前、后張力差對鉭箔材軋制過程穩定性的影響
2017-12-28 09:11:00張國霞展宏勛薛少博
裝備制造技術 2017年10期
張國霞,舒 瀅,展宏勛,薛少博,張 潔
(西北有色金屬研究院,陜西 西安 710016)
前、后張力差對鉭箔材軋制過程穩定性的影響
張國霞,舒 瀅,展宏勛,薛少博,張 潔
(西北有色金屬研究院,陜西 西安 710016)
跑偏和斷帶是鉭箔材軋制過程中最常出現的問題。前、后張力給定不當是引起跑偏和斷帶的一個很重要原因,尤其是對于厚度小于0.05 mm的超薄箔材軋制受前、后張力差的影響更加明顯。采用森吉米爾二十輥軋機將厚度為0.2 mm的Ta1箔材分兩個軋程軋至厚度0.01 mm,研究此軋制過程中前、后張力差對軋制過程中跑偏和斷帶的影響,結果指出,在鉭箔材軋制過程中,前、后張力差對軋制過程穩定性是有很大影響的,且其影響程度隨著箔材的變薄而越加強烈。
鉭箔材;軋制過程;張力差;跑偏;斷帶
所謂張力,是加在軋件上的前、后拉力。當力的作用方向與軋制方向相同時,稱為前張力;而作用方向與軋制方向相反時,稱為后張力[1]。
在帶箔材軋制過程中,張力的施加是控制厚度、調整板形、保證軋制過程順利進行的重要手段,帶張力軋制也是帶箔材軋制必不可少的內容[2]。前、后張力的施加都能夠降低單位軋制力,并可通過它在一定程度上控制帶材在軋制過程中的厚度變化,但后張力的施加對軋制力的影響幅度要大于前張力[3],并能使軋制過程穩定;而前張力主要作用是獲得滿意的板形,且有助于軋制過程的正常進行,可防止“打滑”[4]。所以,在軋制過程中經常需要根據軋制狀況調整前、后張力差,以達到控制板形和縱向厚差的目的。
在鉭箔材軋制過程中,跑偏和斷帶是最常出現的問題。經大量試驗發現,前、后張力給定不當是引起跑偏和斷帶的一個很重要原因,尤其是對于厚度小于0.05 mm的超薄箔材軋制受前、后張力差的影響更加明顯。
為此,本文通過試驗研究鉭箔材從0.2 mm軋至0.02 mm過程中前、后張力差對軋制過程穩定性的影響,以保證在利用前、后張力差控制板形和厚差的同時不影響軋制過程穩定性,順利軋制出目標尺寸和板形的產品,提高產品質量和成品率。
1 試驗方法
試驗設備:采用森吉米爾二十輥可逆冷軋機進行試驗,軋機輥系結構如圖1所示。
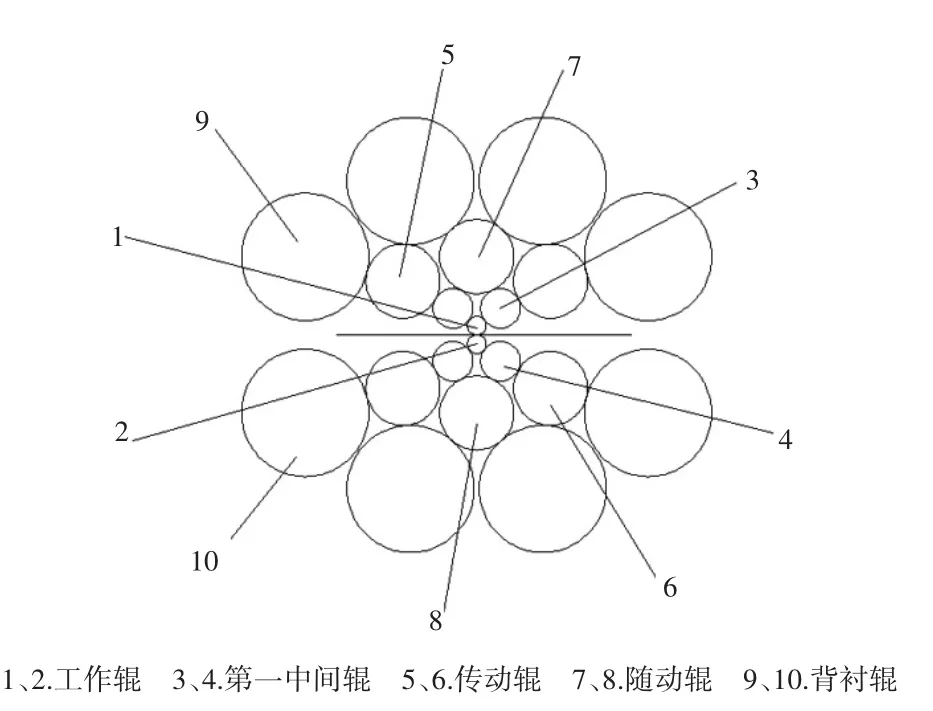
圖1 軋機輥系結構圖
試驗坯料:采用退火態的純Ta1帶材,坯料規格為0.2 mm×100 mm×L,坯料的化學成分及其它要求按標準GB/T3630-2006執行。
試驗工藝路線:坯料檢驗→一次軋制(δ0.2 mm→δ0.05 mm)→清洗→真空退火→裁邊→二次軋制(δ0.05 mm→δ0.01 mm)
試驗過程:將滿足坯料要求的同一批次Ta1鉭帶材按照設定的軋制工藝分兩次軋制進行試驗研究。軋制過程中,保持軋輥凸度、軋制速度、潤滑狀況等軋制條件不變,研究前張力超出正常值(5%~15%)或后張力超出正常值(10%~20%)對軋制過程穩定性的影響,進而為箔材軋制過程中張力差的控制提供依據。
試驗分以下四種情況進行研究:
(1)后張力為正常值,前張力大于正常值;
(2)后張力為正常值,前張力小于正常值;
(3)前張力為正常值,后張力大于正常值;
(4)前張力為正常值,后張力小于正常值。
2 試驗結果與討論
為了保證試驗結果的準確性,每種試驗情況不少于3條帶,每條帶的長度2 m~3 m.
一次軋制將鉭箔材從厚度0.2 mm軋至0.05 mm,道次壓下率控制在8%~15%范圍內,試驗結果見表 1~表8.

