軸流轉(zhuǎn)槳式水輪機槳葉樞軸裂紋的處理
2017-11-29 17:00:20祁康全張廣華顧平良
水電站機電技術(shù) 2017年11期
祁康全,張廣華,顧平良
(國網(wǎng)浙江省電力公司緊水灘水力發(fā)電廠,浙江 麗水 323000)
軸流轉(zhuǎn)槳式水輪機槳葉樞軸裂紋的處理
祁康全,張廣華,顧平良
(國網(wǎng)浙江省電力公司緊水灘水力發(fā)電廠,浙江 麗水 323000)
通過對石塘水電站1號水輪機轉(zhuǎn)輪3號槳葉樞軸的裂紋分析,確定了裂紋清除、焊前預(yù)熱溫度、焊接工藝參數(shù)及焊后熱處理溫度、保溫時間等工藝方案,并嚴(yán)格控制各階段工藝過程。成功地完成了槳葉樞軸裂紋缺陷處理,為處理類似設(shè)備缺陷積累了經(jīng)驗。
軸流轉(zhuǎn)槳;槳葉樞軸;裂紋處理
1 設(shè)備概況
石塘水電站位于浙江省云和縣,系甌江流域大溪支流的第二級電站。電站總裝機3臺,單機容量為2.6萬kW,年發(fā)電量1.89億kW·h,以發(fā)電為主兼顧航運,電站并入電網(wǎng)擔(dān)負(fù)系統(tǒng)部份峰荷,并以航運流量約50 m3/s作為基荷運行。
石塘電站水輪機為軸流轉(zhuǎn)槳式水輪機,單個轉(zhuǎn)輪共有5張葉片,設(shè)備由杭州發(fā)電設(shè)備廠生產(chǎn)。投產(chǎn)時間為1990年,水輪機型號為ZZ500-LH-420,出力為2.68萬kW·h,設(shè)計水頭為22.2 m,設(shè)計流量為139 m3/s,額定轉(zhuǎn)速為150r/min,吸出高度HS為5.80m。轉(zhuǎn)輪槳葉數(shù)為5張,最大槳葉轉(zhuǎn)角為30°,槳葉材料為ZG0Cr13Ni4CuMo。葉片相關(guān)尺寸見圖1.
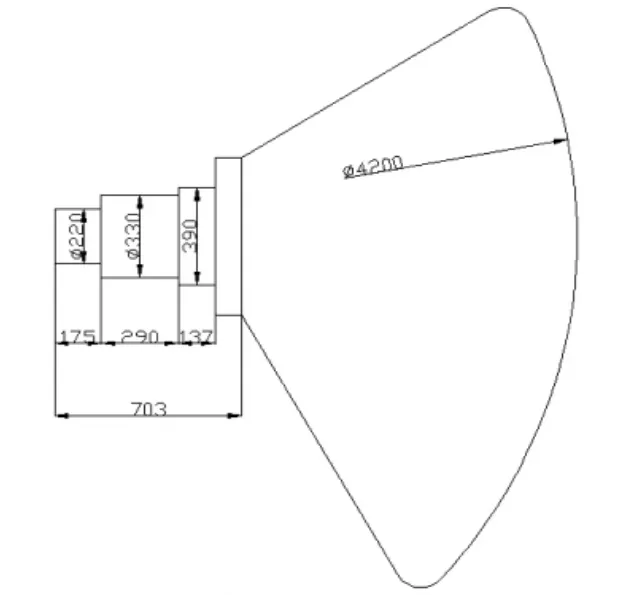
圖1槳葉結(jié)構(gòu)示意
2 槳葉樞軸裂紋情況
在石塘電站1號機組進行擴大性大修過程中,檢查發(fā)現(xiàn)3號葉片進行外觀檢查時,發(fā)現(xiàn)樞軸中段存在裂紋,出現(xiàn)在葉片的正面方位。隨后立即進行無損探傷時發(fā)現(xiàn),3號槳葉樞軸拐臂段(φ330 mm段)存在長度為100 mm,平均深度為27 mm的裂紋,其走向與樞軸中心線呈55°,見圖2。經(jīng)現(xiàn)場在3號槳葉樞軸裂紋處鉆孔,發(fā)現(xiàn)裂紋深度超過20 mm,與無損探傷結(jié)果吻合。按照CCH70-3《水力機械鑄鋼件檢驗規(guī)范》和GB7233《鑄鋼件超聲探傷及質(zhì)量評級方法》中超聲波探傷技術(shù)條件考核,此類缺陷的鑄鋼件是不能接受的,認(rèn)定裂紋缺陷嚴(yán)重。
