熱交換器螺旋折流板無車削加工數(shù)控下料探討
2017-11-07 10:02:42立軍
石油化工設(shè)備 2017年3期
, , , 立軍
(中國石油 大慶石化公司, 黑龍江 大慶 163714)
熱交換器螺旋折流板無車削加工數(shù)控下料探討
郎凱,鄭忠鵬,張巍,郎立軍
(中國石油 大慶石化公司, 黑龍江 大慶 163714)
螺旋折流板式熱交換器的芯子是由管束和多塊扇形板按給定的傾斜角度和間隔組裝而成,總體外觀是圓柱型組合體。芯子整體與外殼組裝后,管束外形成近似螺旋狀通道。螺旋折流板加工制作工序繁多,板材下料手工操作質(zhì)量難于保證,在大型立式車床上用專用胎具配合加工外圓會增加制造成本。采用推導(dǎo)計算解析法精確求出了熱交換器螺旋折流板展開圖上各點尺寸及坐標(biāo),解決了手工作圖法展開操作繁瑣及圖形質(zhì)量粗糙的難題,并通過引導(dǎo)公式求得投影圖上各相關(guān)的三維坐標(biāo)值,實現(xiàn)數(shù)控自動切割下料,改變了傳統(tǒng)制造工藝程序,使折流板外圓無須車加工一次成型,達(dá)到創(chuàng)新、高效、低耗的目的。
熱交換器; 螺旋折流板; 數(shù)控自動切割; 車削; 下料
螺旋折流板式熱交換器結(jié)構(gòu)形式獨(dú)特新穎,能使流動介質(zhì)呈螺旋推進(jìn),可以減少因介質(zhì)劇烈折流而產(chǎn)生的嚴(yán)重壓降[1-6]。螺旋折流板式熱交換器的制作工藝復(fù)雜、制造難度大,但其換熱效果優(yōu)良,管束結(jié)垢較少,因而在石油化工等行業(yè)中廣受青睞。螺旋折流板式熱交換器的芯子一般是由4組與軸線傾斜成一定角度的螺旋折流板和貫穿的管束以及管板等組成的圓柱形,整個芯子軸向投影是圓形,而每片螺旋折流板的軸向投影是1/4圓,并在其上沿軸向分布若干管孔[7-12]。