表1 后張力為正常值,前張力大于正常值5%~10%試驗結果

表2 后張力為正常值,前張力大于正常值10%~15%試驗結果

表3 后張力為正常值,前張力小于正常值5%~10%試驗結果

表4 后張力為正常值,前張力小于正常值10%~15%試驗結果

表5 前張力為正常值,后張力大于正常值10%~15%試驗結果

表6 前張力為正常值,后張力大于正常值15%~20%試驗結果
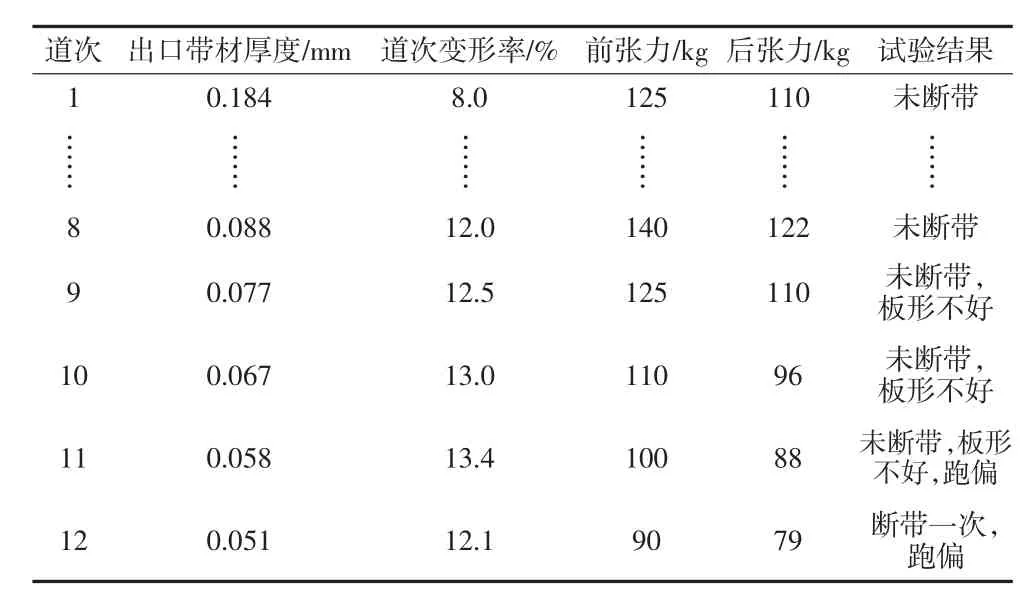
表7 前張力為正常值,后張力小于正常值10%~15%試驗結果

