氮化硅陶瓷加熱輔助銑削過程中邊緣碎裂實驗與仿真
2017-11-06 20:47:07吳雪峰苑忠亮
哈爾濱理工大學學報 2017年5期
吳雪峰++苑忠亮


摘要:邊緣碎裂現象是陶瓷加工過程中常見的一種現象,是影響加工質量的主要因素之一。激光加熱輔助切削技術通過提高切削區溫度,改善局部材料的性能,可以降低切削力,減輕銑削加工過程中的邊緣碎裂。采用理論與實驗分析及仿真模擬的手段研究了激光加熱輔助銑削氮化硅陶瓷過程中的邊緣碎裂現象,出口邊緣碎裂由于刀具離開工件時缺乏支撐,是主要的碎裂形式。仿真模擬擴展采用擴展有限元方法,模擬了材料出口邊緣裂紋形成、擴展及碎裂的過程。理論分析、試驗結果與仿真結果表明切削區溫度是影響邊緣碎裂的主要因素。當切削區溫度超過氮化硅陶瓷的軟化溫度后,工件的加載應力與邊緣韌性都隨溫度升高而發生變化,導致邊緣碎裂隨溫度升高而降低。
關鍵詞:氮化硅陶瓷;激光加熱輔助銑削;邊緣碎裂;擴展有限元法
DOI:1015938/jjhust201705001
中圖分類號: TG655
文獻標志碼: A
文章編號: 1007-2683(2017)05-0001-06
Experiment and Simulation Analysis of Edge Chipping
in Laser Assisted Milling of Silicon Nitride
WU Xuefeng,YUAN Zhongliang
(School of Mechanical and Power Engineering, Harbin University of Science and Technology, Harbin 150080, China)
Abstract:Edge chipping of ceramics usually happens in ceramics machining and affects the quality of products Laser assisted machining can decrease cutting force and reduce edge chipping by increasing the heating assisted cutting zone temperature to improve the local properties of the material The mechanisms of edge chipping in laser assisted milling is investigated by theoretical analysis, simulation and experimental study Exit edge chipping is the main chipping due to the sudden release of the stress and the loss of material support when the tool is leaving the workpiece An extended finite element model has been developed to simulate the chip formation, crack propagation and chipping process The simulation and experimental results show that the cutting zone temperature is the main factor affecting the edge chipping When temperature is above the softening temperature of silicon nitride ceramic, the two major factors, loading stress and edge toughness, will affect the edge chipping changes with increasing temperature leading to the decrease of the width of edge chipping