在螺旋折流板開發(fā)研制初級階段,一般采用手工作圖法繪制螺旋折流板展開樣板,再用樣板劃線,周邊留有加工余量后手工切割下料,在傾斜胎具上組焊鉆孔后,圓弧部分須經(jīng)車削加工,再切掉兩直邊余量部分才可組裝使用[13-15]。這其中車削加工費(fèi)用約占整個折流板加工費(fèi)用的1/3,并且需在較大型立式車床上配備專用胎具才能完成。手工作圖法展開操作繁瑣,圖形質(zhì)量粗糙。為此,經(jīng)分析研究,決定采用數(shù)控自動切割下料,折流板上圓弧部分直接下料切出,不留加工余量,無須車削加工,略加修整后可直接裝配使用。文中對螺旋折流板數(shù)控切割下料相關(guān)情況進(jìn)行簡單探討。
1 投影圖與展開圖特性分析
設(shè)計圖樣一般是將展開圖樣沿軸線傾斜一定角度(即工作狀態(tài))下的投影圖,即以實際折流板軸線OO′為軸轉(zhuǎn)動傾斜一定角度β后所得到的1/4圓的投影圖,見圖1。
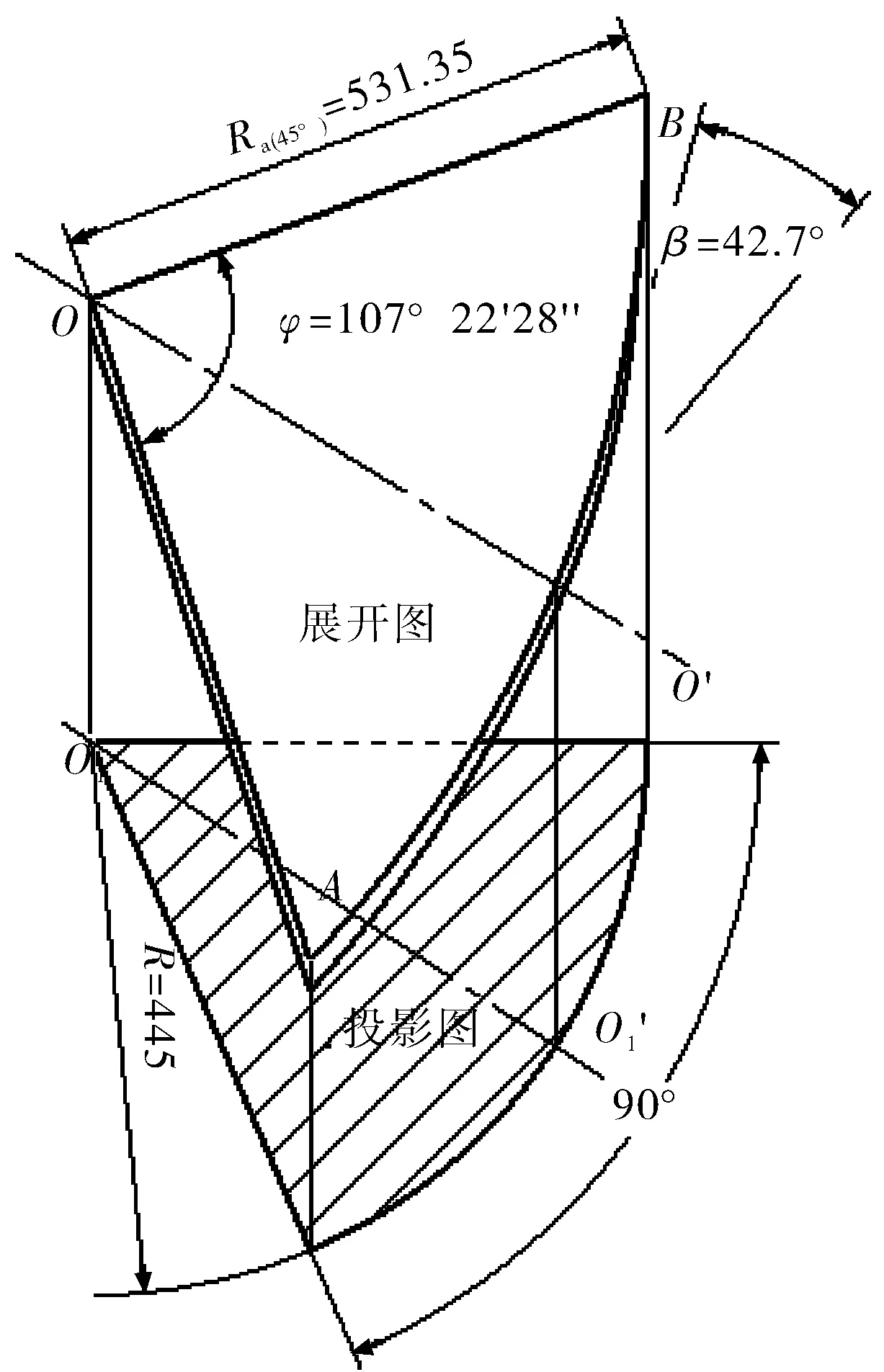
圖1 折流板展開圖與投影圖
制造螺旋折流板時,需要把投影圖還原展開成實際形狀尺寸圖,因此展開后的軸線長OO′應(yīng)當(dāng)與投影圖軸線長O1O1′平行并且相等,而在展開圖軸線之外的半徑長度則隨角度變化而不斷增大。除了軸線之外,展開后的半徑Rα總是大于投影半徑R,見圖2。投影圖展開所形成的曲線是非圓曲線,曲線長度大于投影圖圓弧線長,展開后扇形兩直角邊夾角也大于投影平角(90°),扇形左右兩部分對稱于OO′軸線,如果在扇形兩直邊加上適當(dāng)寬度a(加工余量),則形成了完整的生產(chǎn)下料圖。準(zhǔn)確的生產(chǎn)下料圖及相關(guān)參數(shù)是折流板制造加工過程中檢測所需的重要參考。
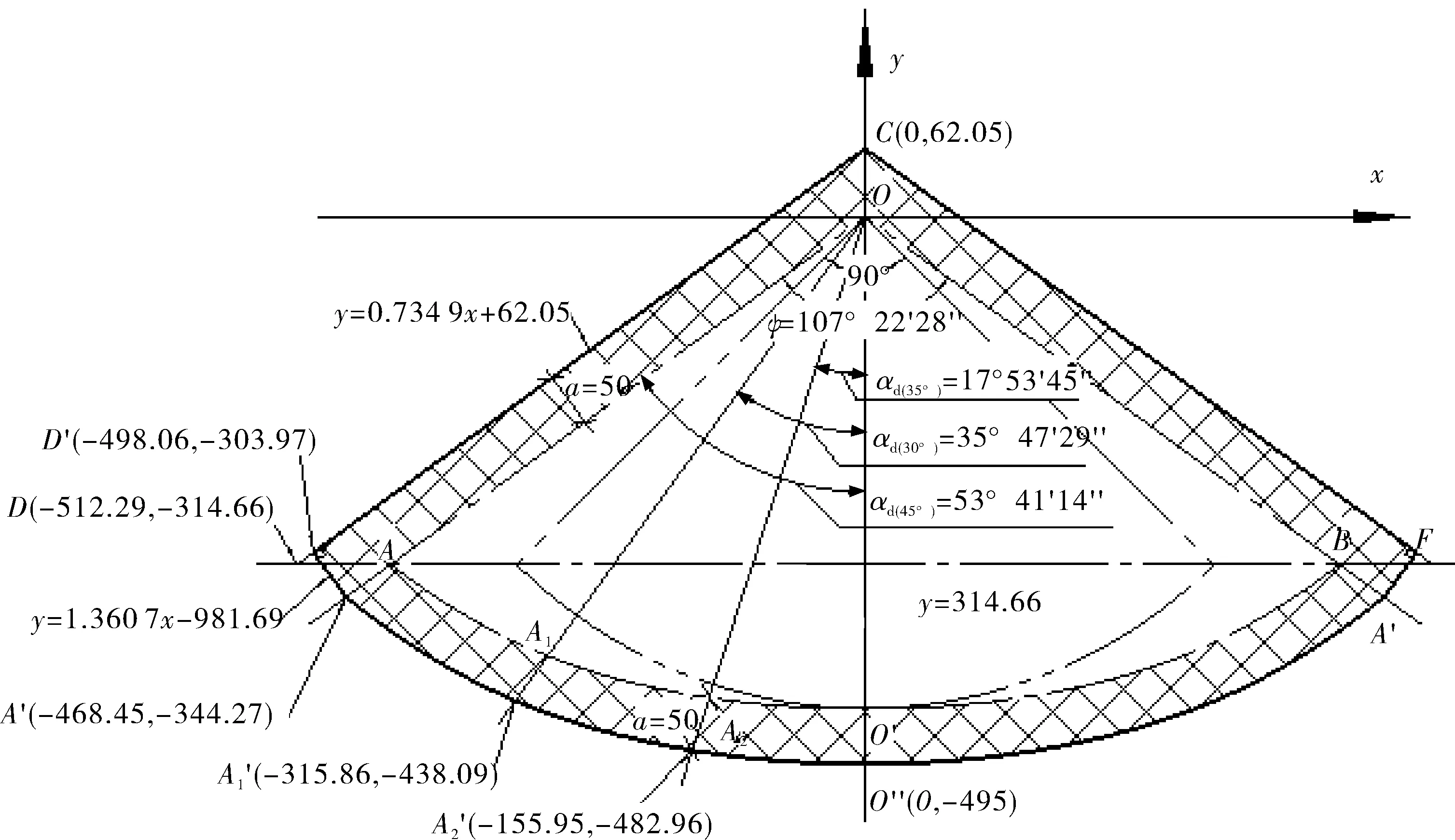
圖2 折流板投影圖與生產(chǎn)下料圖
