大型六拐曲軸自由鍛造工藝研究
2017-11-17 02:48:39趙艷敏李晶晶趙熙喆沈陽鑄鍛工業有限公司鍛造分公司
鍛造與沖壓 2017年21期
文/趙艷敏,李晶晶,趙熙喆·沈陽鑄鍛工業有限公司鍛造分公司
大型六拐曲軸自由鍛造工藝研究
文/趙艷敏,李晶晶,趙熙喆·沈陽鑄鍛工業有限公司鍛造分公司
本文主要闡述大型六拐曲軸鍛件的鍛造過程,并分析過程中的各個控制要點和操作方法,確定出較為合理的工藝參數,從而保證六拐曲軸的外觀質量及內在質量。
壓縮機是動力機械的心臟,曲軸則是壓縮機中的脊梁。作為傳遞動力的傳動體,曲軸將活塞的往復運動轉換為旋轉運動,并向外輸出全部功率。由于其工作中承受周期不斷變化的氣體力、往復運動質量慣性力、旋轉急動離心力等復雜交變載荷,同時還要承受振動附加應力的作用,產生扭轉和橫向與縱向振動,承受拉、壓、彎曲等載荷,受力情況復雜,容易產生疲勞破壞,因此對曲軸的強度、剛性、韌性和耐磨性等綜合機械性能提出了較高的要求。針對大型六拐曲軸,對鍛件本身的形狀尺寸,尤其是拐與拐之間的角度尺寸控制也極為嚴格。
工藝確定過程
鍛件的工藝尺寸及技術要求
我公司為某氣壓機廠生產的六拐曲軸鍛件圖如圖1所示,交貨重量9100kg,材質35CrMo,按氣壓機廠0061-2002Ⅴ組標準驗收,其技術指標如表1所示。
由表1可看出,六拐曲軸鍛件形狀較復雜,技術條件要求嚴格,其主要生產技術難點在于:
⑴該曲軸曲拐成120°夾角均勻分布,因此鍛造成形時要保證角度準確,這是鍛造成形難點。
⑵超聲波探傷、低倍、金相等內部質量要求嚴格,需從冶煉、鍛造和鍛后熱處理等多方面采取相應技術措施,才能確保達到技術要求。
工藝流程
其工藝流程為:冶煉——鋼錠加熱——鍛造——鍛后熱處理——鍛件外觀檢驗——機械加工——物理檢驗——交貨。
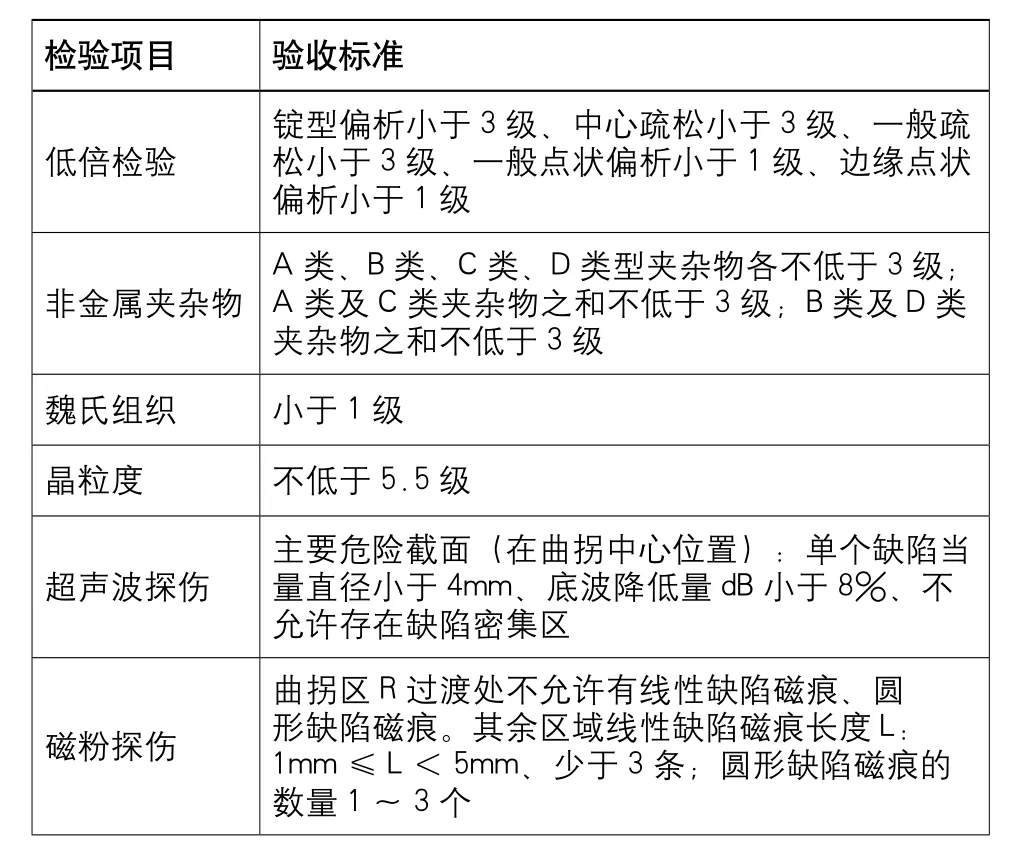
表1 技術指標
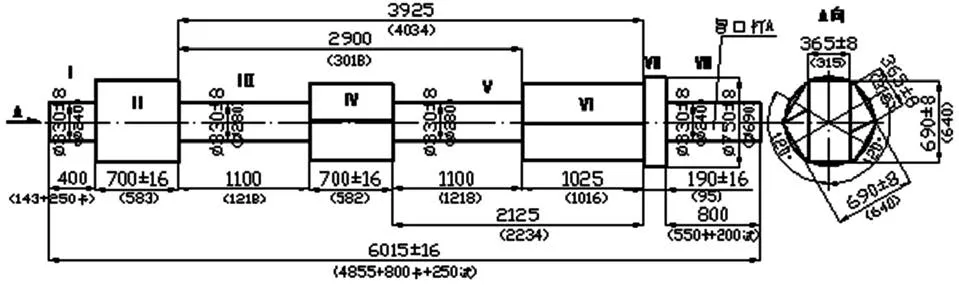
圖1 六拐曲軸鍛件圖
工藝方案制定
冶煉
