基于穩(wěn)健性的乘用車前下控制臂設(shè)計(jì)優(yōu)化
2017-12-24 17:30:48陰雪蓮
鍛壓裝備與制造技術(shù) 2017年5期
關(guān)鍵詞:設(shè)計(jì)
陰雪蓮
(上海匯眾汽車制造有限公司 技術(shù)中心,上海 200122)
基于穩(wěn)健性的乘用車前下控制臂設(shè)計(jì)優(yōu)化
陰雪蓮
(上海匯眾汽車制造有限公司 技術(shù)中心,上海 200122)
本文對(duì)汽車前下控制臂的屈曲強(qiáng)度進(jìn)行CAE分析及試驗(yàn)驗(yàn)證,并基于失效模式進(jìn)行設(shè)計(jì)評(píng)審(DRBFM),發(fā)現(xiàn)球頭球心相對(duì)于控制臂本體的垂向位置對(duì)屈曲變形的失效模式較為敏感。基于QFD和田口方法,通過設(shè)計(jì)優(yōu)化,使產(chǎn)品性能足夠抵抗制造公差的干擾,按照功能要求實(shí)現(xiàn)一種穩(wěn)健的失效模式,并完成有效性試驗(yàn)驗(yàn)證。通過應(yīng)用六西格瑪設(shè)計(jì)理念,實(shí)現(xiàn)產(chǎn)品質(zhì)量的先期策劃。
前下控制臂;球頭球心;優(yōu)化設(shè)計(jì);穩(wěn)健性;屈曲變形;失效模式
在汽車底盤結(jié)構(gòu)中,控制臂作為懸架系統(tǒng)的受力、導(dǎo)向和傳力零件,需滿足以下功能要求:使懸架系統(tǒng)在路面的沖擊下處于彈跳和回彈狀態(tài);將車輪傳遞過來的縱向力與橫向力通過橡膠襯套傳遞給副車架;通過對(duì)轉(zhuǎn)向節(jié)的定位來影響底盤調(diào)校[1]。控制臂對(duì)汽車行駛的安全性影響非常大,在設(shè)計(jì)開發(fā)階段必須保證設(shè)計(jì)的可靠和穩(wěn)健[2-3]。
本文針對(duì)某款車的前下控制臂,在設(shè)計(jì)驗(yàn)證過程中對(duì)零件的失效模式進(jìn)行分析論證,找出造成該種失效模式的根本原因(root cause),并分析這種失效模式對(duì)駕駛安全性的影響。將質(zhì)量功能展開(quality function deployment) 和 田 口(Taguchi method)方法應(yīng)用到該產(chǎn)品的開發(fā)過程中[4-5],通過設(shè)計(jì)優(yōu)化,提升產(chǎn)品設(shè)計(jì)質(zhì)量,從而使產(chǎn)品能夠滿足顧客期望、工藝難度低、質(zhì)量好,并且有創(chuàng)新力。
本文提出的設(shè)計(jì)優(yōu)化方法,可作為一種通用方法,指導(dǎo)后續(xù)相關(guān)產(chǎn)品開發(fā)。
1 前下控制臂屈曲CAE分析
汽車前下控制臂在汽車行駛過程中承受車輪傳遞過來的橫向力和縱向力,在設(shè)計(jì)開發(fā)早期通過整車受力分析,計(jì)算出不同行駛工況下,控制臂各硬點(diǎn)(球頭球心,前后襯套中心)的受力狀況。在控制臂產(chǎn)品開發(fā)過程中,會(huì)依據(jù)整車分析中球頭球心受力狀況,提取出橫向和縱向受力最大值,以此作為控制臂屈曲分析的目標(biāo)值。在零部件級(jí)別的CAE分析中,計(jì)算出控制臂在橫向和縱向能夠承受的最大力,與目標(biāo)值進(jìn)行對(duì)比,以此判斷控制臂在整車行駛中能否承受極限載荷[6]。
