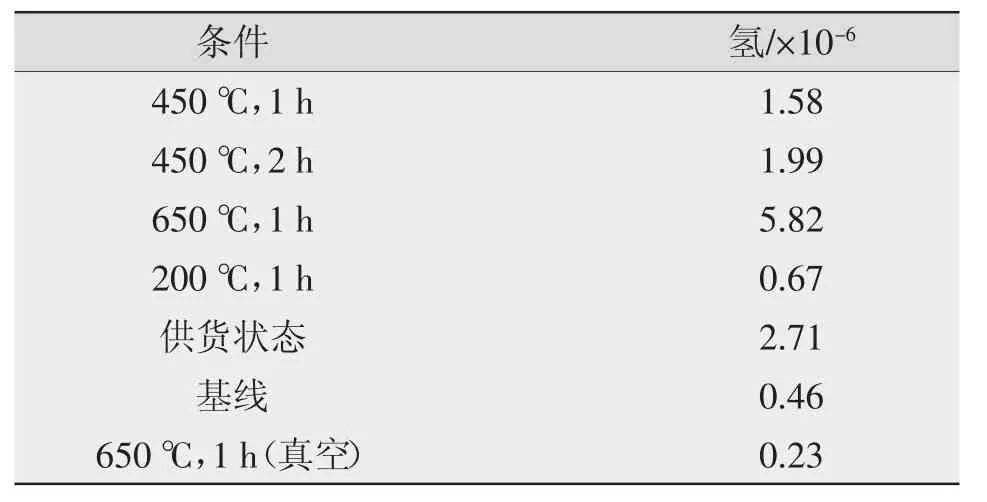
表11 焊絲2在真空爐內(nèi)烘烤后的總氫量與以前測試結(jié)果的比較
3.1.2 電弧中冶金去氫
為了利用氟與電弧中氫的反應(yīng)減少擴散氫,選用 4 種氟化物 K2TiF6、K2SiF6、SrF2和 LIF,每種以1%的添加量加入到小批量生產(chǎn)的EM12K焊劑中,在不引起焊劑行為大變化情況下降低擴散氫。另外,用相同小批量方法生產(chǎn)了一批作為控制用的不含氟化物的EM12K焊劑。根據(jù)AWS A4.3要求,采用300℃下烘烤2 h后的焊劑進行試驗,并與來自CSM的供貨狀態(tài)焊劑擴散氫結(jié)果進行比較,如表12所示。可以看出,烘烤后焊劑的擴散氫含量低于供貨狀態(tài)焊劑的。烘烤降低了擴散氫,是因為烘烤消除了運輸和儲存期間吸收的多余水分。含有K2TiF6焊劑的擴散氫3.8 ml/100 g性能更好,而含有K2SiF6焊劑的擴散氫5.6ml/100g性能最差。含有SrF2焊劑的擴散氫3.4 ml/100 g,為所選氟化物中性能最佳的。然而,沒有一種氟化物能夠?qū)U散氫含量降得低于對照物焊劑的。以1%添加量加到EM12K焊劑時,有3種氟化物能將焊縫的擴散氫含量降得低于4 ml/100 g,它們是 SrF2、K2TiF6和 LiF[3]。

表12 烘烤過焊劑和供貨狀態(tài)焊劑擴散氫結(jié)果的比較ml/100g
3.1.3 控制焊縫冷卻速度
3.1.3.1 預(yù)熱焊件
所謂預(yù)熱是焊前對焊件整體或焊接區(qū)域局部進行加熱的工藝方法。對于強度級別較高、有淬硬傾向的鋼材、導熱性能特別良好的材料、厚度較大的(或拘束度較大的)焊件,以及焊接區(qū)域周圍環(huán)境溫度太低時,焊前往往需要對焊件進行預(yù)熱。預(yù)熱的主要目的是降低焊接接頭的冷卻速度,改善焊接性能。焊前預(yù)熱的主要作用如下:①預(yù)熱可降低焊接接頭的冷卻速度,有利于焊縫金屬中擴散氫逸出,可避免氫致裂紋。②預(yù)熱可延長接頭800~500℃溫度區(qū)間的冷卻時間t8/5,有利于減少或避免焊接HAZ馬氏體相變,控制了HAZ的硬度,提高了接頭的抗裂性。③預(yù)熱可適當?shù)亟档秃附討?yīng)力,減小焊接結(jié)構(gòu)的拘束度,有利于接頭使用性能。預(yù)熱溫度的確定或選擇與母材的化學成分、接頭形式和拘束度、填充材料特性(包括含氫量)、焊接工藝方法、焊件和周圍環(huán)境溫度等因素相關(guān)。焊件預(yù)熱溫度的確定一般有兩種方法:一種是采用經(jīng)驗得到的鋼種及其焊接工藝表,包括預(yù)熱溫度和層間溫度;另一種是通過碳當量將鋼的淬透性與冷裂紋傾向聯(lián)系起來,利用“碳當量與防止冷裂紋預(yù)熱溫度關(guān)系圖”查得。
3.1.3.2 對焊件進行“后熱”處理、緊急后熱或焊后緩冷處理