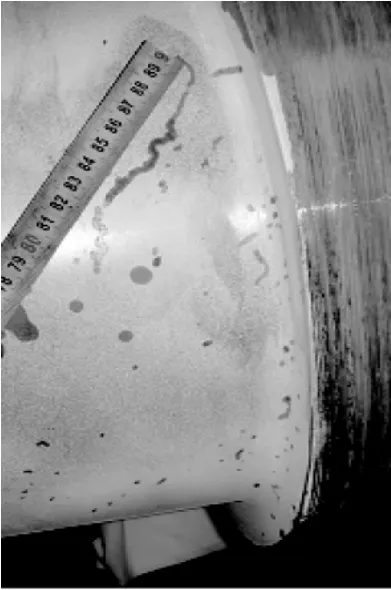
圖2槳葉樞軸PT照片
由于槳葉樞軸裂紋深度較深和較長,又在φ330段分半鍵邊,屬于受剪切力影響區(qū),同時咨詢相關(guān)專家,認(rèn)為樞軸裂紋必須去除干凈并處理合格。從裂紋發(fā)展情況分析,簡單修復(fù)影響設(shè)備運行,設(shè)備何時損壞難以確定,因此決定外送專業(yè)生產(chǎn)廠家處理。
3 槳葉樞軸裂紋的實際深度
槳葉送廠家以后,處理單位為探明的裂紋長度與深度制訂了樞軸裂紋的處理方案,并按方案進一步處理。
1)首先對樞軸拐臂處進行PT探傷檢查,找出裂紋位置和深度;
2)通過上鏜床或磨光機手工打磨等金加工方式,清除裂紋后再次進行探傷檢查,沒有裂紋后再進入下一道工序。
在處理過程中,當(dāng)用砂輪機開出坡口至25 mm深時,PT(著色劑探傷,以下同)檢查,發(fā)現(xiàn)裂紋還有,結(jié)合UT(超聲波探傷,以下同)檢查,檢查結(jié)論為裂紋深度65 mm,且長度較長及走向復(fù)雜,確定裂紋較深且樞軸內(nèi)部存在較多缺陷。
繼續(xù)用金加工工藝去除裂紋。去除裂紋所用車床為數(shù)顯落地鏜床,用鏜床每挖去5 mm深度,立即用PT檢查裂紋是否存在。第三天時發(fā)現(xiàn)裂紋深度已超過80 mm,超出預(yù)計65 mm的深度;繼續(xù)去除裂紋,當(dāng)PT檢查無裂紋時,φ330段裂紋深度為150 mm。最后裂紋尺寸為最深:150 mm,沿圓周向長210 mm,沿軸向長182 mm。
4 槳葉裂紋成因分析
轉(zhuǎn)輪槳葉系澆鑄部件,單張槳葉重達1 982 kg,形狀較為復(fù)雜,樞軸段的結(jié)構(gòu)與功能基本如下:直徑220 mm段及直徑390 mm段為限位軸承段,裂紋存在的主要區(qū)域為槳葉的操作區(qū)域,與操作機構(gòu)的拐臂配裝,運行時根據(jù)負(fù)荷情況調(diào)整葉片開度,直徑630段為葉片動密封段。出現(xiàn)裂紋部位的槳葉操作區(qū)域,是結(jié)構(gòu)應(yīng)力集中區(qū)域,承受機組運行時葉片離心力所形成的拉應(yīng)力、葉片重力及軸向水推力產(chǎn)生彎應(yīng)力及葉片操作及葉片沿周向不均勻受力產(chǎn)生的扭應(yīng)力,由于工況不同,受水力不平衡及汽蝕情況的影響,該區(qū)域承受交變應(yīng)力。
