針對關節零件精度極高參數測量過程的意見和建議
2017-11-01 07:39:22彭龍軍
電子測試 2017年19期
關鍵詞:測量
彭龍軍
(貴州航天南海科技有限責任公司,貴州遵義,563000)
針對關節零件精度極高參數測量過程的意見和建議
彭龍軍
(貴州航天南海科技有限責任公司,貴州遵義,563000)
結合公司某民用產品設計精度極高的特點,在加工后如何確定該工件的實際尺寸進行討論,并對測量方法提出的一點質疑。本文通過介紹公司和客戶兩種測量方法、原理、過程的比較,闡述自己意見,并提出建議。
關鍵參數;工裝 ;三坐標測量機;測量誤差
0 引言
每一個客戶都是我們公司的上帝,為客戶提供優質可靠的產品是我們公司的宗旨.但在為我們的客戶提供的精度極高的產品(關節),在雙方交接過程中,存在極大的分歧不是產品本身的質量,而是測量過程中反映產品真實精度的問題即測量方法和手段的問題,特別是其中的3±0.005mm和20±0.005mm,這兩個關節的關鍵參數。由于客戶是采用制作工藝裝備,模擬測量。在測量過程中引入以下輔助測量工具和量具:1量塊、2杠桿千分表、3高度卡尺、4測量平臺、5內徑量表、6配合用工裝。我公司盡量采用三坐標測量機直接測量。兩種測量方法我們進行了大量的比較測量實踐,測量結果進行了比較,并對測量原理和過程,以及測量誤差進行了分析。提出自己的意見和建議。

圖1 制作工藝裝備
1 工裝組合測量原理、過程及優缺點
1.1 工裝組合測量原理
根據設計圖紙,模擬裝配原理制作工藝裝備檢測工裝,用組合量塊為理論計算的距離偏差值,然后用杠桿千分表測量孔(最低點)或軸(最高點),測量結果與量塊組合的偏差值,即為該零件兩關鍵參數的測量實際值。
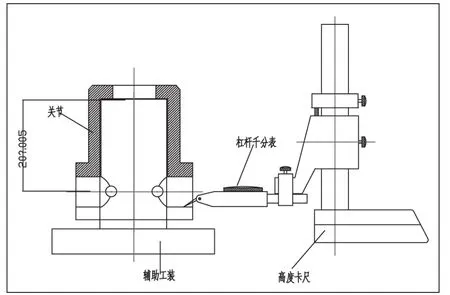
圖2 量塊比對好后測量示意圖
1.2 工裝組合測量過程
關鍵參數20±0.005mm的測量:首先用內徑千分表測量Φ7孔的實際尺寸,測量工裝上平面到平臺的實際距離,計算平臺到Φ7最低點的距離,然后將工件套在工裝(如圖二所示),組合量塊尺寸為平臺到Φ7最低點的距離,測量組合量塊的實際高度作為相對零點。最后用裝夾在代表高度尺的杠桿千分表的測頭測量Φ7最低點,其變化量,即為20.000的變化量。
關鍵參數3±0.005mm的測量:首先用內徑千分表測量Φ7孔的實際尺寸,用微米千分尺或杠桿千分尺測量工裝兩頭芯軸實際尺寸。量塊兩塊必須等高(允差為0.002mm)托著工裝兩芯軸,再找平Φ7中心與平臺等高。計算平臺到Φ7最低點的距離,組合量塊理論尺寸為平臺到Φ7最低點的距離,用測量組合量塊的實際高度作為相對零點。最后用裝夾在代表高度尺的杠桿千分表的測頭測量Φ7最低點,其變化量,即為3.000mm的變化量。
1.3 工裝組合測量的優缺點
優點:測量直觀,易于理解,符合零部件的裝配原理。
缺點:不符合設計要求,沒有反映出設計要求的定量尺寸實際情況;測量累計誤差較大,測量可靠性較低;測量重復性較低;環境條件(溫度、濕度、振動等)制約,引入測量不確定度;準備工作繁復,測量效率低;人為引入誤差較大,不同的人員會測量出不同的結果,而且相對公差帶來比較,測量結果差異較大;測量結果可更改,即可信度較差,量值的可追溯性不高。
2 三坐標測量原理、過程
2.1 三坐標測量機測量原理