由于對六拐曲軸的低倍組織及非金屬夾雜物的要求比較嚴格,為保證其質量,采用真空精煉工藝,即電爐粗煉鋼水+LFV鋼包精煉。真空精煉過程要嚴格控制真空度和真空保持時間,真空度要控制在100帕以下,保持時間15~20分鐘。這樣就能保證從源頭上有效控制鋼錠內部質量,減少鋼中夾雜與偏析,控制S、P≤0.015%、〔H〕≤3ppm。
本工藝選用14t真空精煉鋼錠,材料利用率為65%。
鋼錠加熱
加熱的目的是使鋼獲得單一的奧氏體組織,提高塑性,降低變形抗力,同時使分子擴散,成分均勻化。加熱溫度和保溫時間是加熱過程的主要控制參數。頭幾火在保證不過燒的情況下,溫度盡可能的高,選擇1220~1250℃;最后一火選擇1150~1180℃,這樣保證曲軸在要求的剩余鍛比情況下,能夠得到比較細的晶粒,同時保證魏氏組織的形成級別符合技術標準要求。
六拐曲軸鍛造工藝編制
⑴一火:壓鉗口,倒棱,錯水口。
操作中要確保鉗口不能壓偏,這樣才能保證鋼錠的軸心不致于在后續變形過程中發生偏斜,避免大鋼錠中心部位冶金質量較差部分流動到危險截面。
⑵二火:鐓粗至φ1600mm。
根據鍛件機械性能和探傷要求,鍛造比選取K≥4。14t鋼錠直接拔長不能滿足鍛比的要求,故增加鐓粗工序。保證鐓粗直徑足夠大以提高鍛比,使曲軸的綜合性能指標得到提升。鐓粗后將保溫時間增加50%以增加下道工序壓實效果。
⑶三火:寬砧走扁方拔長至截面為正六方800mm的坯料。
鋼錠的鍛透程度、內部裂紋的萌生和鍛件成形質量,均與變形坯料的尺寸變化直接有關。反映在拔長工序中體現在對相對送進量(砧寬比)、料寬比和壓下量等方面,應對其進行有效地控制。縱向砧寬比及橫向料寬比示意圖如圖2所示。
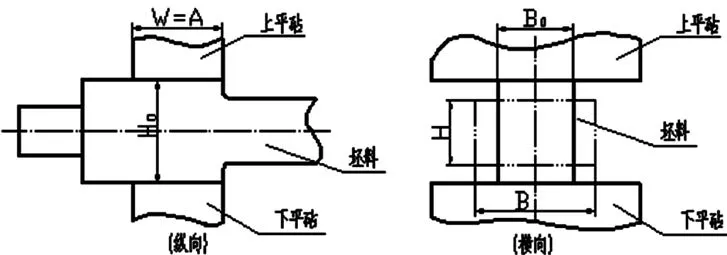
圖2 縱向砧寬比及橫向料寬比示意圖
平砧拔長矩形截面坯料,其實質就是矩形毛坯進行局部鐓粗加剛端影響的結果。由于直接處于砧子作用下的變形區要受到與其毗鄰自由端(不變形端)的作用,故與平砧單獨鐓粗方柱體相比:當砧寬比A/H<0.5時,會增大變形體中心的軸向拉應力σx,同時坯料心部變形量小,不利于中心壓實。而砧寬比A/H>0.5時,會減小變形體中心的軸向拉應力σx。當A/H≥0.6~0.8時,軸向會作用壓應力,此時坯料心部受力狀態良好,變形區出現側面單鼓形,坯料中間區域變形量大,有利于焊合冶金缺陷。
