基于PLC的壓縮空氣站多用途遠程控制系統設計
2017-12-13 11:50:49吳國蓁
科技與創新 2017年24期
關鍵詞:指令
吳國蓁
(重慶材料研究院有限公司,重慶 400707;國家儀表功能材料研究中心,重慶 400707)
基于PLC的壓縮空氣站多用途遠程控制系統設計
吳國蓁
(重慶材料研究院有限公司,重慶 400707;國家儀表功能材料研究中心,重慶 400707)
為了解決工業制造企業多工序對壓縮空氣站的不同需求,操作不便等問題,設計了一種基于PLC的多用途遠程控制系統。控制系統以可編程邏輯控制器PLC為核心,滿足不同工序遠程啟停、相互獨立、延時停機等功能,實現了壓縮空氣站的便捷控制、無人值守和節約能耗。
壓縮空氣站;PLC;遠程控制;控制系統
壓縮空氣站在工業制造企業中擔負為氣動負載和氣動工具提供動力氣源的關鍵作用。傳統壓縮空氣站多采用本地繼電控制,只能在本地啟停,操作不便。某企業一套空壓站氣源供應多個工序,其中某一工序工作完畢還不能關閉空壓站,需所有工序工作完畢才能關閉。針對某些特定工序,需要延遲關閉空壓站,還需配備專人值守,以確保空壓站能及時關閉,避免能源的浪費。本文設計了一種以PLC為控制核心的多用途遠程控制系統,根據某企業不同工序的需求,設置多工序遠程控制開關,獨立控制空壓站,并通過PLC程序有效識別,各工序互不影響,相互獨立。對于特殊工序,可實現延時關閉,無需專人值守。這實現了對空壓站的遠程便捷控制、無人值守,大大降低了能耗。
1 多用途遠程控制系統簡介
壓縮空氣站由一臺螺桿式空壓機、MAM-880微電腦控制器組成。微電腦控制器自帶遠程/本地選擇控制和3路開關量輸入接口,并有相序保護、缺相保護和電機保護功能。多用途遠程控制系統主控制器選用S7-200 PLC,該控制器具有結構緊湊、穩定可靠、抗干擾能力強等優勢[1],因此,被廣泛應用于工業現場控制中。多用途遠程控制系統通過調用MAM-880微電腦控制器的開關量輸入接口,用S7-200 PLC設計多路開關量輸入,經程序算法輸出開關量信號,實現空壓站遠程7工序獨立啟停,特殊工序延時關閉的功能。其具體功能如下:①7工序遠程獨立啟動、停止。控制系統設置7路鑰匙開關,分別控制7道工序,每道工序獨立控制,互不影響。啟動空壓站時,只需撥動鑰匙開關至“開”狀態,空壓站經6 s星角降壓啟動完畢,工作指示燈點亮。停止空壓站時,只需撥動鑰匙開關至“關”狀態,空壓站經10 s轉至空載運行后延時停機。②特殊工序需要延時停機的,撥動鑰匙開關至“關”狀態后,當前工序啟動指示燈以0.5 s的頻率閃爍,直至預置時間到后自動停機。
2 控制系統硬件設計
本系統硬件主要包括S7-200 PLC控制器、斷路器和中間繼電器。PLC控制器選用CPU 224 CN(AC/DC/RLY)型,其集成有14位數字量輸入和10位數字量輸出模塊[2],滿足系統I/O點的設計需求。PLC集成輸出點具有帶負載能力強等優勢,能直接驅動中間繼電器線圈,方便可靠。同時,它還集成有24 VDC輸出,能為傳感器提供動力電源。硬件接線如圖1所示。PLC控制器有1個RS-485通信接口,支持PPI主站/從站、MPI從站和自由口協議[3]。系統通過PC-PPI電纜實現上位機與硬件的通信,時時上載和修改參數,通過集成DO接口驅動中間繼電器輸出開關量,與空壓站MAM-880微電腦控制器1,3端子交互控制,實現遠程控制。系統運行反饋由空壓站主電機接觸器輔助觸點輸入,反饋信號穩定、可靠,確保使用人和PLC控制器有效識別和判斷空壓站的實際運行狀態。
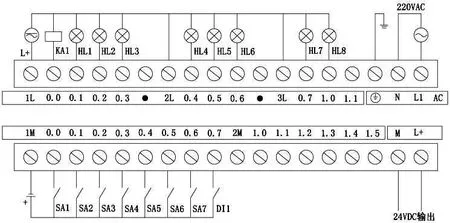
圖1 PLC硬件接線圖