2 投影圖展開參數(shù)計算推導(dǎo)
圖2中所圍成的圖形是螺旋折流板的投影圖,OAO′B所圍成的是投影圖的展開圖,軸線OO′與O1O1′重合,扇形直邊外陰影部分a=40 mm為加工余量,根據(jù)圖1、圖2可推導(dǎo)出投影展開圖隨角度變化的半徑Ra、展開圖扇形角度Ф和展開圖半徑位置當(dāng)量角度αd,分別為:

(1)
Ф=2tan-1(1/cosβ)
(2)
αd=Фα/90°
(3)
式(1)~式(3)中,R為投影圖半徑,mm;β為折流板傾斜角;角度α按投影圖計算時選定(0~45°),α每選定一個值,R和αd都對應(yīng)有固定值。
以圖2為例,將R=445 mm,β=42.7°,α=0°、15°、30°、45°分別代入式(1)~式(3),得到的折流板投影圖展開尺寸見表1。
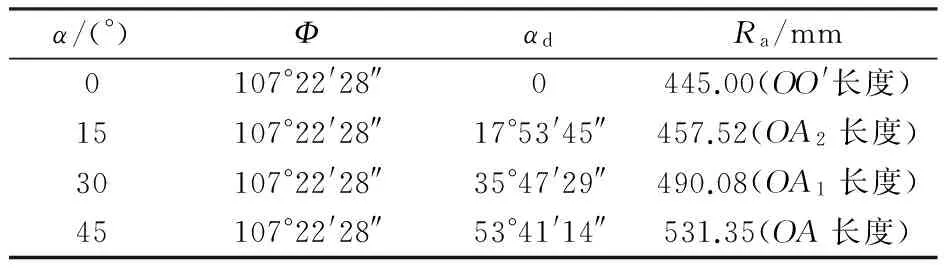
表1 折流板投影圖展開尺寸
若OO′為y軸,O點處橫軸為x軸,則展開生產(chǎn)下料圖中左半部弧線上點的坐標(biāo)計算公式為:
x=Rasinαdy=Racosαd
(4)
將α=0°、15°、30°、45°分別代入式(4),得左半部弧線上各點的坐標(biāo)點數(shù)值,見表2。
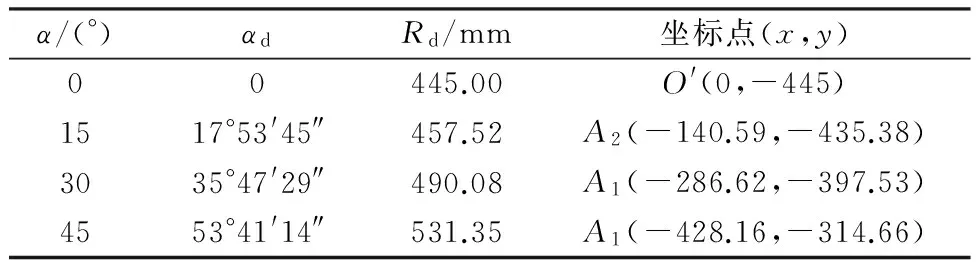
表2 折流板投影圖弧線上各點坐標(biāo)
計算得到扇形處直邊實長CD=560.75 mm,同理可知C、D點的坐標(biāo)為C(0,49.64)、D(-451.85,-282.43),直線CD方程為y=0.734 9x+49.64,直線AD方程為y=-1.360 7x-897.2。右半部弧線參數(shù)值與左半部對稱相同,只是坐標(biāo)值的正負(fù)號有所改變。
3 數(shù)控切割時板料所處狀態(tài)及結(jié)果
3.1板料水平狀態(tài)垂直切割
