動(dòng)態(tài)加工在數(shù)控銑床實(shí)訓(xùn)中的應(yīng)用
2017-12-28 20:10:46單文舉
考試周刊 2017年44期
單文舉
摘要:本文介紹了動(dòng)態(tài)加工在數(shù)控銑床實(shí)訓(xùn)中的應(yīng)用。動(dòng)態(tài)加工是Mastercam軟件的最新數(shù)控編程技術(shù)。動(dòng)態(tài)加工是一種先進(jìn)的加工理念,區(qū)別于傳統(tǒng)加工理念,所生成的數(shù)控加工刀路更平順,效率更高,加工過程更穩(wěn)定。因此在數(shù)控專業(yè)的數(shù)控銑床實(shí)訓(xùn)過程中引入動(dòng)態(tài)加工,并通過常規(guī)加工與動(dòng)態(tài)加工實(shí)際加工過程的對(duì)比,使學(xué)生更直觀地掌握先進(jìn)的加工理念。
關(guān)鍵詞:動(dòng)態(tài)加工;Mastercam;數(shù)控編程
一、 動(dòng)態(tài)加工簡(jiǎn)介
制造業(yè)從“制造”到“智造”的發(fā)展過程中,數(shù)控技術(shù)是非常重要的一門技術(shù)。同時(shí),數(shù)控銑床操作工還是珠海市緊缺工種之一,在珠海乃至整個(gè)廣東省的需求非常大。傳統(tǒng)的金工實(shí)習(xí)在數(shù)控銑床實(shí)訓(xùn)部分的理論教學(xué)內(nèi)容過于陳舊,理論與實(shí)踐教學(xué)環(huán)節(jié)嚴(yán)重脫節(jié),沒有把最新的CAM技術(shù)結(jié)合到相應(yīng)的工程實(shí)訓(xùn)項(xiàng)目中。
金屬切削過程除了是幾何過程外,更是物理過程。高性能加工不但要保證工件的幾何尺寸和公差精度,更要維持加工過程的平穩(wěn),最大限度的提高加工效率。
Mastercam是一款常用的CAD/CAM一體化軟件,在全球同類軟件中裝機(jī)量連續(xù)多年排名第一。動(dòng)態(tài)加工(Dynamic Motion)是Mastercam軟件的最新數(shù)控編程技術(shù),其有別于傳統(tǒng)加工,是一種突破性的先進(jìn)加工理念。
在傳統(tǒng)編程刀路中,刀具負(fù)載不穩(wěn)定且不可控,同時(shí)刀路在內(nèi)圓拐角處會(huì)有突然換向從而導(dǎo)致機(jī)床的震動(dòng)的情況。所以在選取編程參數(shù)時(shí)都趨于保守,導(dǎo)致加工效率低下。
動(dòng)態(tài)加工的刀路生成不只是考慮幾何因素,更是根據(jù)先進(jìn)的算法來分析刀具切入工件及工件材料移除的過程,可以根據(jù)加工過程中刀具的運(yùn)動(dòng)變化進(jìn)行切削調(diào)整,使整個(gè)切削過程中材料的去除率基本保持恒定。與傳統(tǒng)編程刀路相比,動(dòng)態(tài)加工刀路光順平滑,刀具負(fù)載穩(wěn)定且可控,在加工過程中可以在Z軸方向上無需分層,從而縮短加工工件的時(shí)間。同時(shí)在加工過程中可以使用刀具的全部切削刃進(jìn)行切削,增加刀具壽命。動(dòng)態(tài)刀路在加工過程中還可以保證切屑的穩(wěn)定均勻排除,使切屑帶走大部分切削熱,降低切削區(qū)域溫度,使切削過程更順利。
動(dòng)態(tài)加工不僅能應(yīng)用在高速加工機(jī)床上,在幾乎所有數(shù)控機(jī)床上都能體驗(yàn)到動(dòng)態(tài)刀路帶來的高效率及高穩(wěn)定性。
二、 動(dòng)態(tài)加工實(shí)例