在水市場中有四類主體一個平臺:四類主體是水權(quán)需求者、水權(quán)持有者、政府和社會,相應(yīng)關(guān)系是橫向反映市場主體供求關(guān)系,即水權(quán)需求者與持有者的關(guān)系;縱向反映政府與市場和社會的關(guān)系。一個平臺是水市場,是處于系統(tǒng)的核心,作為中介,為水權(quán)需求者和持有者提供交易平臺。
由于樞軸的結(jié)構(gòu)尺寸較大,鑄造時,中心部分結(jié)構(gòu)疏松,晶粒粗大,強度低,極易產(chǎn)生鑄造缺陷。查閱該設(shè)備出廠記錄及已往的檢修記錄,該處沒有存在裂紋的記錄。因此,可以判定該裂紋為鑄造時產(chǎn)生的微裂紋或其他缺陷,在長期受復(fù)雜外力的作用下擴展延伸至表面的。
5 補焊
采用手工電弧焊,采取焊前預(yù)熱,焊后退火的消除焊接應(yīng)力措施。
(1)焊接前測量及焊接區(qū)域修形。焊接前對葉片翼形進行測量,以備核驗在焊接及加熱過程中的變形量;由于焊接深度大,并且金加工后存在焊接死角,有必要對焊接區(qū)域進行修形,有利于現(xiàn)場焊接及保證焊接質(zhì)量。
(2)預(yù)熱。對葉片除堆焊區(qū)域外都用石棉布、石棉紙包裹,施工采用加熱保溫方式,采用電爐預(yù)熱,電爐加熱時升溫速度不大于60℃/h。升溫至200℃后并保持不小于1 h,出爐進行焊接(見圖3)。
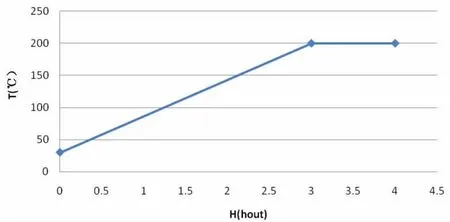
圖3槳葉預(yù)熱溫度變化曲線圖
(3)焊接。采用手工電弧焊,調(diào)整焊接電流在80~120 A之間,槳葉本身材質(zhì)為馬氏體,為了保證補焊質(zhì)量,而采用了熔合性較好的奧氏體焊條;焊接過程中,控制道寬7~8 mm,層間厚度2~3 mm。采用船形焊接的方法進行焊接,焊接的方向為橫向焊接,避免焊縫的縱向收縮引起軸頭的變形,控制工件溫度在100~200℃之間,控制層間溫度200℃;在焊接區(qū)附近覆蓋防飛渣涂料。焊接過程中,在樞軸軸頭安裝百分表監(jiān)測變形量,隨時監(jiān)視百分表的讀數(shù),控制軸頭的變形量不大于0.2 mm,如變形量過大則中斷焊接,待百分表的讀數(shù)小于0.1 mm后再行焊接;每焊完一層,用風(fēng)鏟和鋼刷進行焊道清理,清理后用錘擊的方法消除焊接應(yīng)力。焊接中斷及焊接過程中工件溫度小于100℃,葉片整體進爐加熱,保溫的同時對焊縫進行了200℃的去氫處理。