三坐標是通過觸測每一點形成的坐標值,擬合成所需要的元素,如點、線、面、體,在通過三坐標測試軟件進行計算,評價處所需要的結果。
根據設計圖紙和工藝技術要求,選擇基準要素,建立三維坐標。各相關尺寸進行評價,是否符合設計要求的過程。建立基準坐標是整個環節中極為重要的步驟,盡量復現設計過程。在這過程中如何采點,建立坐標系,評價出的尺寸與圖紙所要求的尺寸,得到其偏差值。從而判斷零件合格與否。
2.2 三坐標測量機測量過程
根據圖紙要求基準中心圓為Φ15±0.005,其長度為8毫米,基準平面為底平面,因此在測量采點過程中一定要考慮分層圓,建立基準找正軸線.但用測針直接豎直采點,測桿與工件會產生干澀情況.為解決這一矛盾,我們將測針偏轉7.5o,利用設置安全平面功能,每采兩點后自動升到安全平面,測針在水平方向旋轉90o,仍保持豎直位置偏移7.5 o的形式,在兩分層圓上分別采四點.構成兩個圓.然后用兩圓心連接成一條矢量向上的直線.接著用同樣的方式在底平面上均布采四點構成平面,最后分別在接近兩端面Φ7圓孔采兩圓,連成一條線.利用這兩條直線和底平面建立直角坐標系,原點分別放在底平面和Φ15的軸線上.這樣可直接評價出3±0.005和20±0.005,以及兩直線的垂直度.在這里的關鍵就在建立測量程序之中,一定要注意測針的旋轉和安全平面的建立,否則會損壞測針,影響測量結果.測針的選取適合,測針大了影響分層圓的建立,特別是底平面不能采全,而且影響測量精度,建議采用1毫米測針.

圖3 三坐標測針采點示意圖
3 公司和客戶的測量結果比較
為了能與客戶的測量結果一致,我們也作了一個輔助工裝進行驗證性測量,并將兩公司的輔助工裝進行了認真測量,其結果如下表1所示。
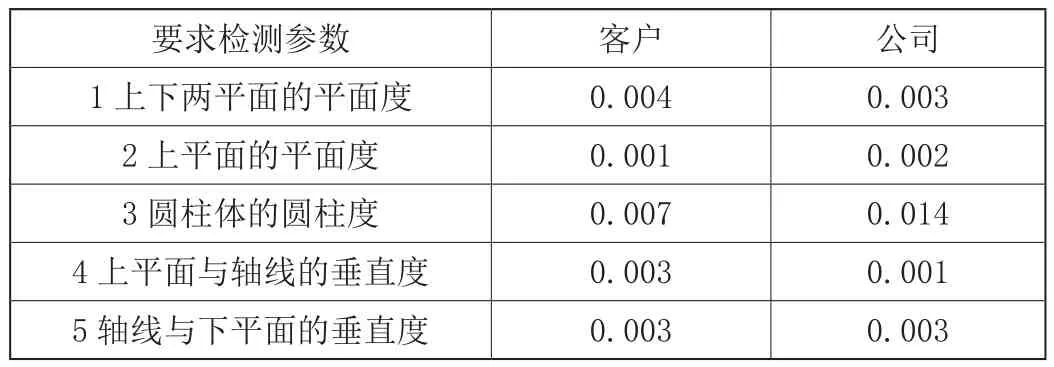
表1 關節檢測工裝檢測數據對比表
我們南海公司的三坐標測量儀的測量精度為:2.8μm+3L/1000μm (L單位:米),符合 1/3~ 1/10測量原則,能夠滿足±0.005的公差帶的要求。為了驗證三坐標測量的結果,我們分別在2016年10月11日和2016年10月14日,兩天對48件關節進行三坐標編程后自動測量,測量結果(見表二、表三所示)可以看出三坐標測量精度比手動工裝測量精度高,反映工件的情況真實。針對20±0.005尺寸用輔助工裝結合兩塊組合的形式進行了大量驗證,該尺寸兩種方式測量來結果僅相差0.002。但手工測量實在太耗費時間和精力。
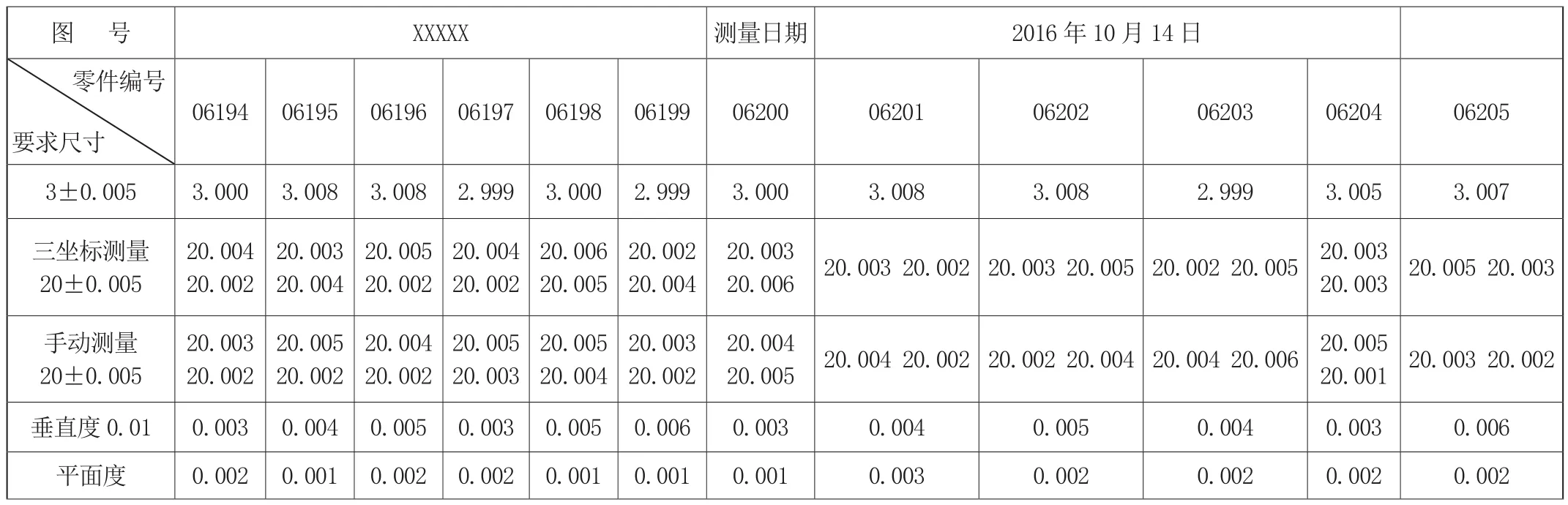
表2 關節測量結果(合格品)匯總

對稱度 0.10 0.013 0 016 0 015 0.013 0 020 0.003 0.032 0 010 0 011 0 024 0.013 0 008零件編號要求尺寸 06206 06207 06208 06209 06210 06211 06212 06213 06214 06215 06216 06217 3±0.005 3.004 2 999 3.005 3.002 3.017 3.008 3.005 3.008 3.001 3.002 2 999 3.001三坐標測量20±0.005 20 004 20 004 20.003 20 006 19 999 20 005 20 005 20 004 20 