當(dāng)板料處于水平狀態(tài)垂直切割下料時,板的周邊斷面與板面垂直,螺旋折流板工作狀態(tài)時右端是高端,折流板厚度δ和傾斜角β雙重作用將引起右端曲線的下部由軸線中心向外邊逐漸凸出。材料水平狀態(tài)垂直切割后工作狀態(tài)投用圖見圖3。
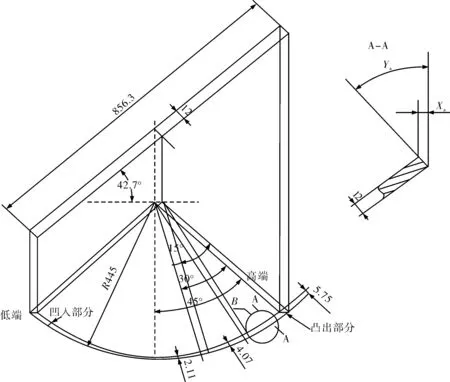
圖3 板料水平狀態(tài)垂直切割后工作狀態(tài)投用圖
當(dāng)β<90°時,凸出值Xa隨δ和β的增大而增大,隨投影圖半徑R的位置不同而改變。當(dāng)半徑處于投影圖扇形直邊時(45°),凸出值達(dá)到最大。同理,左半部(低端)曲線的下部由中心向外逐漸向內(nèi)凹進(jìn)。
凸出值計算公式為:
Xa=δsinβsinα
(5)
以圖3為例,將δ=12 mm、β=42.7°和α代入式(5),得α為0°、15°、30°、45°時的凸出值分別為0、2.11 mm、4.07 mm和5.75 mm(最大值)。
由以上分析計算可知,板料水平狀態(tài)垂直切割下料得到的螺旋折流板在組裝時,高端圓弧凸出部分將減小芯子與筒體內(nèi)壁之間的間隙,而低端凹入部分將導(dǎo)致折流板與筒體內(nèi)壁呈線接觸狀。要解決此問題,數(shù)控切割機(jī)的割炬必須具備在切割曲線不同位置時隨時按需要不斷改變角度Ya=sin-1(Xa/δ)的功能,這樣才能將高端凸出部分切除填補(bǔ)低端凹入部分。
本例中α=45°時Ya=28°37′52″(最大改變角度),也就是割炬應(yīng)能隨偏轉(zhuǎn)角度切割不同弧線位置,而逐漸使左右各偏轉(zhuǎn)28°37′52″,這只須在二軸數(shù)控切割機(jī)上加裝可控偏轉(zhuǎn)機(jī)構(gòu),實現(xiàn)切割位置與偏轉(zhuǎn)角度聯(lián)動即可,但是在現(xiàn)實中往往不具備此條件。