3 控制系統軟件設計
本系統軟件采用西門子公司STEP 7-MicroWIN V4 SP3編程軟件,STEP7采用結構化設計,程序可讀性強,調試和維護方便[4]。系統通過主程序對各I/O接口進行數據采集,利用相關程序算法實現對空壓站狀態的識別、延時時間的設定、停機條件的判斷。
3.1 常規工序軟件設計
空壓站啟停時,撥動鑰匙開關,PLC檢測到有開關量信號輸入,PLC在每個掃描周期內觸發輸入寄存器I0.x動作,邏輯能流觸發內部寄存器Mx.0,從而觸發輸出寄存器Q0.x,驅動24 VDC工作指示燈。同時,啟停指令通過內部寄存器Mx.O傳遞到空壓站啟停程序網絡,網絡中用上升沿|P|指令檢測啟動信號,下降沿|N|指令檢測停機信號,驅動輸出寄存器Qx.0控制中間繼電器,將啟停信號發送給MAM-880微電腦控制器,實現空壓站的啟動和停止。
3.2 特殊工序軟件設計
為了實現空壓站延時停機功能,控制程序用100 ms時基T3x定時器與計數器Cx組合使用,用T3x定時器的常開觸點使增計數指令(CTU)在每一個(CU)輸入的上升沿從當前值開始計數,直至預設值(PV)。每一次計數,定時器的時基改變為計數器當前計數值與PT、時基的乘積。計數器的復位,由計數器預設值(PV)和當前工序正在運行2個條件判斷,二者有一條件成立,計數器指令復位。通過計數器Cx的邏輯輸出,Cx常閉觸點控制內部寄存器Mx.O,延時控制輸出寄存器Qx.0,從而實現延時的控制。特殊工序軟件設計啟停原理與常規工序軟件設計一致,PLC用下降沿|N|指令檢測停機信號,檢測到停機信號時,用SM0.5指令產生脈沖,控制工作指示燈以0.5 s的頻率閃爍,直至自動停機。停止空壓站的運行需進行停機條件的判斷,查看其是否符合停機要求,只要有一道工序還在工作,不滿足停機要求,系統仍繼續運行,直至所有工序均發出停機信號,控制程序邏輯取反|NOT|指令才能實現停機的檢測和控制。軟件控制程序流程如圖2所示。系統用SM0.5指令產生0.5 s持續脈沖,定時器TON、TOF和計數器Cx組合設計,實現不同時基的延時設定,邏輯取反|NOT|指令和負跳變指令ED判斷停機要求。在程序控制過程中,為了更好地保護空壓站的硬件設備,程序上采用啟停指令延時和互鎖軟保護設計,有效避免了軟硬件的沖突和損壞,提高了系統的可靠性。
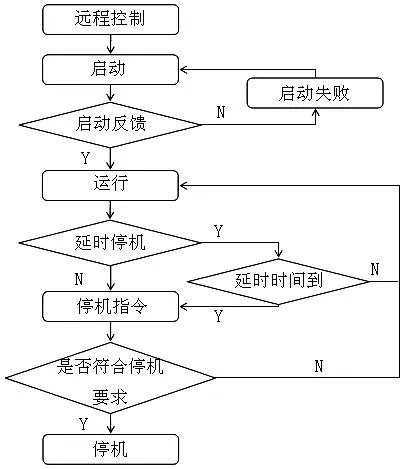
圖2 軟件控制程序流程圖
4 結論
基于可編程邏輯控制器PLC的壓縮空氣站多用途遠程控制系統實現了不同工序遠程啟停、相互獨立、延時停機功能,實現了空壓站便捷控制,大大降低了能耗,而且工作過程無需人員值守,有效提高了工作效率。
[1]姚福來,孫鶴旭,楊鵬,等.變頻器、PLC及組態軟件實用技術速成教程[M].北京:機械工業出版社,2010.
[2]吳志敏,陽勝峰.西門子PLC與變頻器、觸摸屏綜合應用教程[M].北京:中國電力出版社,2009.
[3]西門子.西門子 S7-200系統手冊.[EB/OL].[2017-10-17].http://www.siemens.com.cn,2009/.
[4]西門子.西門子 S7-200選型手冊.[EB/OL].[2017-10-17].http://www.ad.siemens.com.cn,2009/.
吳國蓁(1987—),男,本科,主要從事工業控制方向的工作。
〔編輯:白潔〕
TF305
A
10.15913/j.cnki.kjycx.2017.24.105
2095-6835(2017)24-0105-02
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27