(4)退火。為了較徹底地消除槳葉在補焊中產(chǎn)生的焊接應(yīng)力,補焊完畢后,將槳葉用石棉材料包裹,放入回火爐內(nèi)進行了退火處理。整個葉片回爐加熱至300℃,電爐加熱時升溫速度不大于60℃/h,保溫不小于8 h,然后隨爐冷卻至100℃后出爐自然冷卻至室溫。退火過程溫度控制嚴(yán)格按照退火工藝曲線進行,見圖4。
6 精加工
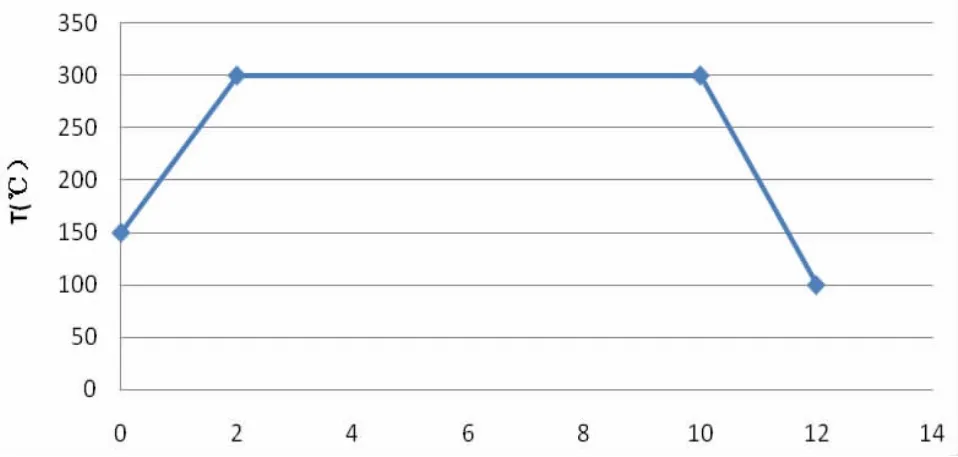
圖4槳葉焊后熱處理溫度變化曲線圖
(1)修形。在葉片端焊中心孔塊,并劃線。槳葉上鏜床加工葉片端及樞端中心孔。以直徑630 mm端面將葉片找平后,以630 mm圓周面找正樞端中心孔,直徑390 mm圓周面作為校核面。葉片端焊中心孔以劃線鉆出,以車床實際讀數(shù)調(diào)出中心。調(diào)整后各樞軸檔尺寸如表1所示。在此尺寸下,直徑220 mm段實際變形量為1.25 mm,實際加工量為1.5 mm。精車直徑220 mm段后,直徑390 mm、直徑330 mm圓周面及直徑390 mm端面加工至離表面0.20 mm左右(不破壞本體為原則),最后用砂輪機磨出各表面。
(2)修后探傷。金加工后,再次對樞軸焊接面、熱影響區(qū)、擴大影響區(qū)及槳葉根部超聲波探傷及表面探傷檢查,補焊部分合格。在直徑330 mm與直徑390 mm過渡段(熱影響區(qū))存在較淺的局部裂紋,隨之進行去除裂紋并修補處理,再次探傷檢查均合格。在這一缺陷區(qū)域的其他區(qū)域,仍存在細(xì)小缺陷,但未達到評定標(biāo)準(zhǔn)。
(3)外形尺寸檢查。重新測量葉片的翼形尺寸,變形量小于標(biāo)準(zhǔn)值,對樞軸各工作面進行復(fù)核,各實測尺寸數(shù)據(jù)見表1:
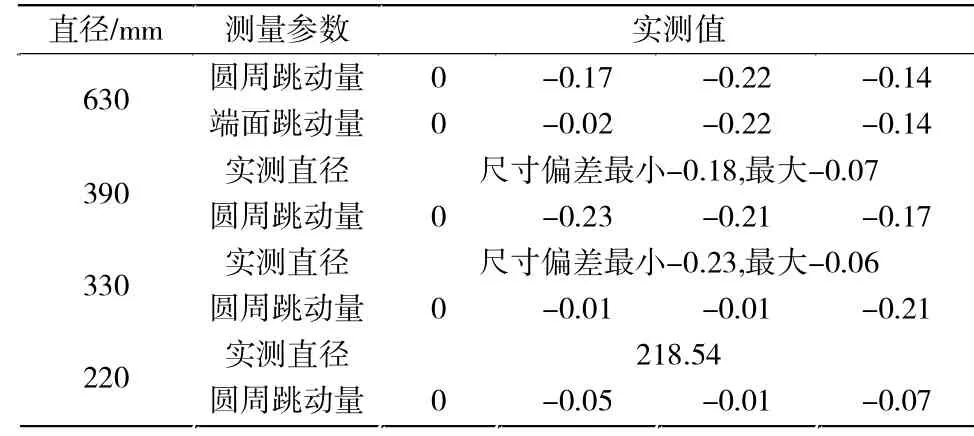
表1樞軸各工作面實測尺寸
7 修后檢驗和專家意見
金加工后,焊接面、熱影響區(qū)、擴大影響區(qū)及槳葉根部PT、UT檢查。UT檢查,補焊部分合格。φ330~φ390過渡段存在局部裂紋,隨之進行去除裂紋并修補處理,處理后經(jīng)PT檢查合格。
樞軸檢修結(jié)束后,對本次的樞軸處理影響進行了會商與討論,形成了一致意見:
(1)對鑄鋼件,裂紋深度超過軸徑1/3,屬報廢品,本次修復(fù)屬挽救性處理,因此補焊后,部件實際材質(zhì)難于保證原材質(zhì)本身所提供的技術(shù)保證;
(2)由于槳葉樞軸本身的材質(zhì)為ZG00Cr13Ni4 CuMo,材料中含銅,補焊過程影響材料性能(銅元素晶界偏析);槳葉本身材質(zhì)為馬氏體,為了保證補焊質(zhì)量,而采用奧氏體焊條,補焊體本身材質(zhì)明確,質(zhì)量可靠,但由于補焊接面積過大、深度過深,因此熱影響區(qū)的材質(zhì)變化較大,不利于設(shè)備的長期穩(wěn)定運行;