3.2板料傾斜狀態(tài)(工作角度)垂直切割
當(dāng)板料傾斜角為β、OO′軸線在水平狀態(tài)而割炬垂直向下切割時,按投影圖三維坐標(biāo)運(yùn)動切出的曲線部分能完全滿足折流板工作狀態(tài)的要求。以圖4為例,OAO′B為螺旋折流板的投影圖,CDAO′BF為最終生產(chǎn)下料圖的投影圖,其中OA∥CD,AD∥OD2,OADC為左半部加工余量的投影,投影曲線上各點的三維坐標(biāo)公式為:

(6)
將α=0°、15°、30°、45°分別代入式(6),得到各點的三維坐標(biāo)為O′(0,-445,0)、A2(-115.17,-429.84,-106.28)、A1(-222.5,-385.38,-205.32)、A(-314.66,-314.66,-290.36)。

圖4 板料工作角度垂直切割時坐標(biāo)圖

4 結(jié)語
采用解析計算法,通過簡單公式可推算出螺旋折流板展開圖和數(shù)控切割時投影圖三維坐標(biāo)相關(guān)參數(shù),圓弧部分不須車削加工稍加修磨即能滿足使用要求,可一次下料成型,鉆孔后切掉多余直邊部分即可進(jìn)行組裝。采用三維理想切割方式可順利解決板料水平切割時產(chǎn)生的弧線下部凸出和凹入,及與筒體呈線接觸的難題,但對數(shù)控切割質(zhì)量提出了更高的要求,實施過程中有諸多細(xì)節(jié)尚待完善,例如對所用胎具及組對質(zhì)量要求較嚴(yán)格、管束孔相對圓弧位置需精準(zhǔn)等。
采用文中新工藝加工螺旋折流板省工、省料,可節(jié)約大量加工費(fèi)用。按每年制造80臺螺旋折流板芯計算,可節(jié)約加工費(fèi)用40多萬元,經(jīng)濟(jì)效益顯著。
[1] 肖興,梁定球,張正國,等.螺旋隔板低翅片管油冷卻器的工業(yè)應(yīng)用[J].石油化工設(shè)備,2008,37(3):71-73.
