白字胎生產中常見缺陷的原因分析及解決措施
2017-12-19 05:13:41王君健張鳳杰
世界橡膠工業 2017年11期
王君健, 張鳳杰, 朱 鵬
(樺林佳通輪胎有限公司,黑龍江 牡丹江 157032)
白字胎生產中常見缺陷的原因分析及解決措施
王君健, 張鳳杰, 朱 鵬
(樺林佳通輪胎有限公司,黑龍江 牡丹江 157032)
分析白字胎生產中常見缺陷的產生原因,并提出相應的解決措施。白字黑膠、白胎側變色、胎側露白、胎側左右張力不一致可通過優化結構設計、合理管控生產過程、確定設備及工藝參數、執行標準作業規程等措施解決。
白字胎;白胎側;白字黑膠;白胎側變色;胎側露白;胎側左右張力不一致
0 前 言
隨著SUV市場的火熱,經常配用于SUV 的白字輪胎受到了越來越多消費者的青睞。但由于白胎側特殊的膠料配方,白字胎對輪胎制造技術、工藝過程管控提出了更高的要求。本研究對白字胎生產中常見缺陷的原因進行分析,并提出相應的解決措施。
1 白字黑膠
白字黑膠是指白字胎在打磨后白字位置局部存在黑膠,有的甚至整體都是黑膠。黑膠的存在影響了輪胎的美觀,降低了外觀合格率(圖1)。

圖1 白字黑膠
1.1 原因分析
(1)白膠寬度設計不足。
(2)半成品胎側寬度不良或白膠位置不良。
(3)成型時接頭量不符合標準。
(4)蓋膠厚薄不均,成型時接頭量超標。
(5)硫化裝胎時生胎未定向放置。
(6)白字胎硫化后充氣不良。
(7)打磨時白胎側各點不完全處于同一水平面。
1.2 解決措施
(1)根據模具白字高度設計半成品白膠的寬度,一般規格白膠上下端點要寬出模具字高10~15 mm,以降低生產中胎側寬度波動導致的白字黑膠。
(2) 白胎側壓出時嚴格按照標定的螺桿轉速、引出速度設定工藝參數,生產中按照施工標準檢點胎側總寬、白膠寬度及位置。
(3)白胎側接頭量過大、過小、接頭偏歪都會導致局部無白字。成型時嚴格按照標準作業,白胎側接頭量0~1 mm,偏歪量≤1 mm。成型時除胎側定位外增加白膠定位,保證白膠位置與模具白字位置吻合。
(4)膠片壓延時嚴格按照標準設定輥溫、輥速、輥距,生產時檢點膠片厚度。
(5)白字胎硫化增加生產提示,提出色線放置方向要求,以保證白胎側與模具白字方向一致。并且硫化增加定點,機械手固定位置增加光標,對蓋膠接頭位置進行定點,轉入后光標位置(蓋膠接頭位置)對應到側板空白處。
(6)白字胎因胎側厚度大,易發生后充氣不良。適當減小硫化后充氣夾盤間距,可有效避免后充氣不良。硫化后及時后充氣,充氣壓力、夾盤間距符合標準,后充氣不良的輪胎打磨過程中需要重新調整打磨高度,以保證打磨質量。
(7)打磨時放正輪胎,經常在夾盤子口部位噴涂脫模劑,以保持子口潤滑。
2 白胎側變色
最常見的白字變色是白字變黃、變灰。白胎側變黃如圖2所示。
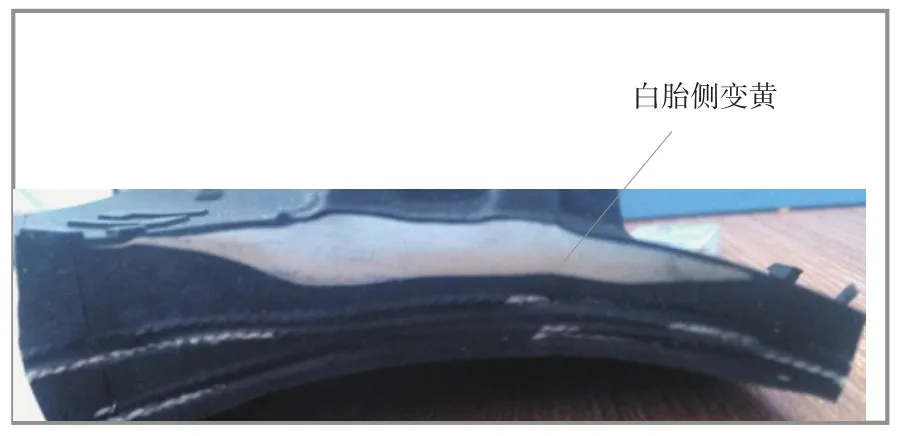
圖2 白字變色
2.1 原因分析
(1)白膠混煉過程中混入雜質。
(2)白膠、混煉膠存放超期、存放環境不符合標準。
(3)蓋膠壓延過程中混入雜質,復合后蓋膠中的油遷移到白膠。
(4)輪胎擺放不符合標準,一條輪胎的油遷移到白膠。
(5)磨白邊過程污染,磨白邊后未及時涂刷白膠保護液。
2.2 對策措施
(1)為保證白膠品質,建議采用專用混煉設備生產白膠,白胎側預備擠出時清理機腔,并將清出機腔的膠料下片。
(2)嚴格按要求控制廠房溫度、濕度,保證材料先進先出。
(3)蓋膠生產前清理機頭,清理輥筒。
(4)打磨好的輪胎需要現場碼放時,處理完畢的輪胎仍要求白字對白字、黑邊對黑邊整齊排放。
(5)打磨完的輪胎表面必須保持清潔,有粉末要及時吹凈,打磨完的輪胎要及時涂刷保護液,要做到均勻涂刷、少量涂刷,嚴禁滴淋到胎側,弄臟輪胎。
3 胎側露白
胎側露白一般有2種形式。一種是硫化前二段胎胚就存在露白情況,外觀檢查非常容易發現;另一種是硫化后胎胚出現露白情況,生產中較難對策。