Keywords:silicon nitride ceramics;laser assisted milling;edge chipping;extended finite element method
收稿日期: 2015-12-24
基金項目: 國家自然科學基金 (51205097)
作者簡介: 吳雪峰(1982—),男,博士,副教授,Email:wuxuefeng@hrbusteducn;
苑忠亮(1989—),男,碩士研究生
0引言
工程陶瓷材料具有抗磨損、耐腐蝕、重量輕、高溫強度高的優點,常作為發動機、高溫結構件、耐磨件等零件的材料。陶瓷材料性能優良,加工難度大,通常采用磨削的方法加工。刀具在加工陶瓷材料的過程中突然接觸或者離開工件時,會在工件的邊緣發生碎裂或剝落,這種損傷形式稱為邊緣碎裂。由于其隨機性大、難以控制的特點,影響陶瓷元件的加工精度,使用時由于微裂紋擴展會導致原件失效。Chiu[1]的研究表明加載應力、裂紋尺寸和斷裂韌性是影響邊緣碎裂程度的3個關鍵因素。激光加熱輔助切削技術(laser assisted machining,LAM)是一種加工脆硬材料的有效方法[2-4]。通過激光加熱提高材料的局部溫度,改變材料的加工性能,降低切削力,減少表面裂紋,提高加工表面質量。因此可以采用LAM技術加工氮化硅陶瓷,降低加載應力、減少初始裂紋,并通過加熱改變材料的斷裂韌性,達到減輕邊緣碎裂的目的[5-7]。Yang[8-9]進行了激光加熱輔助銑削氮化硅陶瓷的研究,激光的輔助作用下切削力顯著降低,表面沒有產生明顯加工裂紋。并且溫度升高至適合值后可以消除入口與內部的宏觀邊緣碎裂,出口邊緣碎裂雖然會明顯降低,但依然存在。endprint
本文通過激光加熱輔助銑削氮化硅陶瓷實驗,對加工過程中的陶瓷邊緣碎裂行為進行研究,結合仿真模擬方法,分析影響邊緣碎裂的主要因素。
1邊緣碎裂分析
Ng[10]、Cao[11]將邊緣碎裂分類為入口邊緣碎裂、出口邊緣碎裂與內部邊緣碎裂,如圖1所示。入口邊緣碎裂是刀具高速接觸工件引起沖擊形成的;出口邊緣碎裂是切削力作用于缺少支撐的出口處材而形成;內部碎裂是受陶瓷材料脆性程度影響,加工過程中沿刀具軌跡分布的碎裂。
11陶瓷加工中邊緣碎裂形成
影響陶瓷材料邊緣裂紋產生和擴展的主要因素為裂紋尺寸、加載應力和材料斷裂韌性。陶瓷工件施加載荷后的應力場強度取決于含裂紋工件的裂紋初始幾何特征及加載應力,其函數為
KI=ψσc(1)
式中:KI為加載應力場強度(MPa·m1/2);ψ為常數;σ為工件的加載應力(MPa);c為裂紋尺寸(m)。當應力強度KI超過材料斷裂韌性KIC,邊緣裂紋隨即產生。McCormick 與 Almond[12]建立的單晶壓頭模型表明臨界載荷P與邊緣距離h之間為線性關系,將其斜率定義為邊緣韌性:
Te=ΔP/Δh(2)
式中:Te為邊緣韌性(N/m);ΔP為臨界載荷之差(Pa);Δh為壓頭與邊緣距離差(m)。邊緣韌性是材料的特性與斷裂韌性為單調線性關系。材料斷裂韌性與彈性模量及臨界機械能釋放率的關系為:
KC=2GCE′(3)
式中:KC為材料的斷裂韌性;Gc為材料的臨界機械能釋放率。因此材料的邊緣韌性與臨界機械能釋放率Gc也為單調線性關系。邊緣碎裂的程度可以用邊緣碎裂的尺寸來描述,因此反映載荷應力的主切削力與反映斷裂韌性的臨界機械能釋放率是影響邊緣碎裂程度兩個主要因素。
12激光加熱對邊緣碎裂的影響
在激光加熱輔助銑削中,氮化硅陶瓷的彈性模量、強度與斷裂韌性隨溫度升高而變化,其高溫物理性能如圖2所示。