所謂后熱是指焊后在接頭未冷至室溫前(>100℃),立即將焊件加熱到一定溫度(一般為200~350℃),并保持一定時間后(0.5~6 h,視焊件厚度而定)緩冷至室溫的工藝方法。后熱的主要作用是提高冷卻時間,促使焊縫中的擴散氫盡快逸出,降低焊縫和HAZ的氫含量,也能適當降低殘余應(yīng)力水平,對防止冷裂紋產(chǎn)生效果明顯。后熱又稱“焊后消氫處理”,對于焊后不能及時進行消除應(yīng)力熱處理的焊件,應(yīng)立即先進行焊后消氫處理,以防止裂紋產(chǎn)生。
所謂緊急后熱,是與通常所說的“后熱”工藝緊密聯(lián)系又有區(qū)別的一種工藝。該工藝的規(guī)范與前述的后熱工藝無異,其操作要點是焊接工作一旦完成,焊件必須“立即”被處理,而不能有片刻停頓而被空冷。目的是強化該后熱工藝在時間銜接結(jié)點上的緊迫感和嚴重性。否則,一旦錯過這個時間銜接點,由于接頭處冷卻速度過快,氫的擴散受限,在馬氏體組織處聚集,可能立即導致某處冷裂紋產(chǎn)生,盡管稍后仍繼續(xù)實施后熱工藝,然而為時已晚,無法消除已有冷裂紋。“后熱”必須搶在裂紋生成之前,此為“緊急”的意義所在。
焊后緩冷是相對于焊后空冷的一種工藝方法。通常將焊件放入具有一定爐溫(200~300℃)的爐內(nèi)緩冷,或者采用保溫材料對完成焊接的焊件立即進行保溫緩冷。因為焊件焊后的溫度大都高于350℃,此時立即進行保溫緩冷,有利于焊縫擴散氫逸出,降低接頭氫含量,所以它的作用類似于后熱,也是延長接頭的冷卻時間t100。該方法不僅防止冷裂效果好,而且施工現(xiàn)場操作方便、成本較低。
3.1.3.3 強規(guī)范、大熱輸入工藝
對于埋弧焊件而言,通常焊件尺寸較大,采用預(yù)熱、后熱等輔助工藝相當困難。局部處理可以考慮,整體處理不太現(xiàn)實。然而工藝上可以采用強規(guī)范、大熱輸入法,其目的在于減緩焊縫的冷卻速度,延長接頭的冷卻時間t100,有利于擴散氫逸出,降低接頭氫含量。也可采用多層多道焊工藝,以改善接頭的顯微組織,但要結(jié)合緩冷工藝,延長接頭的冷卻時間t100,使擴散氫充分逸出,否則焊縫深處易產(chǎn)生氫致裂紋。
實測的多道焊縫中的擴散氫如圖6所示。可以看出,雖然隨著焊道的增加,測量氫的體積數(shù)上升,但在多道接頭的第一焊道中,測量焊縫金屬的擴散氫是最集中的。在這種情況下,氫致裂紋可能位于焊接接頭深處[6]。
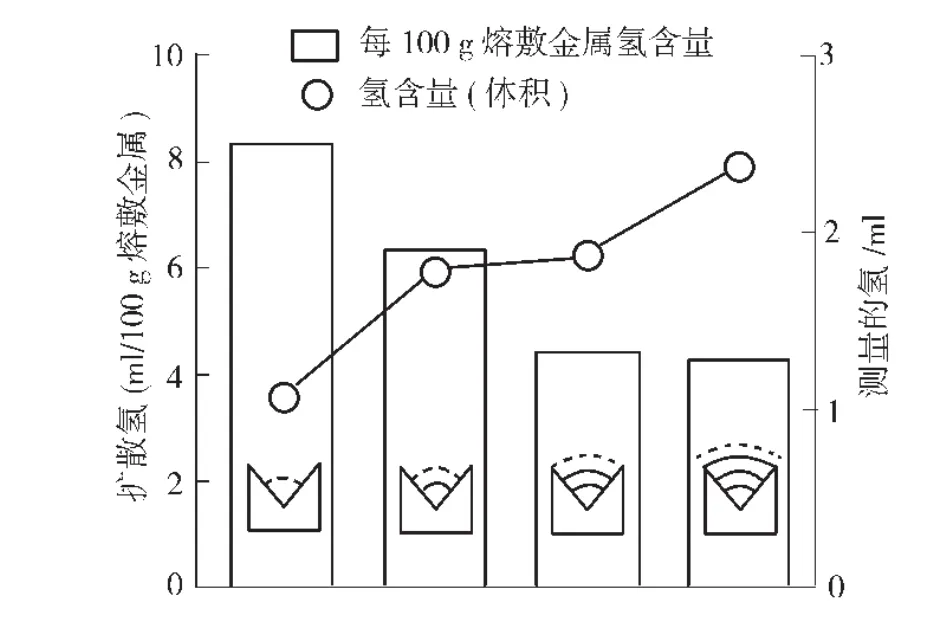
圖6 多道焊縫中的擴散氫
3.2 低氫工藝對焊縫組織與氫關(guān)系的調(diào)控
雖然已知埋弧焊焊縫組織與擴散氫存在一定的關(guān)系,然而通過一些低氫化工藝措施仍有可能防止氫致裂紋的發(fā)生,如圖7所示。
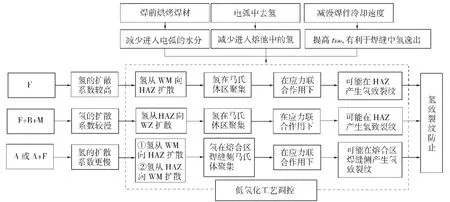
圖7 低氫工藝調(diào)控焊縫組織與擴散氫關(guān)系原理框圖