(3)槳葉修復(fù)過程中產(chǎn)生的殘余應(yīng)力無法在短時間內(nèi)重新達到平衡,影響設(shè)備長期穩(wěn)定運行。
綜合各方意見,槳葉可以投入運行,保守估計能使用1~2年,設(shè)備實際使用壽命難以確定,設(shè)備運行時間越長風(fēng)險和不確定性越大,且對該處缺陷的發(fā)展情況無法檢查和監(jiān)測,應(yīng)及早做好相關(guān)更換槳葉準(zhǔn)備。
8 修后應(yīng)用情況
槳葉安裝到位后,與槳葉拐臂配裝合格,轉(zhuǎn)動靈活,與樞軸銅套(滑動軸承)配裝合格,與“λ”形葉片密封配裝合格,安裝后做滲漏試驗密封圈處無滲漏,說明整個處理過程中槳葉樞軸變形控制在設(shè)計范圍內(nèi)。機組大修后,經(jīng)過3年時間的運行,情況正常,在隨后的機組A級檢修中,解體檢查該葉片,沒有發(fā)現(xiàn)裂紋。
9 結(jié)論
軸流轉(zhuǎn)槳式水輪機的槳葉是水輪機的核心部件,樞軸存在的裂紋其深度達直徑的一半,對現(xiàn)在的加工制造水平認(rèn)為屬于報廢品,無修復(fù)必要,因此在處理時也找不到相似的處理經(jīng)驗,本次槳葉樞軸裂紋的成功修復(fù)對相似的水輪機缺陷處理具有一定的參考與借鑒意義。
槳葉裂紋處理首先是應(yīng)慎重,盡量借用無損檢測手段確定深度與裂紋的走向;其次,去除裂紋應(yīng)用金加工等冷處理手段,如本次裂紋如為了加快速度而用碳弧氣刨,則裂紋可能貫穿樞軸;第三,對焊接材料選用奧氏體焊條,同時在焊接時做好保溫和消氫,適當(dāng)控制變形是一個比較合適的方案。
[1]李承福,岳德山,張宏濤.電加熱器預(yù)熱在水輪機轉(zhuǎn)輪焊接中的應(yīng)用[J].大型鑄鍛件,2009(6):23-24.
[2]劉敏.水輪機轉(zhuǎn)輪裂紋的焊接修復(fù)[J].科技傳播,2012(11):182-183.
TK733+.5
B
1672-5387(2017)11-0034-03
10.13599/j.cnki.11-5130.2017.11.013
2017-08-30
祁康全(1968-),男,工程師,從事水電廠水動檢修技術(shù)管理工作。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
新聞傳播(2015年10期)2015-07-18 11:05:40