表8 前張力為正常值,后張力小于正常值15%~20%試驗結果
由表1~表2試驗結果可以看出:后張力為正常值時,當前張力大于正常值5%~10%時,在箔材厚度達到0.06 mm以后出現兩次斷帶,軋制后板形良好,無瓢曲,無邊浪;當前張力大于正常值10%~15%時,從第五道次開始出現斷帶,且隨著帶箔材的變薄而加劇,尤其是當箔材厚度達到0.06 mm以下時,三次試驗都發生斷帶,嚴重影響軋制過程的穩定性。
由表3~表4試驗結果可以看出:后張力為正常值時,當前張力小于正常值5%~10%時,整個軋制過程幾乎沒有發生斷帶,但板形不佳;當前張力小于正常值10%~15%時,最后四道次跑偏斷帶次數明顯增多,而且伴隨串層現象,嚴重影響軋制穩定性。
由表5~表6試驗結果可以看出:前張力為正常值時,當后張力大于正常值10%~15%時,基本沒有發生跑偏和斷帶,但是軋后箔材板形略有瓢曲;當后張力大于正常值15%~20%時,從第六道次開始出現斷帶,且隨著箔材的變薄而加劇。
由表7~表8試驗結果可以看出:前張力為正常值時,采用后張力小于正常值進行軋制時,其變化規律與前張力小于正常值軋制時相似,整個軋制過程幾乎沒有發生斷帶,但很易出現跑偏現象,板形不佳,不同的是當后張力小于正常值15%~20%時,在帶材拉不緊的情況下出現輥前金屬堆積現象,且五個道次跑偏次數明顯增多,嚴重影響軋制穩定性。
二次軋制將鉭箔材從厚度0.05 mm軋至0.01 mm,道次壓下率控制在10%~20%范圍內,試驗結果與一次軋制試驗結果相似。試驗結果表明,后張力為正常值時,當前張力大于正常值5%~10%時,末道次發生兩次斷帶,但板形良好;當前張力大于正常值10%~15%時,斷帶情況頻繁發生,無法進行正常軋制。后張力為正常值時,當前張力小于正常值5%~10%時,沒有發生斷帶,板形良好;當前張力小于正常值10%~15%時,軋制過程中帶材略有松弛,存在跑偏和串層現象,且隨著箔材的變薄而加劇,影響軋制過程的穩定性和產品質量。前張力為正常值時,當后張力大于正常值10%~15%時,未發生跑偏和斷帶,軋制過程穩定,且減薄較快;當后張力大于正常值15%~20%時,從第三道次開始出現斷帶,且隨著帶箔材的變薄而加劇。前張力為正常值時,當后張力小于正常值10%~15%時,其變化規律與前張力小于正常值軋制時相似,整個軋制過程沒有發生斷帶,但更易出現跑偏,且減薄較慢;當后張力小于正常值15%~20%時,箔材拉不緊,輥前金屬堆積嚴重,無法進行順利軋制。
通過以上兩次軋制試驗結果可以看出,在鉭箔材軋制過程中,前張力超出正常值或后張力超出正常值對軋制過程穩定性是有很大影響的。前張力大于正常值有助于改善板形,并防止跑偏,但容易引起斷帶;后張力大于正常值有助于控制縱向厚差,且不易引起斷帶和跑偏,但是軋后板形平直度欠佳;前張力或后張力小于正常值不易斷帶,但很容易跑偏。但是,只要控制前、后張力差在一定的合理范圍內,箔材的板形、厚差和軋制過程的穩定性是可以兼顧的。通過本試驗研究發現,前張力超出正常值要控制在5%~10%范圍內,而后張力超出正常值要控制在10%~15%范圍內,這樣可以在保證軋制過程穩定性的條件下實現帶材板形和厚差控制,其中前張力大于后張力比較適合軋制的末尾3~5道次或板形需要調整時使用,以達到控板形目的,而后張力大于前張力則比較適合開軋及中間道次,已達到快速減薄,實現縱向厚差控制目的,尤其是二次軋制中較薄箔材軋制效果更明顯。
3 結論
(1)對于0.2 mm以下的鉭箔材軋制,前后張力給定不合適對軋制過程穩定性影響很大。
(2)鉭箔材軋制過程中,前張力大于正常值有助于改善板形,并防止跑偏,但容易引起斷帶;后張力大于正常值有助于控制縱向厚差,且不易引起斷帶和跑偏,但是軋后板形平直度欠佳;前張力或后張力小于正常值不易斷帶,但很容易跑偏。所以,前、后張力差應根據實際軋制狀況靈活應用。
(3)鉭箔材軋制過程中,前張力超出正常值要控制在5%~10%范圍內,而后張力超出正常值要控制在10%~15%范圍內。