控制臂總成由控制臂本體、球頭和前后襯套組成,如圖1所示。球頭和襯套的結(jié)構(gòu)強(qiáng)度會(huì)在子總成開發(fā)過程中進(jìn)行校核計(jì)算。因此,在控制臂總成開發(fā)過程中,主要是考量控制臂本體的結(jié)構(gòu)強(qiáng)度。
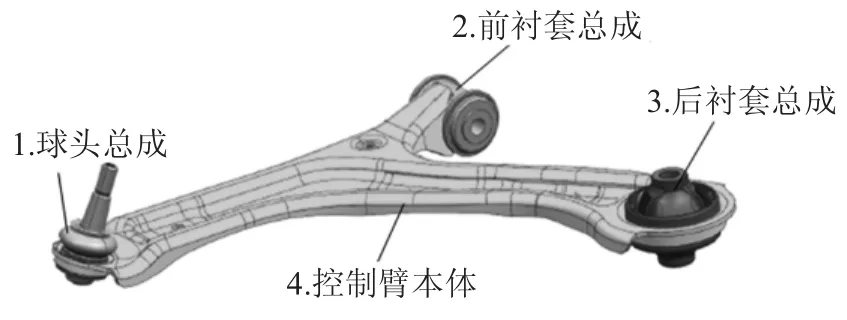
圖1 控制臂總成
在CAE建模時(shí),可以對(duì)控制臂總成結(jié)構(gòu)進(jìn)行適當(dāng)簡化[7-8],其建模方法如圖2所示。控制臂本體的沖壓件,用殼單元中的四邊形或三角形進(jìn)行網(wǎng)格劃分。球頭簡化為剛體單元RBE2并約束豎直方向位移,球心作為剛體單元的主節(jié)點(diǎn),外部載荷直接施加于球心上。襯套簡化為剛體單元RBE3,與接地彈簧單元進(jìn)行連接,從而實(shí)現(xiàn)邊界約束。接地彈簧單元的各向剛度系數(shù)參考襯套的各向剛度,以此來模擬襯套結(jié)構(gòu)。對(duì)于屈曲分析,分別對(duì)球心施加橫向(Y向)和縱向(X向)位移,計(jì)算結(jié)構(gòu)在失穩(wěn)前能承受的最大力。
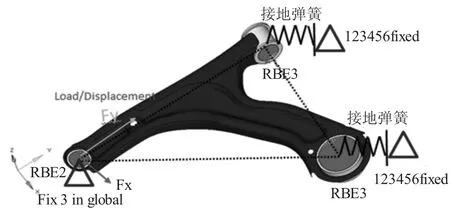
圖2 屈曲CAE建模方法
2 前下控制臂屈曲臺(tái)架試驗(yàn)
CAE分析在產(chǎn)品前期開發(fā)過程中可以縮短開發(fā)周期,后續(xù)需要通過物理試驗(yàn)進(jìn)行設(shè)計(jì)確認(rèn)。物理試驗(yàn)的目的是驗(yàn)證CAE分析結(jié)果,因此需要最大程度地復(fù)現(xiàn)CAE的加載條件和邊界條件。
控制臂的屈曲臺(tái)架試驗(yàn)搭建如圖3所示。在臺(tái)架夾具設(shè)計(jì)階段,對(duì)夾具自身結(jié)構(gòu)進(jìn)行了剛度校核,前后襯套約束點(diǎn)的剛度均達(dá)到10e6N/mm以上,可以認(rèn)為是剛性約束,試驗(yàn)時(shí)通過螺栓將襯套內(nèi)套筒緊固在夾頭上。在球頭側(cè),將一與球頭桿形狀一致的球頭套箍緊固在球頭上,助動(dòng)頭通過球頭套箍對(duì)球頭施加水平力。球頭套箍上方連接一根剛性棒,剛性棒上端進(jìn)行平動(dòng)約束,使下端只能繞著約束點(diǎn)轉(zhuǎn)動(dòng),因剛性棒足夠長(約1m),可以認(rèn)為下端在豎直方向無法產(chǎn)生位移,從而限制了球頭套箍在豎直方向的位移,實(shí)現(xiàn)對(duì)球心豎直位移的約束。
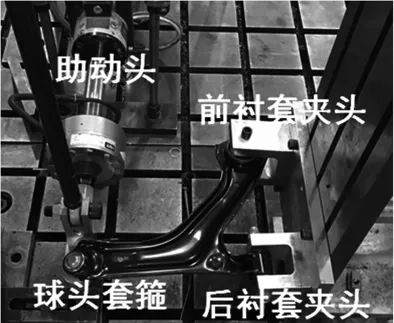
圖3 屈曲臺(tái)架試驗(yàn)
3 基于失效模式的設(shè)計(jì)評(píng)審(DRBFM)
3.1 首輪CAE與試驗(yàn)結(jié)果對(duì)比