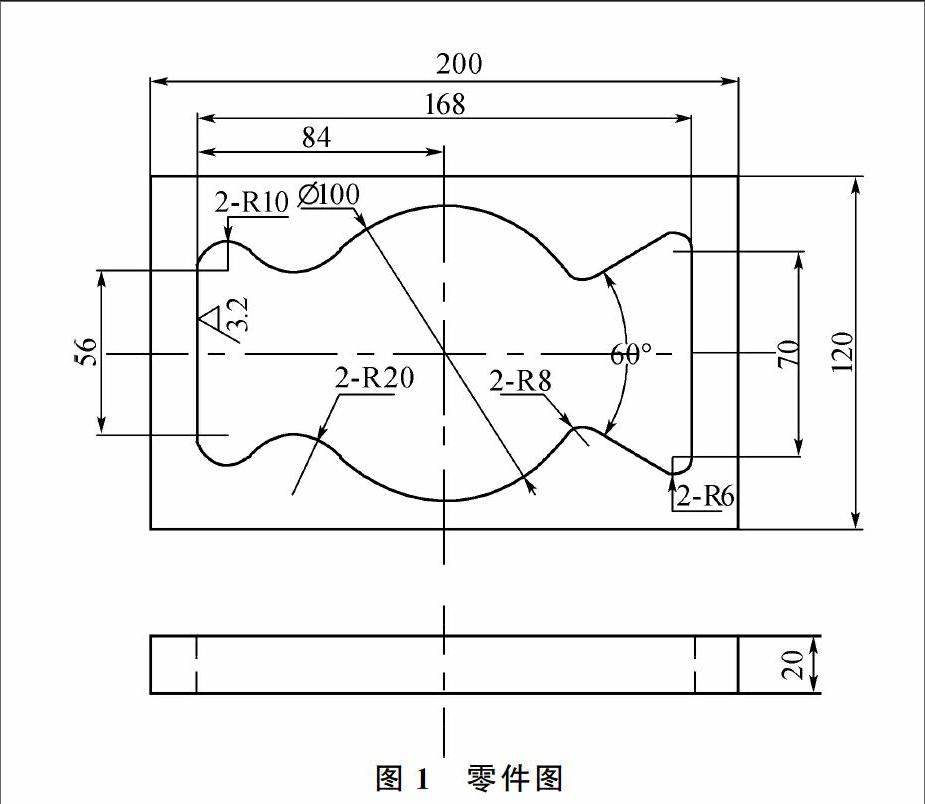
下面利用Mastercam 2017軟件對(duì)下圖的工件進(jìn)行編程操作,從而對(duì)比動(dòng)態(tài)加工與常規(guī)加工。零件圖如圖1所示:
該工件材料為45鋼,屬于中碳鋼,其加工部分主要是內(nèi)側(cè)的挖槽加工,表面粗糙度要求不高,公差等級(jí)要求也不高,但是槽的深度有20 mm,材料去除量比較大。如果使用常規(guī)加工在Z軸方向上需要分層進(jìn)行銑削。開粗后由于最小拐角尺寸只有R6 mm,還需進(jìn)行二次開粗,最后進(jìn)行側(cè)邊精加工。無論從編程復(fù)雜程度還是加工效率角度,動(dòng)態(tài)加工都比常規(guī)加工具有優(yōu)勢(shì)。常規(guī)加工的參數(shù)設(shè)置這里不再贅述,只介紹一下動(dòng)態(tài)加工的參數(shù)設(shè)置過程。
1. 工件毛坯設(shè)置
按照?qǐng)D紙尺寸把圖形實(shí)體繪制完成后,確保工件的上方中心處在系統(tǒng)的原點(diǎn)位置。之后進(jìn)入加工模塊,選擇機(jī)床—銑床—默認(rèn),在機(jī)床屬性群組設(shè)置毛坯大小,選擇所有圖形選項(xiàng),確保毛坯大小為200*120*20,并且原點(diǎn)在上表面中心位置。
2. 刀具設(shè)置
此零件加工需經(jīng)過粗加工和精加工操作,在開粗時(shí)可使用直徑稍大些的刀具提高加工速度。在此選用直徑16 mm下圓角半徑為1 mm的4刃圓鼻刀。在精加工時(shí)為了保證能完成R6 mm圓角的加工,需選用直徑小于12 mm的平底刀,為了使刀路平順,在拐角處不會(huì)發(fā)生由于突然換向?qū)е碌臋C(jī)床震動(dòng),在此選用直徑為8 mm的4刃平底刀。
同時(shí)需設(shè)置刀具參數(shù),查閱數(shù)控加工手冊(cè),中碳鋼使用硬質(zhì)合金銑刀進(jìn)行加工時(shí)的銑削速度范圍為54-115 m/min,進(jìn)給量范圍為0.05-0.2 mm/z。進(jìn)給量在粗加工時(shí)可選取較大值,精加工時(shí)為了保證加工質(zhì)量按較小值選取。經(jīng)過計(jì)算并考慮安全性將參數(shù)圓調(diào)整為:16 mm的圓鼻刀的轉(zhuǎn)速設(shè)置為2000 r/min,進(jìn)給速度設(shè)置為1000 mm/min,下刀速度設(shè)置為200 mm/min;8 mm平底刀轉(zhuǎn)速設(shè)置為3000 r/min,進(jìn)給速度設(shè)置為600 mm/min,下刀速率設(shè)置為200 mm/min。
3. 粗加工參數(shù)設(shè)置
選擇動(dòng)態(tài)銑削命令,選取零件下端內(nèi)側(cè)串聯(lián)圖形,由于該零件屬于封閉區(qū)域,所以加工區(qū)域策略選項(xiàng)選取封閉選項(xiàng)。選取16 mm圓鼻刀作為加工所用刀具。進(jìn)入動(dòng)態(tài)加工切削參數(shù)設(shè)置。
其中動(dòng)態(tài)銑削參數(shù)設(shè)置的關(guān)鍵就是步進(jìn)量的合理選擇與最小刀具半徑的設(shè)置。步進(jìn)量的大小決定了加工效率的高低,但是步進(jìn)量的值過大會(huì)導(dǎo)致切削抗力增加,在加工過程中可能會(huì)導(dǎo)致切削刃斷裂的情況發(fā)生。在普通鋼材銑削時(shí)可按照步進(jìn)量<刀具直徑/切削深度進(jìn)行設(shè)置,一般應(yīng)小于刀具直徑的10%。此加工中設(shè)置為5%最小刀路半徑的大小決定了刀路的光順程度。半徑越大,刀路越光順,加工過程越平穩(wěn)。但過大的最小刀路半徑可能會(huì)導(dǎo)致在拐角處加工余量增大,此加工中設(shè)置為20%。同時(shí)設(shè)置預(yù)留量,其中底面預(yù)留量設(shè)置為0,壁邊預(yù)留量設(shè)置為0.3。