(XIAO Xing,LIANG Ding-qiu,ZHANG Zheng-guo,et al. Industry Application of Helically Baffled Heat Exchanger Combined with Low-finned Tubes as an Oil Cooler[J].Petro-chemical Equipment,2008,37(3):71-73.)
[2] 曹緯.國外新型換熱器介紹[J].化學(xué)工程,2000,28(6):50-52,56.
(CAO Wei. Introduction on New Types of Overseas Heat Exchangers[J].Chemical Engineering,2000,28(6):50-52,56.)
[3] 陳永東,陳學(xué)東.我國大型換熱器的技術(shù)進(jìn)展[J].機(jī)械工程學(xué)報,2013,49(10):134-143.
(CHEN Yong-dong,CHEN Xue-dong. Technology Development of Large-scale Heat Exchanger in China[J].Journal of Mechanical Engineering,2013,49(10):134-143.)
[4] 潘振,陳寶東,商艷麗.螺旋折流板換熱器的研究與進(jìn)展[J].節(jié)能技術(shù),2006,24(1):81-85.
(PAN Zhen,CHEN Bao-dong,SHANG Yan-li. Research and Development of the Spiral Baffled Heat Exchanger[J].Energy Conservation Technology,2006,24(1):81-85.)
[5] 張正國,高學(xué)農(nóng),方曉明,等.螺旋隔板換熱器的研究及應(yīng)用[J].化工進(jìn)展,2006,25(z1):199-202.
(ZHANG Zheng-guo,GAO Xue-nong,F(xiàn)ANG Xiao-ming,et al. Research and Application of the Helically Baffled Heat Exchanger[J].Chemical Industry and Engineering Progress,2006,25(z1):199-202.)
[6] 王秋旺,羅來勤,曾敏.交錯螺旋折流板管殼式換熱器殼側(cè)傳熱與阻力性能[J].化工學(xué)報,2005,56(4):604-607.
(WANG Qiu-wang,LUO Lai-qin,ZENG Min.Shell-side Heat Transfer and Pressure Drop of Shell-and-tube Heat Exchangers with Overlap Helical Baffles[J].Journal of Chemical Industry and Engineering(China),2005,56(4):604-607.)
[7] GB/T 151—2014,熱交換器[S].
(GB/T 151—2014,Heat Exchangers[S].)
[8] 陳亞平.一種螺旋折流板換熱器扇形折流板的加工方法:中國,201210052911X[P].2012.
(CHEN Ya-ping. A Helical Baffle Heat Exchanger Fan Baffle Plate Processing Method:China,201210052911X[P].2012.)
[9] 楊繼宏,郭傳東.螺旋折流板的加工方法[J].化工裝配技術(shù),2012,33(5):50-53.
(YANG Ji-hong,GUO Chuan-dong. Machining Process of Helical Baffle[J]. Chemical Equipment Technology,2012,33(5):50-53.)
