使用高鉻鎳奧氏體焊材無熱處理焊接ASTM A335 Gr.P22管材
2017-12-24 13:28:25姜慶新牛緯濤古永安
石油工程建設 2017年6期
姜慶新,牛緯濤,古永安
中國石油天然氣第七建設公司,山東青島 266300
使用高鉻鎳奧氏體焊材無熱處理焊接ASTM A335 Gr.P22管材
姜慶新,牛緯濤,古永安
中國石油天然氣第七建設公司,山東青島 266300
ASTM A335 Gr.P22材料焊接性較差,由于受到現場施工條件及焊縫位置等的限制,該類母材部分焊縫不便于進行局部熱處理,為此采用了高鉻鎳焊材,不預熱、后熱及焊后熱處理的焊接工藝進行焊接。試樣的力學性能試驗及金相分析表明,力學性能符合要求,金相組織良好,焊接工藝滿足NB/T47017-2011規定要求;該焊接工藝用于國內某煉廠ASTM A335Gr.P22孔板法蘭與引壓短管角焊縫的焊接工程實踐表明,裝置自2014年投產運行至今采用該工藝施焊的所有焊縫均正常。
ASTM A335 Gr.P22材料;高鉻鎳焊材;無熱處理;焊接
SH/T3520-2015《石油化工鉻鉬鋼焊接規范》中條款7.2.5規定:當施工條件限制不能進行焊后熱處理時,經設計或建設單位同意,可采用奧氏體或鎳基材料焊接,在設計溫度不高于315℃時,可選用高鉻鎳(25%Cr-13%Ni)奧氏體焊接材料,在設計溫度高于315℃時,可選用鎳基材料[1]。ASTM A335 Gr.P22作為珠光體耐熱鋼的一種,一般在預熱狀態下焊接,焊后進行熱處理[2]。為解決ASTM A335 Gr.P22在特殊情況下不好進行局部加熱處理的問題,現場試驗對采用高鉻鎳焊材,不預熱、后熱及焊后熱處理的焊接工藝進行了評定。
1 試驗材料及設備
試驗母材采用規格為準168.3 mm×18.26 mm、材質為ASTM A335 Gr.P22的管道,其化學成分見表1;焊接材料選用了國內某品牌ER309焊絲及E309-16焊條,其化學成分見表2~3;焊機選用ZX7-400焊機。

表1 母材化學成分(質量分數)/%

表2 ER309焊絲熔敷金屬化學成分(質量分數)/%

表3 E309-15焊條熔敷金屬化學成分(質量分數)/%
2 試驗程序與試驗結果
2.1 試驗程序
(1)試驗前采用機加工方法將試件末端加工為60°坡口,并打磨坡口兩側各20 mm范圍內的區域。
(2)點焊水平固定試件,封堵試件兩端及坡口外表面。
(3)向試件內部充氬氣,以形成背面保護。
(4)檢驗氬氣純度,符合要求后,采用GTAW進行根部焊道焊接。
(5)采用SMAW進行填充、蓋面,焊接工藝參數見表4。
(6)清理焊縫表面,試件自然冷卻、外觀檢測合格24 h后進行無損檢測。
(7)無損檢測合格后進行理化及力學性能試驗。
2.2 試驗結果
力學性能試驗[3]結果見表5,金相試驗結果見圖1~3。