寬砧走扁方拔長法,就是為保證拔長變形體的內部質量,采用大送進量即滿砧進給,A=W(W為上砧寬度);大壓下量,每次壓下率εH1和εH2都在20%左右。在拔長過程中,控制縱向砧寬比W/H在0.6~0.8之間,絕大部分拔長變形時間內,瞬時砧寬比在一個方向,即軸向可以達到最佳參數值0.7,控制橫向料寬比0.5<B/H<2(如圖2所示)。經過90°翻轉,確保坯料在不同方向上均產生壓縮變形,翻轉180°可使坯料在一個方向上變形十分充分,達到鍛件內部組織和性能比較均勻的效果。拔長過程中,坯料一直呈扁方狀態,在橫向截面表現為壓扁。根據剛塑性力學拉應力理論,這種條件下,坯料的變形主要在坯料中心部分,壓下量增大,易變形區擴大。再由于坯料心部受與其毗鄰自由端(不變形端)的限制,軸向受壓,從而增強了心部壓實效果,使鋼錠心部的疏松、夾雜物被充分打碎壓合。故寬砧走扁方拔長法,既可保證坯料心部充分變形,使鋼錠內部不可避免的孔隙提前焊合,又可避免產生RST效應及表面變形不均勻。
寬砧走扁方拔長法就是用上、下寬平砧(砧寬800mm),按照WHF法壓下程序,根據具體的變形數據,在高溫下對坯料進行拔長鍛造。按照WHF法中的展寬系數公式:α=0.78-0.14H-3、△b=α·△H(α:展寬系數;H:壓下前高度;△H:高度壓下量;△b:寬度展寬量),確定每一次變形的工藝參數,計算出該拔長各過程的截面尺寸。
具體操作過程為:上下800mm寬砧,先將鐓粗后的坯料拔至1500mm。滿砧進給壓下率為20%。
⑴開始第一次走扁方拔長:以180°翻轉,壓至截面950mm×1810mm。
⑵翻轉90°開始進行第二次走扁方拔長:以180°翻轉,壓至截面950mm×1400mm。
⑶翻轉90°壓至截面:φ1150mm,開坯正六方形截面800mm(圖3)。
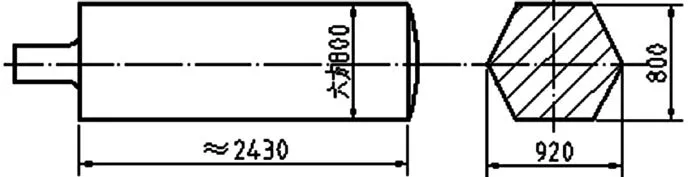
圖3 寬砧走扁方拔長坯料圖
為了確保圖1中Ⅱ、Ⅳ、Ⅵ部位之間互成60°,首先要鍛六方鍛坯。按經驗公式:(A為六拐曲軸板部寬度,B為板部厚度),確定鍛制六方鍛坯的尺寸為六方800mm。要求六方必須保證尺寸、角度正確,避免在后序變形時因此而發生角度失控。
