膜式燃氣表回轉體積測試及應用
2017-11-03 15:55:11江航成張道雋
自動化儀表 2017年10期
江航成,張道雋,李 杭
(金卡智能集團股份有限公司,浙江 杭州 310018)
膜式燃氣表回轉體積測試及應用
江航成,張道雋,李 杭
(金卡智能集團股份有限公司,浙江 杭州310018)
回轉體積是膜式燃氣表的關鍵計量指標,國家標準對此有明確規定,要求實際值在額定值的±5%之內。目前膜式燃氣表回轉體積的測試方法相對較少,對檢測裝置及軟件都有較高要求,測試時間長,準確度低,且較難推廣。為此,提出一種簡單測試方法。具體方法是:安裝18等分采樣盤代替膜式燃氣表計數;在音速噴嘴式燃氣表檢定裝置上,運用攝像采樣燃氣表累計體積,根據額定回轉體積、輸出比、測試脈沖數以及臨界流文丘里噴嘴氣體的體積,建立運算公式,測出回轉體積的誤差。分別對G2.5燃氣表4m3/h、0.8m3/h流量點進行回轉體積誤差測試,結果表明,該方法便捷、快速、準確度高,測試的重復性達到0.05%。回轉體積誤差及整表誤差都與流量有關,將誤差值與流量點繪制成曲線圖,通過比較分析,可知兩者誤差值存在一一對應關系。利用該對應關系,可將該方法用于燃氣表示值誤差的初校,能有效提升3倍校準效率。
燃氣表; 回轉體積; 測量; 誤差; 攝像采樣; 檢定裝置; 文丘里噴嘴
0 引言
膜式燃氣表(后文簡稱燃氣表)以其技術成熟、計量可靠、質量穩定、價格低廉的優點,被廣泛應用于工商業和居民用戶的燃氣計量。它采用柔性膜片計量室的方式來測量氣體體積流量[1]。計量室作為氣體計量的核心部件,其計量性能衡量指標為回轉體積。GB/T6986-2011[2]將回轉體積定義為燃氣表運行一個工作循環所排出的氣體體積。
回轉體積確定了燃氣表的機械運轉速度以及表內氣體的最大流速[3]。GB/T6986-2011[2]規定回轉體積額定值必須標注在銘牌上。評價大綱[4]明確按系列產品申請型式評價,回轉體積必須相同。GB/T6986-2011[2]5.8.1要求,燃氣表回轉體積與額定回轉體積的差值應在額定回轉體積的±5%之內。
目前,對此指標的測量方法復雜、效率低,且對測量設備有較高要求。本文提出直接在常用的音速噴嘴式燃氣表檢定裝置上,利用18等分的采樣盤及攝像采樣法測量燃氣表累計體積,并根據額定回轉體積、輸出比、測試脈沖數以及臨界流文丘里噴嘴氣體的體積,建立運算公式,直接測出回轉體積誤差。
1 測試原理
燃氣表是以流體流動過程中的壓差為動力,由滑閥或轉閥切換氣流流向,推動膜片往復擺動并帶動連桿機構,將內部膜片的周期擺動變成外部輸出軸的連續轉動,最后由齒輪傳遞及計數器顯示,以實現對氣體流量的計量。膜片運行一個工作循環相對于輸出軸轉動一圈所排氣體體積的比值,為設計輸出比。其值固定,故可通過測量輸出軸轉動一圈的體積來測量回轉體積。該方法符合GB/T6986-2011[2]5.8.2條款。該測試方法在現有動態檢定裝置上完成,燃氣表去掉計數器,將18等分的采樣盤固定在燃氣表的輸出軸上,然后將燃氣表與標準器串聯連接。測試軟件系統設置相應脈沖當量Vp,以及測試脈沖數。
(1)
式中:Vp為采集的脈沖當量;Vc為燃氣表的回轉體積;n為燃氣表的輸出比。
本文方法以音速噴嘴法氣體流量標準裝置作為標準器,以攝像采樣法采集轉過的脈沖數。當采集到轉盤第一個脈沖信號時,標準器同時開始測量;當采集到設定脈沖數后,完成測試。此時,燃氣表顯示的氣體體積為Vm。
Vm=Vp×b