氮化硅陶瓷的彈性模量隨溫度升高而降低,當溫度達到玻璃相轉變溫度后,下降速度較快。氮化硅陶瓷的斷裂韌性進入階段II后開始迅速下降。當達到材料的脆性/塑性轉變溫度后,晶粒在軟化的玻璃相間流動產生微裂紋,其破壞作用的裂紋產生偏轉、分叉,擴展能量被消耗,擴展速率降低, 斷裂韌性會升高(階段III)。當溫度達到材料塑性轉變后(階段IV),能量通過晶粒的粘彈性流動而消散,初始裂紋無法擴展,斷裂韌性隨溫度升高而下降。因此, 激光的加熱作用通過兩方面影響加工中的邊緣碎裂:材料隨溫度升高而變化使切削力降低產生的軟化作用;材料斷裂韌性變化致使裂紋尺寸發生改變。
2激光加熱輔助銑削實驗分析
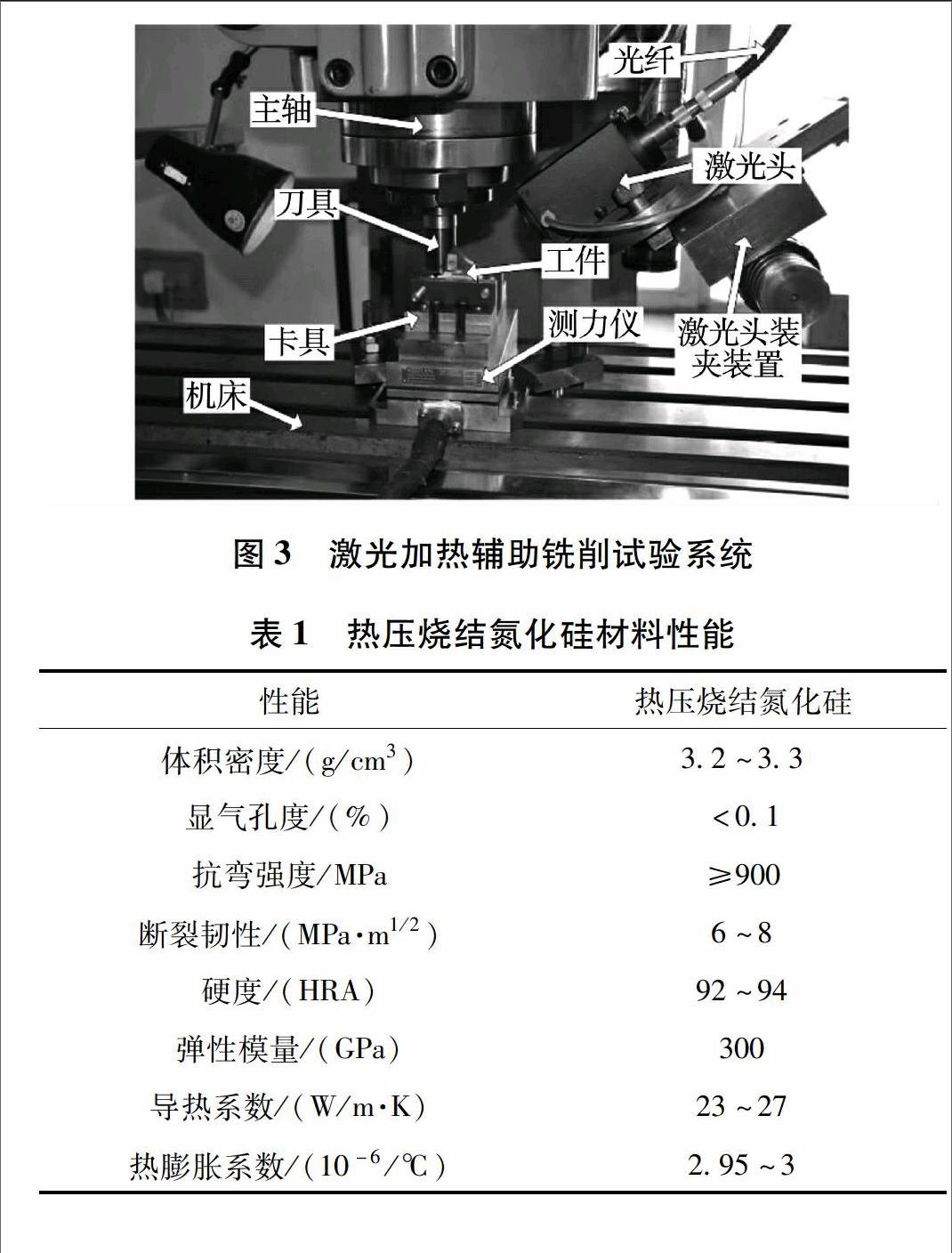
采用激光加熱輔助銑削系統進行加工實驗研究,系統包括300W YAG光纖輸出激光器、XL5032數控銑床、Kistler 9257B測力儀及紅外測溫儀,工件為商用熱壓燒結氮化硅陶瓷,激光沿X方向入射,入射角度為53°,采用機夾式立銑刀,銑刀直徑為32mm,刀片型號APMN160408,刀具材料為BZN 9100 PCBN刀片。加工系統如圖3 所示。工件材料為熱壓燒結氮化硅材料,材料性能如表1 所示,X射線衍射分析結果如圖4所示,其成分主要為βSi3N4。實驗采用的基準參數為:激光能量Pl=140W,切削速度vc=593m/min,進給速度vf=118mm/min,進給量f=002mm/r,切削深度ap=025mm,加工得到的工件如圖5 所示。
采用不同激光能量時加工得到工件的邊緣碎裂圖片如圖6所示。激光加熱導致局部材料轉變為塑性,材料受刀具的沖擊作用減輕,工件入口與內部邊緣碎裂不明顯。但是由于刀具切削至工件邊緣時缺少支撐,產生明顯的出口邊緣碎裂。并且邊緣碎裂寬度隨激光能量增加而明顯減小。
邊緣輪廓中相鄰尖點的距離定義為碎裂長度,工件頂面與側面的碎裂長度定義為側面長度h與頂面寬度w,如圖7所示。在加工范圍內取五個邊緣碎裂嚴重位置的側面長度與頂面寬度的平均值,工藝參數對邊緣碎裂及切削力的影響規律如圖8所示,圖中所示的溫度為通過溫度測驗及仿真預測得到的切削區域溫度值[13]。
邊緣碎裂長度及切削力隨激光能量變化如圖8(a)所示,隨激光能量增加切削區溫度升高,切削力降低,邊緣碎裂長度也隨之而降低。當激光能量為100W時,材料處于玻璃相轉換區(圖2階段I),此時材料為脆性,硬度高,碎裂寬度依然較大。當激光能量范圍為120~160W時,氮化硅性能處于階段II,此時斷裂韌性值隨溫度升高而減小,提高邊緣碎裂程度提高。然而溫度提升引起材料軟化,切削力降低,降低邊緣碎裂的程度。碎裂寬度的總體趨勢隨激光能量增加而降低,說明此時材料的軟化作用要強于斷裂韌性降低引起的負面影響,但碎裂寬度的降低速度變慢。當激光能量升高至180W后,此時的切削區溫度使材料斷裂性能達到階段III,軟化與斷裂韌性對邊緣碎裂程度影響趨勢相同,邊緣碎裂寬度明顯降低。此溫度范圍是適合激光加熱輔助銑削的最佳溫度范圍。由于激光能量超過200W后激光中心溫度過高,形成氧化硅氣泡,并且表面燒蝕嚴重,影響階段IV試驗得到的數據。
進給量及切削深度對邊緣碎裂的影響如圖8(b)、8(c)所示,進給量與切削深度對切削區溫度的影響較小,材料的斷裂性能變化很小,而切削力隨進給量與切削深度的增加而升高,并且邊緣碎裂長度也隨之而增加。說明此時影響邊緣碎裂的因素主要是切削力的變化,作用在材料上的應力增加致使邊緣碎裂長度增加。
3邊緣碎裂仿真分析
采用有限元仿真技術可以模擬斷裂過程中裂紋產生、裂紋擴展和材料損傷,分析各因素對斷裂的影響規律。近來,擴展有限元法(extended finite element method,XFEM)[14-18]給有限元數值模擬裂紋擴展的技術帶來了新的進展。擴展有限元法來自于單位分解法[19],在位移場近似插值中引入非連續位移,描述裂紋非連續的變形狀態。其優勢是裂紋獨立于網格,并且網格無需隨裂紋擴展重新細化,減少了計算量。此外還避免了裂紋尖端高密度網格劃分的難題。endprint
Heaviside函數在XFEM中表征裂紋帶來的不連續位移場,定義為
H(x)=1(x-x*)n>0
-1(x-x*)n≤0 (4)
式中:x為樣本點;x*為裂紋距離x的最近點;n為外法線單位向量。
當網格點在裂紋上方時,H(x)值為1,在下方時,H(x)為-1。XFEM中單元的近似位移場表示為
