汽車線束智能制造基礎(二)
——組裝過程控制
2017-12-27 07:37:42劉貴春滕熙偉楊旭紅
汽車電器 2017年12期
劉貴春,楊 峰,滕熙偉,李 政,楊旭紅
(營口阿部配線有限公司,遼寧 營口 115004)
汽車線束智能制造基礎(二)
——組裝過程控制
劉貴春,楊 峰,滕熙偉,李 政,楊旭紅
(營口阿部配線有限公司,遼寧 營口 115004)
實現“汽車線束智能化制造”,首先要從端子壓接開始,然后是組裝過程控制,這個過程是產品的品質提升、生產效率提高的重要過程,它的管理水平決定著公司發展與壯大。組裝線現場監控流程如圖1所示。

圖1 組裝現場監控流程圖
1 生產準備
1.1 操作工定崗簽到
班長使用掃描槍掃描操作工ID,監控系統自動判定該操作工是否為指定的本生產線作業人員。
定崗掃描存在3種情況:①操作工到崗;②操作工缺勤;③操作工替崗。
簽到完畢后監控系統會根據簽到結果不同,給出相應提示:定崗相符亮綠燈,不符亮紅燈。當操作工缺勤時,也會亮紅燈提示當前作業狀態發生變化。如圖2所示。

圖2 簽到界面
1.2 生產叫料
1)首先領取要加工的傳票任務,勾選系統自動帶出加工該產品的原材料列表,補充領用數量,填寫叫料時間,確認后完成叫料申請。系統會將叫料電腦與二級倉庫電腦同步,叫料申請立即顯示到二級倉庫管理員電腦中。如圖3所示。

圖3 生產叫料
2)二級庫管理員根據叫料申請,進行生產材料的配送。
配料分為2種物料:一種為原材料,另一種為半成品材料。
原材料配料原則:按供應商生產日期先進先出原則,叫料申請會自動指示出最早生產的材料當前所在的庫存位置信息。
半成品配料原則:按同一批次半成品配料,系統會在二級倉庫電腦屏幕上自動顯示出與叫料工位同一生產批次的所需半成品材料所在庫位位置信息。
倉庫管理人員根據系統指示的位置信息找到材料盛放的轉序箱,使用PDA掃描條碼完成材料出庫,將配送材料通過貨架滑道送到指定的智能派送AGV車上,勾選任務后AGV自動發車將生產線所需材料配送至指定叫料工位。圖4為AGV控制系統,圖5為PDA配料下架,圖6為AGV送料中。
3)材料接收。AGV將配料送至目的地后,操作工使用條碼掃描槍掃碼接收配料,依次掃描AGV條碼、材料轉序箱條碼或者原料條碼,最后掃描當前所在的工位條碼,點擊接收完畢,完成材料接受步驟,AGV在接料成功后自動發車回到原料二級庫待命。圖7為物料接收界面。圖8為配料接收中。

圖4 AGV控制系統

圖5 PDA配料下架

圖6 AGV送料中

圖7 物料接收界面
1.3 始業點檢
每日生產加工前,系統要求對當前生產線材料、圖紙、指導書、工具進行檢測,并由班長進行確認審核,審核通過后開始本生產線生產作業。圖9為點檢記錄,圖10為班長審核界面,圖11為始業點檢主界面。

圖8 配料接收中
1.4 組裝線設備檢測
檢測內容包括:電檢設備、工裝設備是否為加工當前產品指定設備,設備是否在使用有效期內,是否已完成正常點檢,如果以上有一項內容不符合不滿足要求則亮紅燈提示,正常亮綠燈。圖12為工裝管理界面。
2 生產組裝
2.1 生產投料

圖9 點檢記錄
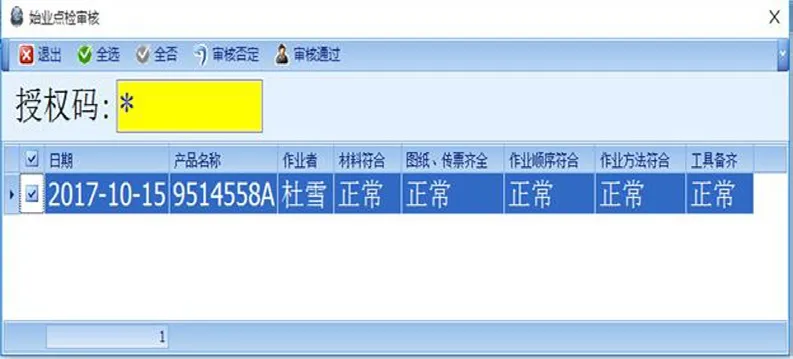
圖10 班長審核界面

圖11 始業點檢主界面

圖12 工裝管理界面
領取待加工的傳票任務后進行生產投料,投料包括2種物料:一種為原材料,校驗投料種類、投入數量;另一種為半成品,校驗是否為同一批次半成品。如果與當前任務不符,則掃碼投料提示非該批次物料。
當其中任何一項不符,將亮紅燈提示,全部符合亮綠燈 (非工程技術指定物料不能投入生產)。圖13為生產投料界面。
2.2 首件檢測