圖3 胎側露白(白字未打磨)
3.1 原因分析
(1)蓋膠厚度不足,貼合偏歪,與胎側復合有氣泡。
(2)胎側白膠厚度超標,硫化后白膠流動到蓋膠外。
(3)三角膠高度、厚度超標,三角膠端點與白膠端點集中,導致材料過分流動。
(4)成型胎側打壓后白膠變形大、蓋膠壓薄。
3.2 對策措施
(1)白胎側蓋膠外觀要求表面光滑有黏性,厚度均勻。成型時檢點膠片寬度,寬度不合格者嚴禁使用;成型時胎側下壓輥打壓胎側后貼合胎側蓋膠,蓋膠貼合以和貼合鼓相切為準,貼合后用海綿輥滾壓一周,保證蓋膠與白胎側之間無氣泡、平順光滑。
(2)嚴格控制白膠厚度,保證白膠厚度均勻。
(3)成型時檢點三角膠高度、質量,三角膠端點厚度符合標準。
(4)檢查一段胎側打壓壓輥到機鼓的距離,確保壓力符合標準、壓輥轉動靈活、胎側貼合燈標位置正確。
4 左右胎側張力不一致
出于經濟和輪胎性能的綜合考慮,白字胎通常采用的輪輞內側是黑胎側、外側是白胎側。白胎側在硫化后需要打磨掉一部分,這就要求半成品胎側壓出時胎側左右兩側厚度不一致,白胎側厚度須大于黑胎側厚度,且白膠的收縮率大于黑膠。胎側生產時非常容易遇到的問題就是左右胎側張力不均(圖4)。
4.1 原因分析
(1)胎側口型板寬度、厚度設計不合理。
(2)螺桿轉速、引出速度不符合要求。

圖4 胎側張力不一致
4.2 解決措施
(1)白胎側口型采取非對稱設計,白字胎胎側示意圖如圖5所示,口型板設計尺寸經驗值如表1所示。按照表1的調整,可以保證黑白兩條胎側同時擠出、尺寸對稱。

圖5 白字胎胎側示意圖
(2)預備胎側壓出時按照標準設定螺桿轉速、引出速度,定期校準螺桿轉速。

表1 白胎側口型設計經驗值表
5 結 語
針對白字胎生產中常見的缺陷進行分析,通過優化結構設計、合理管控生產過程、確定設備及工藝參數、執行標準作業規程等措施,有效改善了白字胎生產中的缺陷,進一步提高了輪胎的使用性能,取得了良好的社會及經濟效益。
TQ 336.1
B
1671-8232(2017)11-0054-03
[責任編輯:朱 胤]
2016-12-23