(2)
式中:b為測試的脈沖數。
當氣體經被檢燃氣表進入滯止容器,音速噴嘴的進口與出口壓力之比為一定值時,噴嘴喉部的雷諾數一定,則氣流通過噴嘴喉部的流速恒定,此時為臨界流狀態。根據連續性原理,此時通過被檢表的氣體質量流量,一定等于通過噴嘴處氣體的質量流量。然后,采集溫度、壓力、濕度,通過修正,計算出通過臨界流文丘里噴嘴氣體的氣體體積Vs。
(3)

將此體積換算成與燃氣表同樣溫度及壓力的體積Vref,然后用公式(5)計算出回轉體積誤差。

(4)
(5)
式中:E為回轉體積誤差;Vref為通過燃氣表的氣體實際值;Vm為燃氣表的顯示值;Ps為標準器內的氣體絕對壓力;Pm為燃氣表處的氣體絕對壓力,Pa;Ts為標準器內的氣體熱力學溫度,K;Tm為燃氣表處的氣體熱力學溫度,K。
2 測試試驗
本次試驗在步入式高低溫試驗室進行,選取2個G2.5燃氣表,回轉體積為0.9L,串聯在不確定度為0.3%的音速噴嘴法氣體流量標準裝置中。燃氣表分別去掉計數器,安裝上18等分的采樣盤。測試流量點為4m3/h、0.8m3/h,脈沖數分別為720個、180個,脈沖當量為0.09L,采用攝像法動態采樣。測試流量穩定15s后進入測試模式。在采樣器采集到第一個脈沖信號后,臨界流文丘里噴嘴開始計時、計體積;在采集到設置的脈沖數后,計時停止;反復測試6次。當試驗流量分別為4m3/h和0.8m3/h時,回轉體積誤差如表1、表2所示。
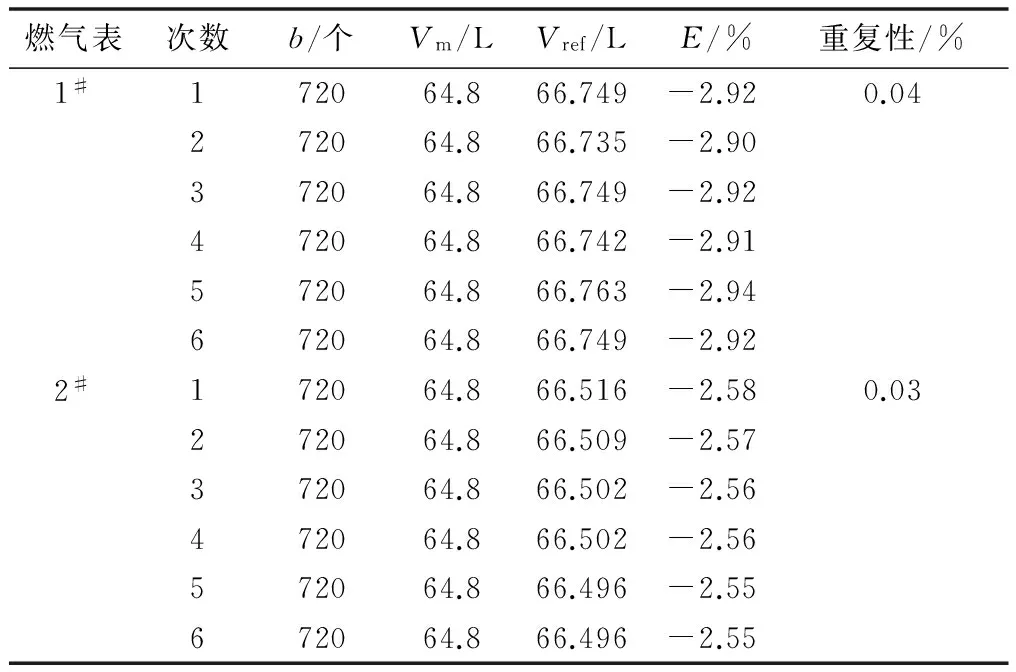
表1 回轉體積誤差表(4 m3/h)

表2 回轉體積誤差表(0.8 m3/h)
3 測試分析
沈文新提出一種基于雙計時測試回轉體積方法[5],即采用2套色差傳感器和計時器,采樣器1置于機械計數器前,采樣器2對準被檢表內部運動件。2個采樣器同時采樣,分別采集實際通過氣體及機芯回轉次數,再根據額定回轉體積計算差值。該方法為直接測量法,結構復雜,測量準確度不高。當測試體積為70L、流量為4m3/h時,重復性為0.27%;當測試體積為70L、流量為0.8m3/h時,重復性為0.18%。由此可見,流量越大,重復性越差。
本文方法測試時僅需拆掉計數器,減小測試體積,無需改造測試設備;但所測試數據的重復性更好,測試準確度更高。當流量為4m3/h時,測試體積為64.8L,測試重復性為0.04%,測試體積為16.2L;當流量為0.8m3/h,測試重復性為0.05%。大流量與中流量的重復性都較好,同時明顯優于雙計時法。
雙計時法為直接測量法,采樣器需要固定在表內,燃氣表運行時會有抖動,影響采樣質量;另外,采集對象為連桿, 其運轉穩定性差,導致重復性欠佳。本文方法為間接測量法,輸出軸轉動平穩,采樣信號好,分辨力高,測試準確,但前提是需要明確輸出比。另外,回轉體積誤差與流量點有關,不同表回轉體積誤差值也各不相同,對于4m3/h、0.8m3/h流量點,如1#表差異0.79%,2#表差異0.17%。該差異并非測試方法本身的原因,而是燃氣表自身計量性能造成的。這可以從表3所示的回轉體積誤差與整表誤差的差異中看出。
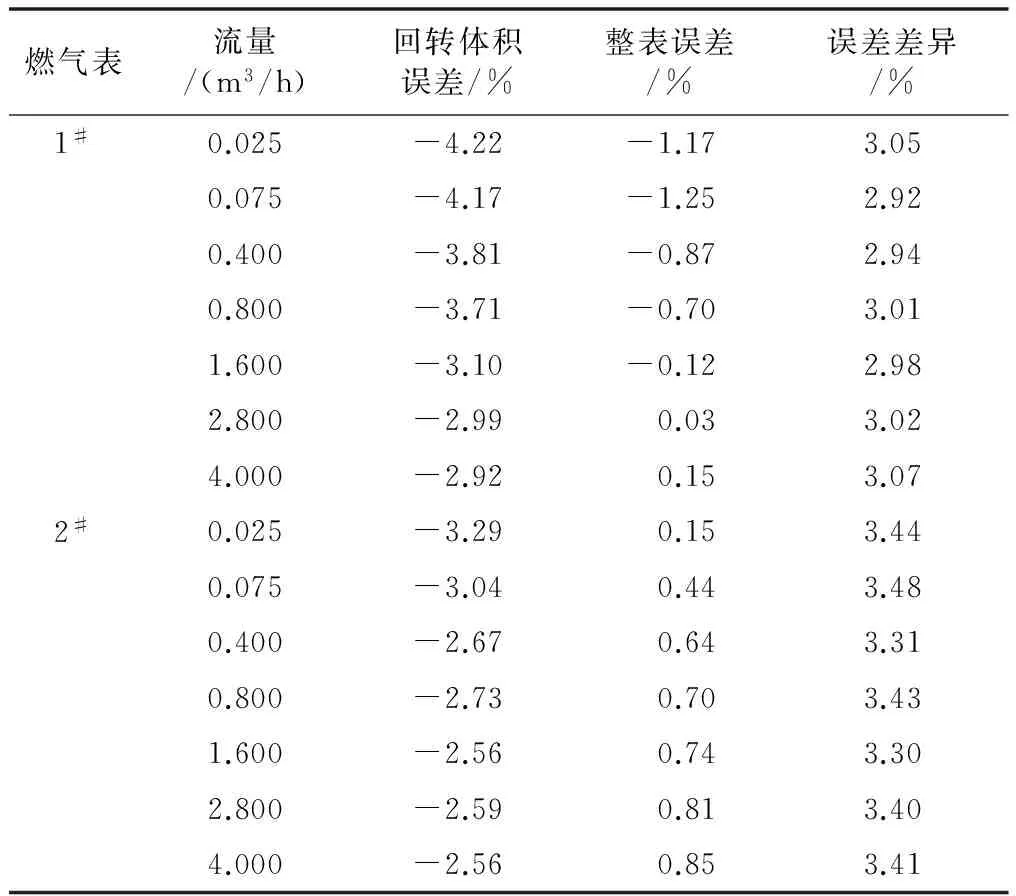
表3 回轉體積誤差與整表誤差表
為驗證回轉體積誤差與整表誤差的相關性,根據測試數據配上相應的調整齒輪,安裝上計數器后,在同一臺設備及同一個工位測試。
4 技術應用