⑷四~五火:進行角度預置,在不同部位、不同方向鍛出曲拐、曲拐徑(具體方法如圖4所示),對曲拐角度進行修正,出成品。
為確保曲軸鍛件內部質量,對鍛造操作提出如下注意事項:
⑴鍛制正六方鍛坯要求六方要正,保證尺寸、角度的準確性,避免在后序變形時因此而發生角度失控。
⑵壓曲板時,要壓正六角形角對角方向,使其互成60°角。
⑶分料時控制好卡料尺寸,防止曲拐脫節。
⑷整個鍛造過程中注意旋轉方向,防止將三個曲拐角度壓反,造成角度錯誤無法修復。
鍛后熱處理
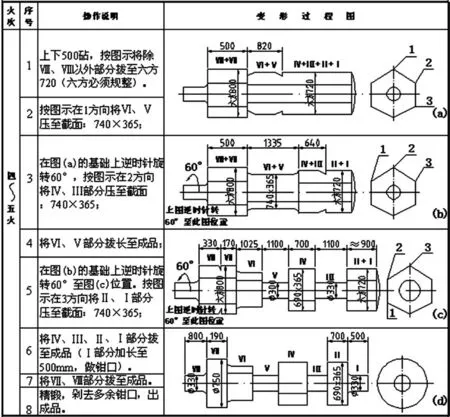
圖4 六拐曲軸四~五火鍛造工藝卡片
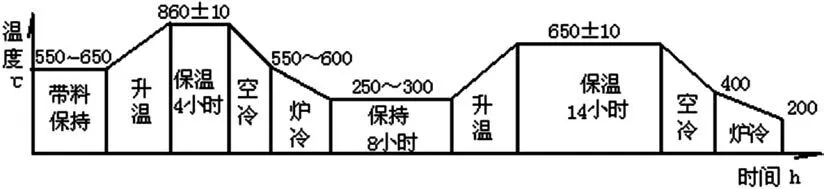
圖5 等溫退火曲線
由于六拐曲軸鍛造火次多,操作控制復雜,為避免曲軸鍛件鍛后存在粗晶、混晶、魏氏組織、白點等缺陷,鍛后六拐曲軸采用等溫退火處理,達到細化晶粒、調整組織、防止白點、提高鍛后切削性能目的。具體熱處理加熱曲線如圖5所示。
鍛件外觀檢驗
采用此工藝共生產7件大型六拐曲軸鍛件,經檢驗其中一件曲拐部分角度偏差約2°,重新修整后也達到了工藝要求。
鍛件物理檢驗
實施該工藝方案后,所鍛大型六拐曲軸鍛件探傷合格,性能達到技術要求,結果均優于氣壓機廠0061-2002Ⅴ組要求。
結論
⑴采用角度預置法整體鍛造大型六拐曲軸,是一種新型的鍛造工藝方法。所鍛曲軸金屬纖維連續無扭曲,鍛件質量較好,工裝輔具投入少,鍛件附加值高,經濟效益顯著,可應用于多種等角度多拐曲軸鍛造生產,具有良好的推廣應用價值。
⑵鍛造過程中縱向砧寬比、橫向料寬比及壓下率的控制,對保證鍛造寬薄板類鍛件內部質量具有重要作用。

趙艷敏,沈陽鑄鍛工業有限公司鍛造分公司技術部主任工藝師,高級工程師。主要從事自由鍛造工藝開發及技術服務工作。主持完成的核電站用217t雙鉤國產化開發研制獲得沈陽鑄鍛公司科技成果一等獎,第三代CAP1400核電屏蔽電動泵飛輪保持環的研制獲得沈陽鑄鍛公司科技成果銀獎。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車觀察(2016年3期)2016-02-28 13:16:26