uv=∑i∈SNiuivi+∑i∈SesNiH(x)aibi+∑i∈SetNiφ(x)cidi(5)
式中:S為單元節點的集合;Set為裂紋尖端節點集合;Ses為裂紋貫穿單元節點集合;Ni為標準形函數;φ(x)為裂紋尖端單元的位移改進函數;ui、vi為節點自由度;ai、bi、ci、di為改進節點自由度。
根據臨界機械能釋放率來判斷裂紋擴展,充分必要條件為
G≥Gc(6)
等號成立所對應的狀態為裂紋的平衡狀態。
氮化硅陶瓷材料在高溫時I型裂紋的臨界機械能釋放率GIC=80~140 MPa·m[20]。I型與II型裂紋的斷裂韌性比KIIC/KIC=142[21],與溫度無關。材料斷裂韌性與彈性模量及臨界機械能釋放率的關系為
KC=2GCE′(7)
切削是對材料的破壞過程,由于氮化硅陶瓷材料自身的特點,初始斷裂位置很難,本文通過實驗結果確定初始斷裂位置。以實驗得到的頂面寬度作為已知條件采用ABAQUS有限元軟件建立邊緣碎裂模型,局部模擬尺寸為05×08mm2,采用二維平面應變單元,切削深度為ap,斷裂時工件的寬度為W,根據采用不同工藝參數得到的不同寬度值改變幾何模型研究不同工藝參數對邊緣碎裂過程的影響。采用基本工藝參數時建立模型如圖9所示,刀具與工件之間施加恒定切削力,其值為實驗得到的主切削力值,模型底邊加載固定約束。
以基準試驗得到的裂紋寬度、切削力作為模型的邊界條件加載。當應力超過材料的強度極限時,裂紋開始產生并隨加載過程擴展。當裂紋擴展至工件表面,產生的邊緣碎裂脫離工件,裂紋的模擬形成過程如圖10所示。
由式(2)可知,邊緣碎裂產生時的臨界載荷與碎裂距邊緣距離為成線性關系,并且碎裂時的頂面寬度隨切削力增加而增大,因此可以通過分析發生碎裂時的頂面寬度模擬切削力對邊緣碎裂的影響。不同頂面寬度對邊緣碎裂的影響如圖11 (a)所示。碎裂側面長度隨頂面寬度增加而增大,反映了邊緣碎裂的程度隨切削力增加而增大。
在加載受力相同條件下,斷裂韌性是影響邊緣碎裂的主要因素,在仿真模型中材料性能采用機械能釋放率反應材料的斷裂特性,由式(7)可知材料的邊緣韌性與機械能釋放率成正比,因此可通過改變機械能釋放率研究邊緣韌性對激光加熱溫度對邊緣碎裂的影響。邊緣碎裂側面長度隨機械能釋放率變化規律如圖11(b)所示。側面碎裂長度隨機械能釋放率增大而降低,因此邊緣碎裂長度隨斷裂韌性的增加而減小。
仿真分析證明通過增加邊緣韌性或者降低導致邊緣碎裂的切削力可以減小加工過程中產生邊緣碎裂,與理論分析及試驗結果相吻合。綜上所示,采用激光輔助的方法可以降低切削力、提高材料的邊緣韌性,結合氮化硅陶瓷的高溫物理性能分析,切削區溫度提高至1200~1350℃對降低加工過程中的邊緣碎裂效果最好。
4結論
1)進行了激光加熱輔助銑削氮化硅陶瓷實驗,分析了加工過程中的邊緣碎裂現象。激光加熱可以提高切削區域溫度,降低切削力,減小裂紋的臨界載荷。理論分析結合實驗結果表明邊緣韌性隨溫度升高而變化,雖然不同階段變化趨勢不同,但材料的軟化作用占主導,使邊緣碎裂寬度隨溫度升高而降低。
2)采用擴展有限元方法建立了激光加熱輔助銑削氮化硅陶瓷邊緣碎裂模型,將試驗結果作為邊界條件仿真,結果表明邊緣碎裂側面長度隨切削力與斷裂韌性的增加而減小。
3)通過激光加熱將切削區溫度升高至1200~1350℃后,邊緣韌性隨溫度升高而降低,并且材料軟化使切削力降低,減小了臨界載荷,可以使邊緣碎裂現象得到了有效的控制。
參 考 文 獻:
[1]CHIU W C, THOULESS M D, ENDRES W J An Analysis of Chipping in Brittle Materials[J]. International Journal of Fracture, 1998, 90(4): 287-298
[2]KANG D W, LEE CM A Study on the Development of the Laserassisted Milling Process and a Related Constitutive Equation for Silicon Nitride[J]. CIRP AnnalsManufacturing Technology, 2014, 63(1): 109-112