隨著測量技術的不斷提升,測試分辨力更高、響應時間更快的攝像采樣法已經比較成熟[6]。該測試方法效率高,方便快捷,準確度高,并與燃氣表生產節拍吻合。將回轉體積誤差與整表誤差的一一對應關系,應用于燃氣表示值誤差的初校,為后續復校提供了相應的齒輪配比系數。
目前,大部分企業初校仍采用光電采樣,限于其分辨力,只能將4等分的十字架作為采樣對象。為達到測試準確性,所需測試體積更多。本案例采用18等分采樣盤及攝像采樣,測試0.8m3/h流量所需體積為16.2L,理論時間為72.9s。如果采用4等分測試體積至少需要60L,測試時間需要270s。由此可見,采用該技術可以節省2/3的時間,較好地提升了生產效率。
目前有文獻利用該對應關系,提高燃氣表的檢定效率,提出了以雙計時法和回轉當量體積為測量原理的檢定技術,設計了基于音速噴嘴的膜式燃氣表誤差快速檢定裝置[7]。但燃氣表作為國家重點管理計量器具,應按照JJG577-2012規程[1]進行強制性檢定。該規程明確采樣對象為計數器,同時對測試體積提出具體要求。
5 結束語
理論上,每個燃氣表回轉體積是固定的,但實際上其數值與零部件制造精度、裝配誤差、閥間泄漏、膜片運動等相關,實際值都會有所差異。其數值分布范圍、分散性體現了廠家的設計能力、制造工藝水平、零部件控制水平,及綜合管理水平。由于測試流量點不同,測試數值也不盡相同,但在國家標準中并沒有明確具體的測試流量點,因此,建議在標準中加以規定。考慮到回轉體積為一項關鍵計量參數,建議在確定燃氣表型式評價時增加該測試項。GB/T69-2011[2]規定的±5%的誤差范圍過寬,建議加嚴,以進一步提高燃氣表計量性能要求。綜上所述,建議在燃氣表行業推廣使用本文方法,以大幅提升校準效率及準確性。
[1] 國家質量監督檢驗檢疫總局.膜式燃氣表國家計量檢定規程:JJG577-2012[S].北京:中國計量出版社,2012.
[2] 國家質量監督檢驗檢疫總局.膜式燃氣表國家標準:GB/T6986-2011[S].北京:中國標準出版社,2012.
[3] 赫榮光.燃氣表原理及檢定[M].北京:化學工業出版社,2004:43-44.
[4] 國家質量監督檢驗檢疫總局.膜式燃氣表型式評價大綱:JJF1354-2012[S].北京:中國質檢出版社,2012.
[5] 沈文新,孫曉東,金嵐,等.基于雙計時和回轉體積測量原理的燃氣表檢定方法探討[J].計量技術,2012(6):44-46.
[6] 陳超,沈瓊,王燦.基于圖像識別技術的膜式燃氣表檢定裝置的設計[J].工業計量,2011,21(4):28-29.
[7] 劉家彤,毛謙敏,黃詠梅.膜式燃氣表誤差的快速檢定技術[J].中國計量學報學報,2013(1):14-18.
TestandApplicationoftheCyclicVolumeofDiaphragmGasMeter
JIANG Hangcheng,ZHANG Daojun,LI Hang
(Goldcard Smart Group Co.,Ltd.,Hangzhou310018,China)
