基于RFID的自動絡筒機落紗小車對位系統分析與設計
2017-11-01 17:14:41馬丹丹王靜安湯繼忠劉基宏
計算機應用與軟件 2017年10期
關鍵詞:系統
馬丹丹 王靜安 湯繼忠 劉基宏
(江南大學生態紡織教育部重點實驗室 江蘇 無錫 214122)
基于RFID的自動絡筒機落紗小車對位系統分析與設計
馬丹丹 王靜安 湯繼忠 劉基宏*
(江南大學生態紡織教育部重點實驗室 江蘇 無錫 214122)
針對自動絡筒機落紗小車自主開發需求,結合RFID最新發展狀況,設計出基于射頻識別RFID技術對落紗小車對位的系統,實現對落紗小車所處絡筒機的錠位進行實時監測和數據傳送。主要描述了系統的整體設計方案,并討論了以MFRC632芯片為讀卡模塊的設計實例。將標簽均勻粘貼在絡筒機軌道上,讀卡模塊固定在沿軌道行駛落紗小車上,移動過程中讀取當前錠位芯片的編號,確定小車所處錠位,將小車錠位信息傳送至上位機控制小車移動速度。實驗結果表明,該系統讀卡模塊安裝距離在20 mm、角度0°、小車速度在110 mm/s的條件下,能100%完成對位,符合主流落紗小車的改造要求。
落紗小車 RFID 對位系統 讀卡器 識別率
0 引 言
紡紗企業作為勞動緊密型企業,勞動力成本大幅提高,使用自動絡筒機可以有效地減少用工提高效率。相比于傳統模式,既減少了用工數量,降低了工人勞動強度,同時也提高了勞動生產率和紗線質量[1]。因此,隨著紡紗機械的不斷升級,對于自動化控制技術以及傳感測試技術的研究與應用在機電一體化的紡紗設備中占有重要地位。絡筒機自動落紗系統是一個集機械、硬件、軟件為一體的復雜的計算機控制系統。該系統的控制過程包括錠位與主機間的通信、自動落紗小車精確定位、自動落紗小車路徑規劃、機械手落紗操作等[2]。
眾多絡筒機型號中以日本村田機械PROCESS CONER II QPRO VCF,意大利薩維奧ECO PULSARS E以及德國賜來福X5型自動絡筒機較為著名,均安裝有自主設計自動落紗小車。自動落紗小車定位控制系統將實時記錄小車當前所在位置,一旦絡筒機的主控系統得到錠位滿筒的信息,馬上發送給自動落紗系統的控制系統。落紗小車開始不斷調整小車運行速度,同時以定位銷輔助定位,使小車能夠精確抵達該紡紗錠位,到達錠位后開始處理紗線斷頭、落紗、換筒等一系列工作[3]。