以上CAE分析和臺(tái)架試驗(yàn)?zāi)康氖窃谠O(shè)計(jì)開發(fā)階段能夠分析驗(yàn)證子系統(tǒng)的承載能力,使控制臂總成滿足設(shè)計(jì)要求,在整車行駛中可以承受極限大載荷工況。
對(duì)于本項(xiàng)目,通過分析整車的極限載荷數(shù)據(jù),控制臂總成縱向屈曲力的目標(biāo)值為18.8kN。在設(shè)計(jì)優(yōu)化階段,通過對(duì)沖片形狀的調(diào)整,CAE結(jié)果顯示該總成可以承受19.5kN的縱向力。在進(jìn)行臺(tái)架試驗(yàn)驗(yàn)證時(shí),實(shí)際零件的屈曲力可以達(dá)到22kN左右(幾個(gè)試驗(yàn)件間有少許差異)。在CAE分析階段,為增加設(shè)計(jì)的可靠度,材料曲線按照材料標(biāo)準(zhǔn)的最低值進(jìn)行設(shè)置,且分析時(shí)沒有考慮材料沖壓過程中的加工硬化作用,實(shí)際試驗(yàn)結(jié)果高于CAE結(jié)果符合正常預(yù)期。臺(tái)架試驗(yàn)結(jié)果和CAE結(jié)果對(duì)比如圖4所示。
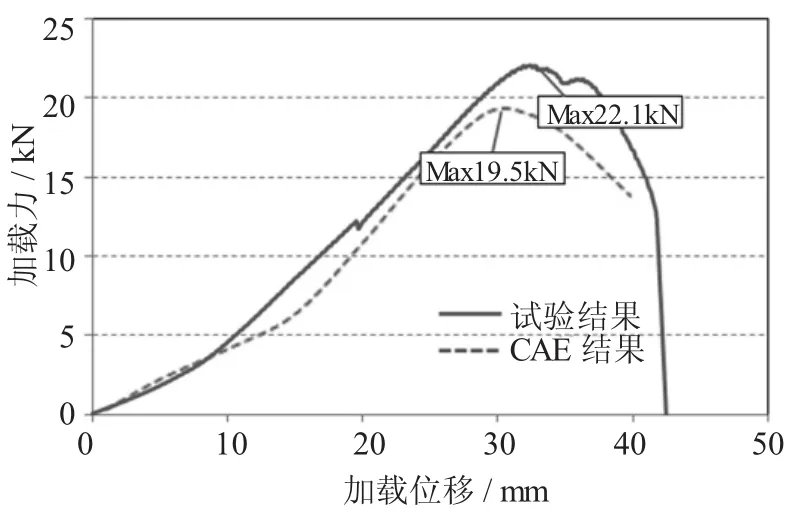
圖4 屈曲力臺(tái)架結(jié)果和CAE結(jié)果
在對(duì)比屈曲力試驗(yàn)和CAE結(jié)果的同時(shí),對(duì)失效模式也進(jìn)行了分析。在試驗(yàn)結(jié)果中,屈曲失效發(fā)生在控制臂本體靠近球頭的位置,控制臂本體順著力的方向發(fā)生反轉(zhuǎn),導(dǎo)致球頭桿從球頭座中脫出,如圖5a所示。在CAE結(jié)果中,結(jié)構(gòu)屈曲失效發(fā)生在球頭和前襯套的中間位置,失效時(shí)控制臂不會(huì)順著加載力的方向發(fā)生翻轉(zhuǎn),即球頭桿不會(huì)從球頭座中脫出,失效時(shí)僅球頭硬點(diǎn)位置發(fā)生偏離,如圖5b所示。此種失效模式,是讓駕駛者無危險(xiǎn)的情況下感受到零件失效,CAE中的失效模式是客戶需要的失效模式。

圖5 屈曲失效模式臺(tái)架結(jié)果和CAE結(jié)果
3.2 基于失效模式的設(shè)計(jì)評(píng)審及分析
對(duì)于屈曲失效模式,試驗(yàn)結(jié)果與CAE結(jié)果出現(xiàn)差異,并且試驗(yàn)結(jié)果不是我們期望得到的失效模式。因此,我們需要對(duì)試驗(yàn)過程和失效模式進(jìn)行評(píng)審及分析。
試驗(yàn)分析的前提是輸入條件符合要求,這其中包括試驗(yàn)零件尺寸、試驗(yàn)零件材料、臺(tái)架搭建與CAE分析模型的吻合度。在試驗(yàn)開始前期我們做了一定的準(zhǔn)備工作。首先對(duì)于試驗(yàn)零件尺寸,在試驗(yàn)前通過對(duì)沖片散件進(jìn)行藍(lán)光掃瞄,對(duì)總成硬點(diǎn)坐標(biāo)進(jìn)行三坐標(biāo)測量,試驗(yàn)零件的尺寸均在圖紙要求的公差范圍內(nèi)。對(duì)于控制臂本體材料,進(jìn)行了材料機(jī)械性能測試,實(shí)際使用的材料符合材料標(biāo)準(zhǔn)。