圖13 生產投料界面
投料結束后,進行首件加工并完成首件檢測。首檢需要檢測五大方面:設備檢測、始業點檢、首件測量檢測、外觀檢查、通電導通檢測,任何一項不合格禁止通過首檢。圖14為首檢主界面,圖15為測量檢測,圖16為外觀檢查,圖17為通電導通檢測、設備檢測、始業點檢。

圖14 首檢主界面

圖15 測量檢測

圖16 外觀檢查
3 成品檢測
產成品在組裝過程中分5批次抽檢,檢測結果實時顯示,并作出相應的提示,檢測人員檢測結果及檢測時間記錄在系統中。圖18為成品檢測主界面。
4 工時統計
完成當前產品的加工后,完結任務按各個工序統計操作工的加工工時。完結任務時,每道加工工序的任務傳票與該工序的操作者一一對應方便日后追溯查詢。圖19為工時統計主界面。
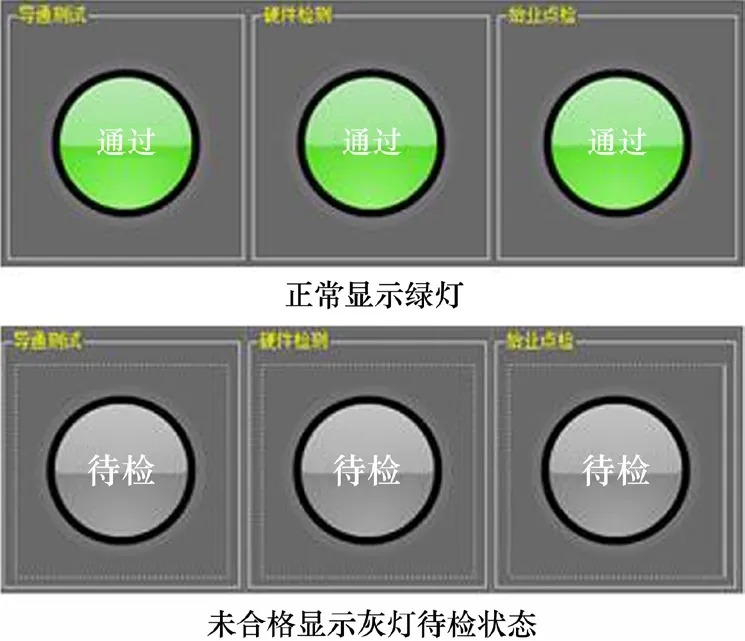
圖17 通電導通檢測、設備檢測、始業點檢

圖18 成品檢測主界面

圖19 工時統計主界面
5 現場裝箱
成品檢查及包裝完畢后,掃描箱碼進行裝箱,將當前加工該產品的工位、裝箱人員、加工的傳票與包裝箱條碼等信息與該成品箱碼對應。裝箱界面如圖20所示。

圖20 裝箱界面
6 成品入庫
掃描完畢后,操作者選擇點擊叫車將指令發給成品庫,成品庫人員根據指令發送AGV車將成品自動運回臨時庫位。返回成品庫臨時庫位后完成產成品入庫流程。入庫流程如圖21所示。

圖21 產成品入庫流程
7 結束語
以上,通過對汽車線束組裝現場生產過程的控制與管理,使組裝作業者由原始手工錄入數據、憑借工作經驗判斷材料是否可用、材料完全需要人工的物流方式,改變為快速準確的掃描式采集數據、系統自動鑒別物料、智能化AGV物流派送方式,大大減少系統數據錄入時間,減少和降低了作業員工及生產管理人員的時間及成本,提高了組裝生產作業的綜合效率,初步實現了現場作業記錄少紙到最終無紙化、工資核算自動化、產品品質可追溯準確化的現代化企業的管理目標。為實現中國制造2025在汽車線束制造領域作出了先行實現了探索。
U463.62
B
1003-8639(2017)12-0025-04
2017-10-26
(編輯 楊 景)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
當代陜西(2020年13期)2020-08-24 08:22:02
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
海峽科技與產業(2016年3期)2016-05-17 04:32:12