[3]LIU X, LI H, LU C, et al Optimization of Ball Milling Process for Fabrication of αAl2O3 Based Coatings Via Laserassisted Combustion Synthesis[J]. Journal of the European Ceramic Society, 2015, 35(13): 3577-3586
[4]KIM T, LEE C A Study on the Development of Milling Process for Silicon Nitride Using Ball Endmill Tools by Laserassisted Machining[J]. International Journal of Advanced Manufacturing Technology, 2015, 77(5/8): 1205-1211endprint
[5]TIAN Y, WU B, ANDERSON M, et al LaserAssisted Milling of Silicon Nitride Ceramics and Inconel 718[J]. Journal of Manufacturing Science and Engineering, 2008, 130(3): 31013-31019
[6]TIAN Y, SHIN Y C Laserassisted Machining of Damagefree Silicon Nitride Parts with Complex Geometric Features Via Inprocess Control of Laser Power[J]. Journal of the American Ceramic Society, 2006, 89(11): 3397-3405
[7]BRECHER C, ROSEN C J, EMONTS M Laserassisted Milling of Advanced Materials[J]. Physics Procedia, 2011, 12:599-606
[8]YANG B, LEI S LaserAssisted Milling of Silicon Nitride Ceramic: a Machinability Study[J]. International Journal of Mechatronics and Manufacturing Systems, 2008, 1(1): 116-130
[9]YANG B, SHEN X, LEI S Mechanisms of Edge Chipping in Laserassisted Milling of Silicon Nitride Ceramics[J]. International Journal of Machine Tools and Manufacture, 2009, 49(3/4): 344-350
[10]NG S, LE D, TUCKER S R, et al Control of Machining Induced Edge Chipping on Glass Ceramics[C]// Proceedings of the 1996 ASME International Mechanical Engineering Congress and Exposition, Manufacturing Engineering Division, Atlanta, USA, 1996 (11): 229-236