對(duì)于襯套剛度,在CAE分析時(shí)也用供應(yīng)商提供的實(shí)測值代替了之前的目標(biāo)值。對(duì)于臺(tái)架的搭建,襯套夾持點(diǎn)和球頭夾持點(diǎn)的位置均參照CAE分析模型的位置,并在搭建后用三坐標(biāo)進(jìn)行位置標(biāo)定確認(rèn),誤差在允許的范圍內(nèi)。基于以上試驗(yàn)條件,認(rèn)為試驗(yàn)結(jié)果可信,可以依據(jù)試驗(yàn)結(jié)果進(jìn)行設(shè)計(jì)評(píng)審。
在控制臂設(shè)計(jì)優(yōu)化時(shí),我們發(fā)現(xiàn)球頭球心的豎直位置與控制臂本體截面剪切中心的相對(duì)位置,直接影響控制臂的抗彎能力,即屈曲強(qiáng)度。需要盡力將球頭球心與控制臂本體截面剪切中心置于同一平面,以此獲得最大的屈曲強(qiáng)度,此時(shí)控制臂球頭端不發(fā)生扭轉(zhuǎn)變形,如圖6a所示。當(dāng)球心位置向上或者向下偏移即使1mm,屈曲強(qiáng)度會(huì)有所下降,并且球頭端會(huì)發(fā)生扭轉(zhuǎn):球心向上偏移,球頭端向上翻轉(zhuǎn),易導(dǎo)致球頭順著力的方向脫出,如圖6b所示;球心向下偏移,屈曲變形位置發(fā)生在球頭和前襯套中間的控制臂本體位置,球頭端不會(huì)發(fā)生翻轉(zhuǎn),球頭脫出風(fēng)險(xiǎn)較低,如圖6c所示。
通過以上分析,對(duì)試驗(yàn)零件尺寸再次進(jìn)行尺寸檢測,發(fā)現(xiàn)球頭球心位置確實(shí)存在系統(tǒng)偏差,即球心位置相對(duì)于沖片位置偏上約0.5mm~1mm,如圖7所示。造成這一偏差的原因,經(jīng)排查為壓裝夾具的尺寸誤差所導(dǎo)致。
3.3 調(diào)整過的試驗(yàn)驗(yàn)證
為驗(yàn)證球心向上位置偏差是否為導(dǎo)致球頭脫出的根本原因,重新制備了試驗(yàn)零件,在壓裝時(shí)將球頭球心壓裝到設(shè)計(jì)位置偏下的區(qū)域,壓裝后的零件如8所示。試驗(yàn)后發(fā)現(xiàn)控制臂的變形模式與CAE結(jié)果吻合良好,屈曲發(fā)生在控制臂本體中間位置,球頭沒有脫出,并且由于變形位置的變化,試驗(yàn)屈曲力提高到24.8kN。試驗(yàn)結(jié)果如圖9所示。通過再次試驗(yàn),驗(yàn)證了之前失效模式與CAE結(jié)果不一致的根本原因,即是球心位置的向上偏差引起。
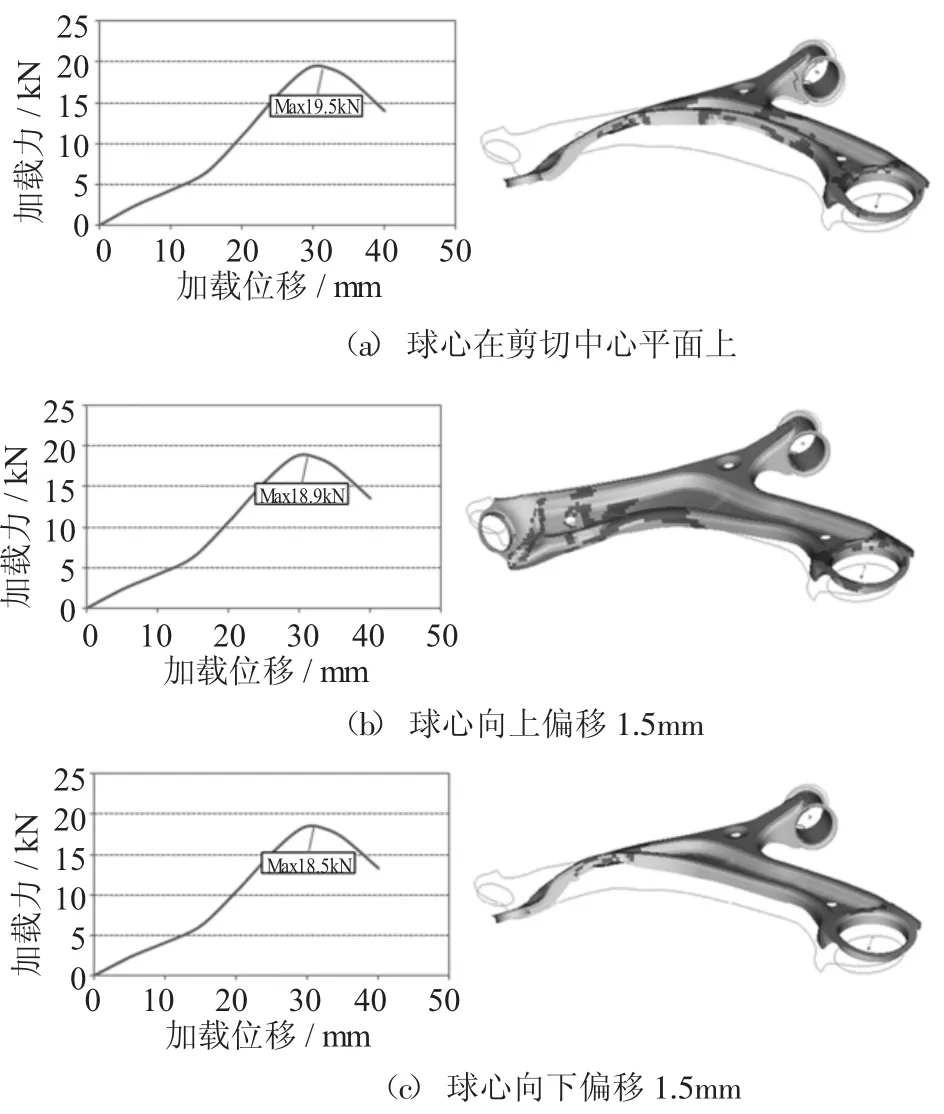
圖6 球心位置對(duì)屈曲強(qiáng)度和失效模式的影響

圖7 球頭球心位置偏差

圖8 校正過的球頭球心位置
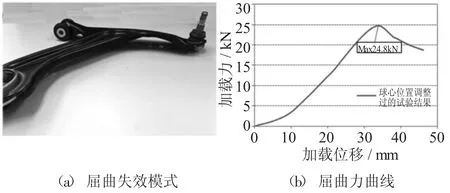
圖9 球心位置調(diào)整過的試驗(yàn)結(jié)果
3.4 設(shè)計(jì)優(yōu)化