雖然落紗小車的精準定位是實現自動落紗換筒的第一步,但目前國內自動落紗小車定位系統存在一些問題,如缺乏自主知識產權;所使用藍牙定位技術有一定局限性,落筒過程中系統易受噪聲環境影響,穩定性稍差;價格昂貴關鍵技術多為國外引進,導致國內生產商成本增加等[4]。
1 RFID定位的基本原理
射頻識別RFID是一種通過射頻方式進行非接觸、非視距雙向通信,以實現目標自動定位并獲取相關數據,具有精度高、抗干擾強、識別速度快等優點[5]。硬件組件包括讀寫器、射頻標簽等部件,軟件組件包括驅動程序、RFID中間件、企業應用軟件等[6]。
根據讀卡模塊和標簽之間工作原理的不同,RFID系統可分為基于電感耦合的RFID系統和基于電磁反向散射耦合的RFID系統。電感耦合的射頻模塊利用法拉第電磁感應定律給標簽提供能量,用于近距離低頻、高頻RFID系統,多使用無源標簽;電磁反向散射耦合型的射頻模塊使用類似于雷達的原理給標簽提供工作能量,用于遠距離超高頻RFID系統[7]。根據絡筒機系統的特點,本研究中選取近距離高頻電感耦合型射頻模塊。
2 系統總體設計
本研究中所設計的基于RFID落紗小車定位系統RFID系統安裝示意圖,如圖1所示。在自動絡筒機的落紗小車軌道上每一個錠位處安裝射頻標簽,每個標簽都有對應的唯一序列號,并將讀卡器安裝在與標簽相對應的落紗小車上,小車行走時讀卡器識別當前錠位標簽序列號;當固定在小車上的讀卡器向射頻標簽發送錠位位置數據時,讀卡器可以采用多種數字調制技術對數據進行調制,經放大后,通過天線將位置數據發送至上位機;上位機接收序列號后通過軟件系統判斷該序列號對應錠位編號,判斷小車當前位置,發送小車位移指令;同時與輔助在該錠位的運行軌道上的定位銷相結合使小車精準停車,以保證機械臂準確換筒、落紗等一系列活動。所述檢測器在落紗小車到達每一個錠位后都會發出通信信號與檢測芯片進行通信實現對小車所在位置的確認,以提高落紗小車的運行精準度,當落紗小車接近請求錠位時,該錠位處定位銷隨時待命與小車上銷孔相結合,保證其精準停車。