表4 焊接工藝參數

表5 標準試樣室溫下機械性能
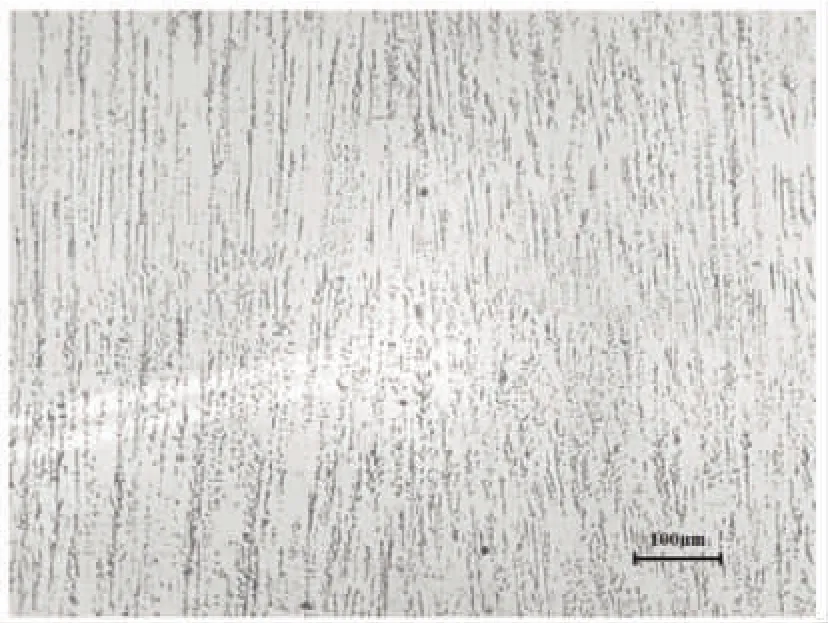
圖1 焊縫金相組織(×100)
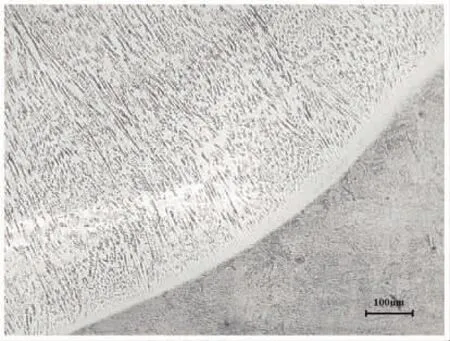
圖2 熔合線金相組織(×100)
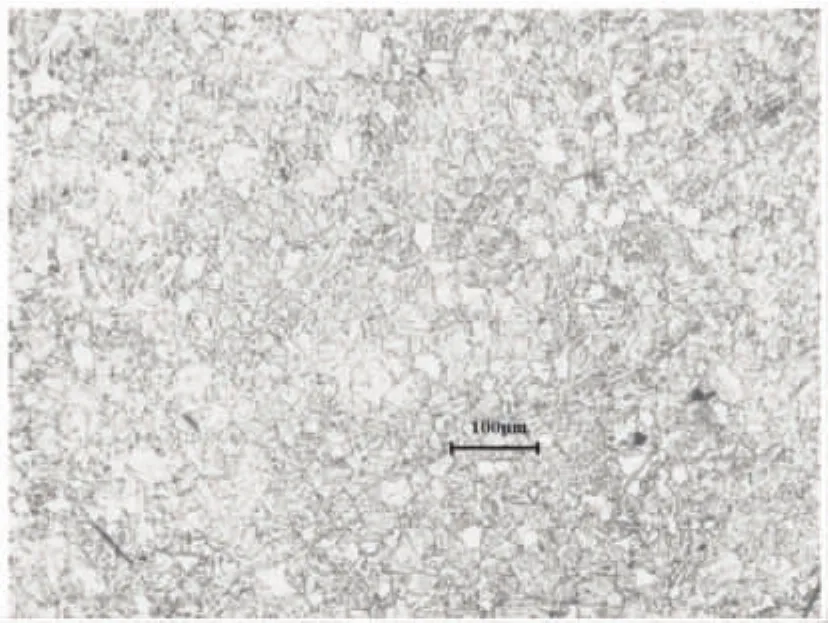
圖3 母材金相組織(×100)
試樣的力學性能試驗及金相分析表明,力學性能符合要求,金相組織良好,未出現有害組織,焊接工藝滿足NB/T47017-2011規定要求,評定合格。
3 結束語
該焊接工藝用于國內某煉廠ASTM A335Gr.P22孔板法蘭與引壓短管角焊縫的焊接,焊接完成和無損檢測合格后,裝置自2014年投產運行至今,采用該工藝施焊的所有焊縫均正常,滿足裝置生產需求。該工藝避免了局部加熱不當可能造成的焊接質量問題,在降低施工難度的同時,獲得了滿足性能要求的焊縫,本文可用于指導現場不便采用常規手段施焊的ASTM A335 Gr.P22焊縫施工。
[1]NB/T47014-2011,承壓設備焊接工藝評定[S].
[2]李亞江.焊接冶金學-材料焊接性[M].北京:機械工業出版社,2007:94-102.
[3]SH/T3520-2015,石油化工鉻鉬鋼焊接規范[S].
Utilizing welding consumable of high Cr and Ni contents to weld ASTM A335 Gr.P22 pipe without needing heat treatment
JIANG Qingxin,NIU Weitao,GU Yong'an
PetroChina Seventh Construction Company,Qingdao 266300,China
ASTM A335 Gr.P22 is a kind of material of poor weldability.Preheat and PWHT are not applicable in site welding of ASTM A335 Gr.P22 due to limitations of site condition and weld position.To solve the problem,the welding process of using welding consumable of high Cr and Ni contents,no preheat,no heating and no PWHT is adopted.The welding process is in line with NB/T 47017 2011,the mechanical performance and metallographic microstructure of the test coupon are qualified by lab testing.The welding process has been utilized for the fillet welds of ASTM A335Gr.P22 orifice flange and impulse tube in a domestic refinery.The unit has been put into production since 2014 tillnow,allthe welds by applying this welding process are in good condition.
ASTM A335 Gr.P22;welding consumable of high Cr and Nicontents;withot PWHT;welding
10.3969/j.issn.1001-2206.2017.06.021
姜慶新(1988-),男,山東兗州人,工程師,2012年畢業于西安石油大學材料成型及控制工程專業,現從事石油工程建設工作。Email:jqx126@126.com
2017-07-03
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