通過上述分析和驗(yàn)證,找出了試驗(yàn)中球頭脫出的根本原因。在控制臂實(shí)際制造過程中,球頭1mm左右的向上偏差在公差允許范圍內(nèi),正常加工工藝很難避免。按照DFSS的田口方法,需要設(shè)計(jì)出對(duì)這種噪聲因子不敏感的產(chǎn)品,即實(shí)現(xiàn)一種穩(wěn)定的設(shè)計(jì),避免球心向上偏差導(dǎo)致的不合理失效模式。為此,在產(chǎn)品設(shè)計(jì)上將控制臂本體(沖片)相對(duì)于球頭球心向上偏移1.5mm,如圖10所示。這種預(yù)校正方式,即使球頭球心在加工過程中有向上1.5mm的位置偏差,也能將球心相對(duì)于沖片的位置控制在一個(gè)合理的范圍內(nèi),達(dá)到一種穩(wěn)定的失效模式,即球心只發(fā)生位置偏移,沖片不發(fā)生翻轉(zhuǎn),從而防止球頭在屈曲失效時(shí)從球座中脫出。
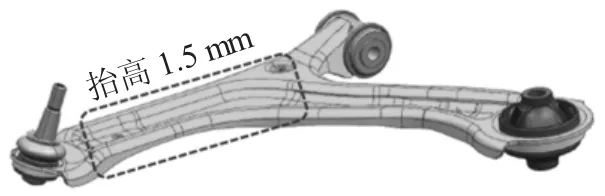
圖10 控制臂優(yōu)化方案
4 結(jié)論
對(duì)基于控制臂屈曲試驗(yàn)的失效模式進(jìn)行設(shè)計(jì)評(píng)審,找到導(dǎo)致不合理的失效模式的根本原因,即球心位置的向上偏差導(dǎo)致屈曲失效時(shí),球頭脫出。糾正了球心位置偏差后,再次進(jìn)行試驗(yàn),試驗(yàn)結(jié)果的失效模式達(dá)到預(yù)期,證明這一結(jié)論的正確性。
為使該控制臂按客戶要求實(shí)現(xiàn)一種低風(fēng)險(xiǎn)且穩(wěn)健的失效模式,按照田口方法對(duì)設(shè)計(jì)進(jìn)行了優(yōu)化,排除了零部件加工過程中噪聲因素對(duì)產(chǎn)品質(zhì)量的影響,使控制臂的設(shè)計(jì)更加穩(wěn)健,符合產(chǎn)品質(zhì)量先期策劃這一設(shè)計(jì)開發(fā)理念。
[1] 周長城.車輛懸架設(shè)計(jì)及理論[M].北京:北京大學(xué)出版社,2011:186-192.
[2] 王彥杰.汽車設(shè)計(jì)質(zhì)量檢驗(yàn)方法的研究[J].工業(yè)設(shè)計(jì),2016,(3):120-125.
[3] 李 彥.產(chǎn)品創(chuàng)新設(shè)計(jì)理論及方法[M].北京:科學(xué)出版社,2O12.
[4] 張振宇,孫麗麗.設(shè)計(jì)開發(fā)"內(nèi)建質(zhì)量"模型的運(yùn)用和建立[J].上海質(zhì)量,2013,(1):48-52.
[5] Lock&my.Archie.Quality Function Deployment:Total Quality Management for New Product Design[J].International Journal of Quality& Reliability Management.1995,12(6):75-84.
[6] 張繼宏,王文志.車輛控制臂優(yōu)化設(shè)計(jì)[J].公路與汽運(yùn),2016,(2):7-10.