[10] 陳亞平.適合于正三角形排列布管的螺旋折流板換熱器[J].石油化工設(shè)備,2008,37(6):1-5.
(CHEN Ya-ping. A Novel Helix Baffled Heat Exchanger Suitable for Tube Bundle Arrangement with Equilateral Triangles[J].Petro-chemical Equipment,2008,37(6):1-5.)
[11] 張少維,周榮蘭,桑芝富.折流板間距對換熱器性能影響的數(shù)值研究[J].南京工業(yè)大學(xué)學(xué)報(自然科學(xué)版),2005,27(3):65-68.
(ZHANG Shao-wei,ZHOU Rong-lan,SANG Zhi-fu. Numerical Simulation of Heat Exchangers for Different Baffle Spacing[J]. Journal of Nanjing University of Technology(Natural Science Edition),2005,27(3):65-68.)
[12] 楊軍,陳保東,孫成家.螺旋與弓形折流板換熱器性能對比及螺旋角優(yōu)化[J].遼寧石油化工大學(xué)學(xué)報,2005,25(2):59-62.
(YANG Jun,CHEN Bao-dong,SUN Cheng-jia. Performance Comparison Between Helical and Segmental Baffle Board Heat Exchangers and Optimization of Helix Angle[J].Journal of Liaoning University of Petroleum & Chemical Technology,2005,25(2):59-62.)
[13] 朱覺新.實用鈑金技術(shù)手冊[M].北京:機(jī)械工業(yè)出版社,2001:36-40.
(ZHU Jue-xin. Handbook of Practical Manual Sheet Metal Technology[M].Beijing:China Machine Press,2001:36-40.)
[14] 王文斌.機(jī)械設(shè)計手冊[M].北京:機(jī)械工業(yè)出版社,2004.
(WANG Wen-bin. Handbook of Mechanical Design[M].Beijing:China Machine Press,2004.)
[15] 北京通用機(jī)械廠.機(jī)械工人切削手冊[M].北京:機(jī)械工業(yè)出版社,1970.
(Beijing General Machinery Factory. Cutting Manual for Mechanical Workers[M].Beijing:China Machine Press,1970.)
(張編)
DiscussiononNumericalControlBlankingforHeatExchangerSpiralBafflePlatewithoutTurningProcessing
LANGKai,ZHENGZhong-peng,ZHANGWei,LANGLi-jun
(CNPC Daqing Petrochemical Company, Daqing 163714, China)
Spiral baffle plate heat exchanger core is bundle and fan-shaped board according to the given angle and interval has been assembled,the overall appearance is cylindrical. After assembly of core of the whole and shell,the flow of the tube bundle of external heat transfer medium approximate spiral channel formation,it is different from ordinary gap of the main features of the baffle plate heat exchanger,which is called the fan-shaped plate spiral baffle plate. Its manufacture process is various,and plate blanking with manual operation is difficult to guarantee quality,with special clamping fixture on large vertical lathe with machining cylindrical,the manufacturing cost will be no doubt increased,reducing efficiency. The research decided to adopt calculation,derived by analytical method to accurately calculate the heat exchanger on the spiral baffle plate expansion plan,size and coordinates of each point solutions method,which is solved the problems of complex operation and rough quality of graphic. Guided by projection formula is obtained on the 3D coordinates of each related to realize automatic CNC cutting blanking,changing the traditional manufacturing process,the outer circle of cylindrical baffle plate is formed without being machined,thus achieving the goal of innovation, high efficiency and low consumption.
heat exchanger; spiral baffle plate; automatic numerical control cutting; turning; blanking
TQ051.506; TE965
B
10.3969/j.issn.1000-7466.2017.03.008
1000-7466(2017)03-0036-05①
2016-11-26
郎 凱(1993-),男,黑龍江大慶人,助理工程師,學(xué)士,從事石油化工設(shè)備技術(shù)管理工作。