002 20.003 19 999 20.003 20 001 20 005 20 006 19 996 20 001 20 005 19 999 19 999 19 999 20 002 20.000 20.003手動測量20±0.005 20.003 20 004 20 004 20 006 19 999 20 002 20 004 20.003 20 001 20.003 19 998 20 001 20 002 20 004 20 004 19 998 20 004 20 004 20 000 19 999 19 999 20.003 20.001 20.003垂直度 0.01 0 002 0 001 0 004 0.007 0 011 0 004 0 004 0 012 0 004 0 006 0.003 0 005平面度 0 002 0 002 0 002 0 002 0 004 0.003 0 004 0 001 0.003 0 009 0 004 0.037對稱度 0.10 0 015 0.023 0 021 0 004 0 026 0 002 0 026 0 026 0 002 0.003 0 015 0.003

表3 關節測量結果(合格品)匯總
4 結論
通過以上測量結果的比較,我們可以看出三坐標測量的結果和手工測量結果基本一致,但由于手工測量累計誤差較大,人員業務素質和組合量具的精度都要求極高。最重要的是手工測量費時,費力,如果在生產過程中監控產品質量時,很容易影響生產進度,甚至產生誤導。因此,只有用現代先進的三坐標測量工具,編制好程序后,就可做到精,準,快,穩。
[1]劉青順.機械制造質檢工程師手冊[M].機械工業出版社.2014.02.
[2]航空工業檢驗員手冊[M].國防工業出版社出版.1978.6.
Opinions and construction of high precesion parameter meansurement for jont parts
Peng Longjun
(Gui zhou aerospace science and technology co.LTD,Zunyi Guizhou,563000)
s:Combined with a company’s high company’s civil products how to determine the actud size of the workpiece ofter processing, and the qudity of the measurement method In this paper ,we introduce two kinds of measurement ,methods,principles,and processes of the company and coustemers state your opinions and mak recommendantions
Thekey to participate;Frock;Three coordinale measuring;instrument Measuring error
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00