[7]Murali M.R.Krishna,Aaron Stange.Topology and Classical Shape Optimization of a Lower Control Arm- a Case Study.ASME 2006 International Design Engineering Technical Conferences&Computers and Information in Engineering Conference.September 10-13,2006.
[8] 石廣豐,高 韜.基于ABAQUS的某汽車懸架控制臂仿真模態(tài)分析[J].長春理工大學(xué)學(xué)報(bào):自然科學(xué)版,2013,36(6):75-77.
Design optimization of front lower control arm for passenger car on the basis of robustness
YIN Xuelian
(R&D Center,Shanghai Huizhong Automotive Manufacturing Co.,Ltd.,Shanghai 200122,China)
CAE analysis and test verification have been performed to buckling strength of the automobile front lower control arm.The DRBFM has been conducted on the basis of failure mode.It is found out that the vertical position of ball joint center relative to control arm body is sensitive to the buckling failure mode.The design has been optimized to minimize the effect of manufacture tolerance to achieve an expected and robust failure mode as per functional demands on the basis of QFD and Taguchi method.The effectiveness has been tested and verified.The advanced planning of product quality has been performed by applying the DFSS.
Front lower control arm;Ball joint center;Buckling deformation;Failure mode;Robustness
TP391.7
A
10.16316/j.issn.1672-0121.2017.05.022
1672-0121(2017)05-0073-04
2017-05-04;
2017-06-15
陰雪蓮(1979-),女,碩士,工程師,從事汽車零部件設(shè)計(jì)開發(fā)。E-mail:yinxuelian@shac.com.cn
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