Cyclic volume is the pivotal measurement index of the diaphragm gas meter; in national standard,there is explicit stipulation for it,which is the actual value shall be within ±5% of the rated value.At present,the test method for cyclic volume of diaphragm gas meter is relatively less,and requirements of the detection device and software are higher; the test time is long,the accuracy is low,and it is difficult to promote.Thus,a simple test method is proposed which the counter of diaphragm gas meter is removed and a sampling plate with18equal divisions is installed.In sonic nozzle gas meter calibration device,the camera sampling is used for gas meter cumulative volume,according to the rated cyclic volume,output ratio,test pulse number and the critical flow Venturi nozzle gas volume,the formula is established to measure the error of cyclic volume.Through testing the4m3/h and0.8m3/h flow points of the G2.5gas meter,the test results show that the method is convenient,rapid and accurate,and the repeatability of the tests is0.05%.The error of cyclic volume and the error of meter are all related to the flow rate,and the error value and the flow point are drawn into a graph,they have one-to-one correspondence through the comparison and analysis.Based on this relationship,it can be used to test the indication error of meter; the calibration efficiency is improved up to3times.
Diaphragm gas meter; Cyclic volume; Measurement; Error; Camera sampling; Calibration device; Venturi nozzle
TH814;TP206
10.16086/j.cnki.issn1000-0380.201710023
修改稿收到日期:2017-03-21
江航成(1972—),男,學士,高級工程師,主要從事流量儀表的測試、研究工作。E-mailjianghc@china-goldcard.com。