低氫化工藝是一種要使焊縫中殘留的氫很少,不足以引發(fā)氫致裂紋的綜合工藝措施。可以是某一種單一工藝,亦可以幾種工藝聯(lián)合運用。提出的低氫工藝“合于使用”原則,強調(diào)主體低氫工藝方法的多樣性,以及匹配輔助工藝的人性化和可操作性[7]。低氫化工藝的要點是:①對焊接材料進行焊前烘烤,從源頭上控制水分大量進入焊縫。②通過焊劑中加入氟化物,在電弧區(qū)生成HF氣體,實現(xiàn)電弧區(qū)冶金去除氫。③通過預(yù)熱、緩冷、后熱以及強規(guī)范、大熱輸入等工藝,減慢焊件的冷卻速度,使其已經(jīng)進入焊縫的氫能及時逸出,在誘發(fā)冷裂紋前被排出。誠然,這里所討論的“對焊縫組織與氫關(guān)系的調(diào)控”,是指焊縫成分和力學性能已被選定的情況而言的。
4 結(jié)論
(1)埋弧焊中氫的來源主要是焊劑、焊絲和母材;試驗用EM12K焊劑的平均含水量為0.76%,硅酸鹽粘合劑中的水分是焊縫擴散氫的主要來源。
(2)試驗用ER100-S1鍍銅焊絲中鍍銅層是焊絲最大的氫源,其次是表面的潤滑劑,母材金屬的總氫量接近1×10-6,也是可能的氫源之一。埋弧焊電弧中會發(fā)生兩個與焊劑中氟化物有關(guān)的冶金反應(yīng)。
(3)根據(jù)焊縫中氫的擴散方向模型,建立了焊縫組織與擴散氫的關(guān)系,其要點是氫在焊縫中的擴散方向和聚集部位,從而影響氫致裂紋的發(fā)生。
(4)低氫化工藝是一種要使焊縫中殘留的氫很少,不足以引發(fā)氫致裂紋的綜合工藝措施。提出的低氫工藝“合于使用”原則,強調(diào)主體低氫工藝方法的多樣性,以及匹配輔助工藝的人性化和可操作性。
[1]孫咸.異種鋼焊縫中的熔合區(qū)裂紋[J].焊接,1989(9):11-15.
[2]Kumar P G,Yu-ichi K.Diffusible Hydrogen in Steel Weldments—A Status Review[J].Transactions of JWRI,2013,42(1):39-62.
[3]Klimowicz Steven.Hydrogen mitigation in submerged arc welding[D].Department of Metallurigcal and Materials Engineering,Colorado School of Mines,USA,2014.
[4]Granjon H.In Cracking and Fracture in welds[R].Welding Society,Tokyo,1972,p.IB1.1.
[5]孫咸.異種鋼焊縫中的Ⅱ型邊界組織及其影響[J].電焊機,2017,47(6):1-6.
[6]Schaeffer B,Melfi T.Minimizing Risk in Offshore Submerged Arc Welding[J].Welding Journal,2013,92(3):40-43.
[7]孫咸.異種鋼焊縫中熔合區(qū)裂紋與低氫工藝的關(guān)系[J].機械制造文摘-焊接分冊,2015(3):17-23.
Relationships between microstructure and diffusible hydrogen in submerged arc weld
SUN Xian