[11]Cao Y Failure Analysis of Exit Edges in Ceramic Machining Using Finite Element Analysis[J]. Engineering Failure Analysis, 2001, 8(4): 325-338
[12]MCCORMICK N J, ALMOND E A Edge Flaking of Brittle Materials[J].Journal of Hard Materials,1990, 1(1): 25-51
[13]吳雪峰 激光加熱輔助切削氮化硅陶瓷技術的基礎研究[D]. 哈爾濱:哈爾濱工業大學, 2011:70-72
[14]BELYTSCHKO T, GRACIE R, VENTURA G A Review of Extended/generalized Finite Element Methods for Material Modeling[J]. Modelling and Simulation in Materials Science and Engineering, 2009, 17(4): 1-24
[15]SHARAFISAFA M and NAZEM M Application of the Distinct Element Method and the Extended Finite Element Method in Modelling Cracks and Coalescence in Brittle Materials[J]. Computational Materials Science, 2014, 91: 102-121
[16]MENG Q, WANG Z Extended Finite Element Method for Powerlaw Creep Crack Growth[J]. Engineering Fracture Mechanics, 2014, 127: 148-160
[17]TIBERKAK R, BACHENE M, RECHAK S Effect of Crack on the Impact Response of Plates by the Extended Finite Element Method (XFEM)[J]. Journal of Mechanical Science and Technology, 2014, 28(6): 2243-2252
[18] XU D, LIU Z, LIU X, et al Modeling of Dynamic Crack Branching by Enhanced Extended Finite Element Method[J]. Computational Mechanics, 2014, 54(2): 489-502
[19] MELENK J M, BABUSKA I Partition of Unity Finite Element Method: Basic Theory and Applications[J] Computer Methods in Applied Mechanics and Engineering, 1996, 139(1/4): 289-314
[20] OHJI T, SAKAI S, ITO M, et al Fracture Energy and Tensile Strength of Silicon Nitride at High Temperatures[J]. Journal of the Ceramic Society of Japan, 1990, 98(3): 235-242
[21] KHANDELWAL P, MAJUMDAR B S, ROSENFIELD A R Mixedmode High Temperature Toughness of Silicon Nitride[J]. Journal of Materials Science, 1995, 30(2): 395-398
(編輯:溫澤宇)endprint