(4)鉭箔材軋制過程中,前張力或后張力小于正常值的張力控制方案對軋制過程沒有明顯益處,且容易引起跑偏和輥前金屬堆積,生產中不建議使用。
[1]陶常印.張力在冷軋帶鋼軋制中的作用[J].鞍鋼技術,1997(6):25-26.
[2]黃光輝,張 磊.張力控制方式引起的帶鋼軋制特性變化[J].冶金設備,2012,特刊(2):105-106.
[3]楊廣科,趙春江,陳今良,等.張力在軋制過程中對軋制力影響的有限元模擬[J].機械工程與自動化,2013,8(4):7-8.
[4]王國棟.板形控制和板形理論[M].北京:冶金工業出版社,1986.
The Effect of the Tension Difference Between front and Back on the Stability of the Rolling Process of Tantalum foil
ZHANG Guo-xia,SHU Ying,ZHAN Hong-xun,XUE Shao-bo,ZHANG Jie
(Northwest Institute For Non-ferrous Metal Research,Xi’an Shaanxi 710016,China)
In the rolling process of tantalum foil,the most common problems are running deviation and breaking of the strip.The tension difference between front and back has given improperly is an important cause of the strip deviation and the strip breaking,especially for the ultra-thin titanium foil with thickness less than 0.05 mm,the effect of the tension difference between front and back is more obvious.This paper adopts sendzimir twenty roller mill to roll the TA1 strip of thickness 0.2 mm to thickness 0.01 mm,the rolling process is divided into two rolling processes.The effect of the tension difference between front and back on the strip deviation and the strip breaking in this rolling process are mainly studied.The results show that the tension difference between front and back has a great influence on the stability of the rolling process of tantalum foil,and the influence degree is more intense with the thinning of the tantalum foil.
tantalum foil;rolling process;tension difference;strip deviation;strip breaking
TG335.5
A
1672-545X(2017)10-0077-03
2017-07-10
張國霞(1986-),女,河北石家莊人,碩士,工程師,長期從事有色金屬板帶箔材加工。