隨后進(jìn)入Z分層切削選項(xiàng)卡進(jìn)行設(shè)置,由于動(dòng)態(tài)刀路光順平滑,切削深度可以達(dá)到刀具直徑的2倍以上,所以此次加工無需分層。緊接著在進(jìn)刀方式選項(xiàng)卡中設(shè)置下刀參數(shù),將螺旋下刀的半徑值設(shè)置為刀具直徑的50%,即8 mm。進(jìn)刀角度設(shè)置為2度。由于這一步為粗加工,可以將公差值設(shè)置得稍大一點(diǎn)以提高運(yùn)算速度。在公差選項(xiàng)卡中將公差設(shè)置為0.1,開啟線/圓弧過濾選項(xiàng),設(shè)置完成后生成刀路。查詢粗加工理論加工時(shí)間約為21分鐘。
4. 側(cè)壁精加工設(shè)置
在常規(guī)加工中,由于粗加工刀具直徑較大,導(dǎo)致在拐角處的余量值明顯大于參數(shù)設(shè)置的預(yù)留量,往往要在精加工之前增加一步二次開粗的殘料加工操作。動(dòng)態(tài)加工可以通過參數(shù)的設(shè)置在一步操作中完成常規(guī)加工中殘料加工和精加工的內(nèi)容。選取動(dòng)態(tài)銑削命令,在刀路類型里選取動(dòng)態(tài)外形選項(xiàng),刀具選取8 mm平底刀。在切削參數(shù)中將切削步進(jìn)量設(shè)置為5%,最小圓角半徑設(shè)置為20%。壁邊預(yù)留量和底邊預(yù)留量都設(shè)置為0。在動(dòng)態(tài)外形刀路中的關(guān)鍵參數(shù)就是外形毛坯參數(shù)的設(shè)置。在此操作中我們分別設(shè)置刀具半徑形成的預(yù)留量為8,最小刀路半徑形成的預(yù)留量為3.2,毛坯厚度設(shè)置為0.3。為提高表面質(zhì)量勾選精修操作,精修一次,間距設(shè)置為0.3,最后將公差設(shè)置為0.01。設(shè)置完成后生成精加工刀路,查詢精加工的理論加工時(shí)間約為5分鐘。
綜上所述,加工此工件,利用動(dòng)態(tài)加工進(jìn)行編程只需要兩步操作就可以完成,理論總加工時(shí)間約為26分鐘。而在常規(guī)加工中至少需要三步操作才能完成。另外為了保證加工過程的穩(wěn)定性必須要分層進(jìn)行切削,其加工時(shí)間在進(jìn)給速度與動(dòng)態(tài)加工設(shè)置為相同值時(shí),理論加工時(shí)間約為50分鐘,動(dòng)態(tài)加工大幅縮短了加工時(shí)間。所以動(dòng)態(tài)加工是一種高效安全的加工方式,適合引入到工科機(jī)械專業(yè)學(xué)生的數(shù)控銑床實(shí)訓(xùn)教學(xué)當(dāng)中。
參考文獻(xiàn):
[1]郭強(qiáng).復(fù)雜曲面高性能側(cè)銑加工技術(shù)與方法研究[D].大連理工大學(xué),2013.
[2]Mastercam 2017幫助文件[EB/OL].
[3]張定華.數(shù)控加工手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2013.
[4]王沿斌.一種基于Master CAM編程的側(cè)刃銑削方法[J].模具制造,2015,(07):74-76.endprint