(Institute of Welding Consumables,Taiyuan University of Technology,Taiyuan 030024,China)
The relationships between the microstructure and the diffusible hydrogen in submerged arc weld were reviewed.The results show that the moisture in the silicate binder is the main source of EM12K flux diffusible hydrogen.Copper coating and surface lubricants are two main hydrogen sources in ER100-S1 wire.There will be two metallurgical reactions associated with fluoride in the arc of the submerged arc welding.The relationships between the microstructure and the diffusible hydrogen of the weld are established,their main points are the diffusion direction and aggregation site of hydrogen in the weld,affecting the occurrence of a hydrogen cracking.The socalled low hydrogenation process is a comprehensive process to make the residual hydrogen in the weld little,which is not enough to induce hydrogen cracking.The principle of"fitness for purpose"of low hydrogen process is put forward in this paper.
weld microstructure;submerged arc welding;diffusible hydrogen;low hydrogen process
TG445,TG113.1,TG401
A
1001-2303(2017)11-0001-08
10.7512/j.issn.1001-2303.2017.11.01
本文參考文獻引用格式:孫咸.埋弧焊焊縫組織與擴散氫的關(guān)系[J].電焊機,2017,47(11):1-8.
2017-07-12
孫 咸(1941—),男,教授,國務(wù)院政府特殊津貼專家,主要從事焊接材料及金屬焊接性方面的研究和教學工作。E-mail:sunxian99@163.com。
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