所述檢測器在小車移動過程中不斷發出通信信號與自動絡筒機主機進行通信,當多個錠位發出請求換筒信號時,上位機及時確認小車當前所處的錠位位置,制定小車最優工作路徑。同時上位機獲取信息后進一步的判斷小車與當前請求錠位的距離,小車電機單獨驅動控制器實現對小車的定位和速度調節,使小車可以實現加速—勻速—減速的過程。在即將抵達該請求錠位時啟用定位銷,達到該錠位時小車精確停車。
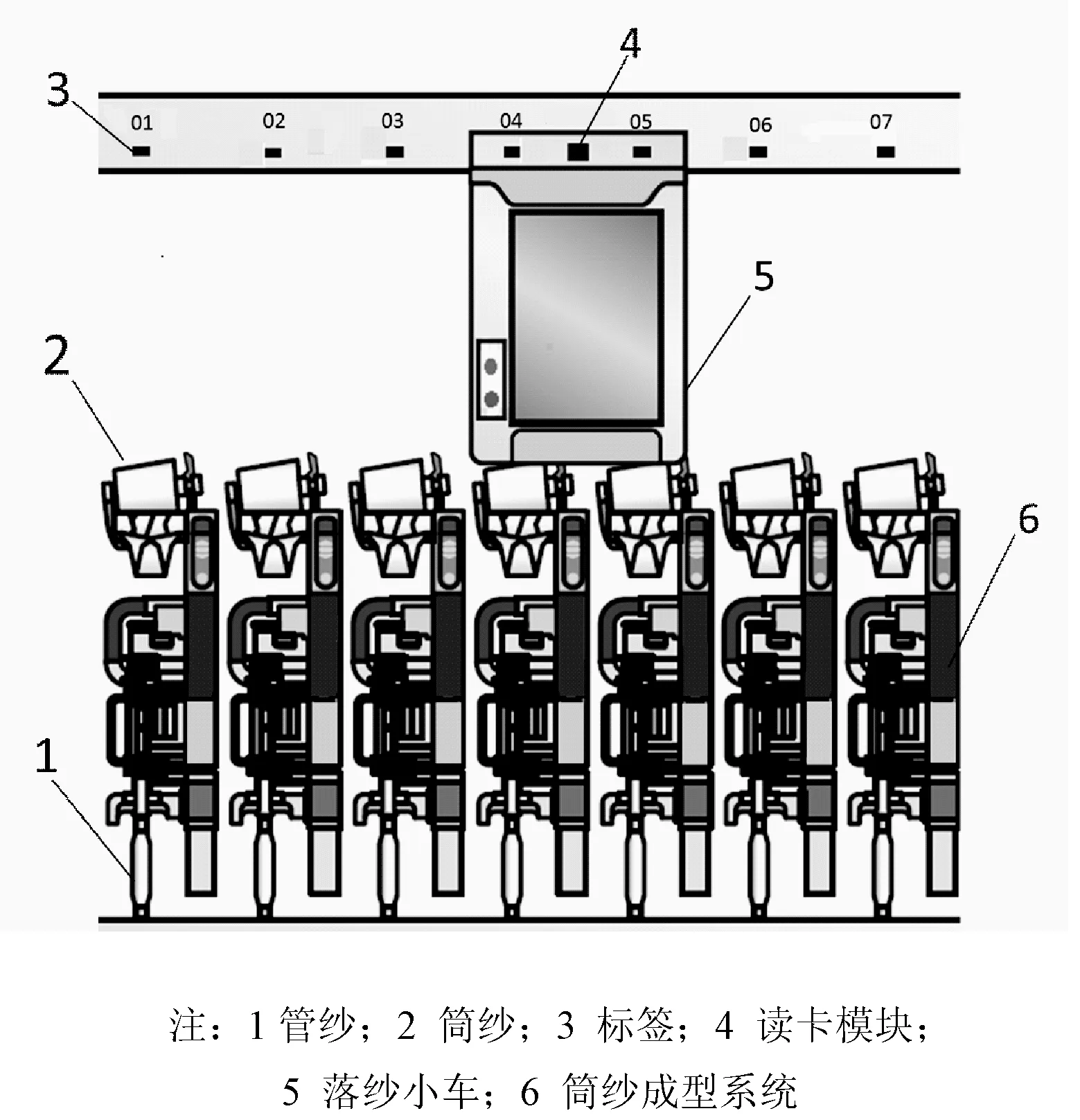
圖1 定位系統安裝示意圖
3 定位系統測試平臺
3.1 測試平臺的設計
一般自動絡筒機包括車頭和車尾其機身總長度約為25 m,包含有64個錠位,各絡筒錠位之間距離為32~33 cm,絡筒循環均控制在10~13.5 s之間,小車行走速度最快也可達到87 cm/s的循環速度。
本實驗模擬自動絡筒機小車運行軌道,設計出一臺通過上位機控制步進電機轉動的傳送帶軌道,模擬動態標簽讀取。實驗平臺安裝示意圖,如圖2所示。該實驗平臺主要由上位機,51單片機,步進電機控制器,57步進電機,傳送帶五個部分組成。由上位機給單片機發送控制步進電機的脈沖信號來實現對傳送帶的速度和傳送距離的調節,通過控制器高速脈沖輸出實現對電機轉動軸速度的調節,將傳送帶需要運行的速度和距離轉換成相應的脈沖頻率和脈沖數,傳送帶的運行速度可達110 cm/s。
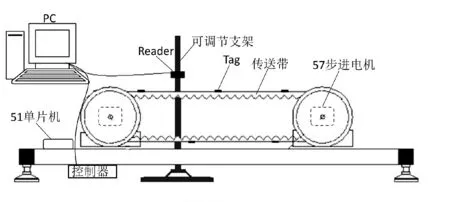
圖2 實驗平臺安裝示意圖
測試過程中讀卡器固定在支架上,由于標簽安放間距越短,讀卡器反應時間越少,對其識別率影響較大,普通絡筒機錠位之間距離為32~33 cm。因此傳送帶軌道選取等距離間隔32 cm鋪設RFID定位標簽,模擬出固定于落紗小車的讀卡器與軌道上定位標簽的相對位移,讀卡器與工作站之間以USB方式連接進行數據通信,將實時讀卡定位信息傳送至工作站,以便于識別出當前標簽所處位置。本實驗實際操作平臺,如圖3所示。
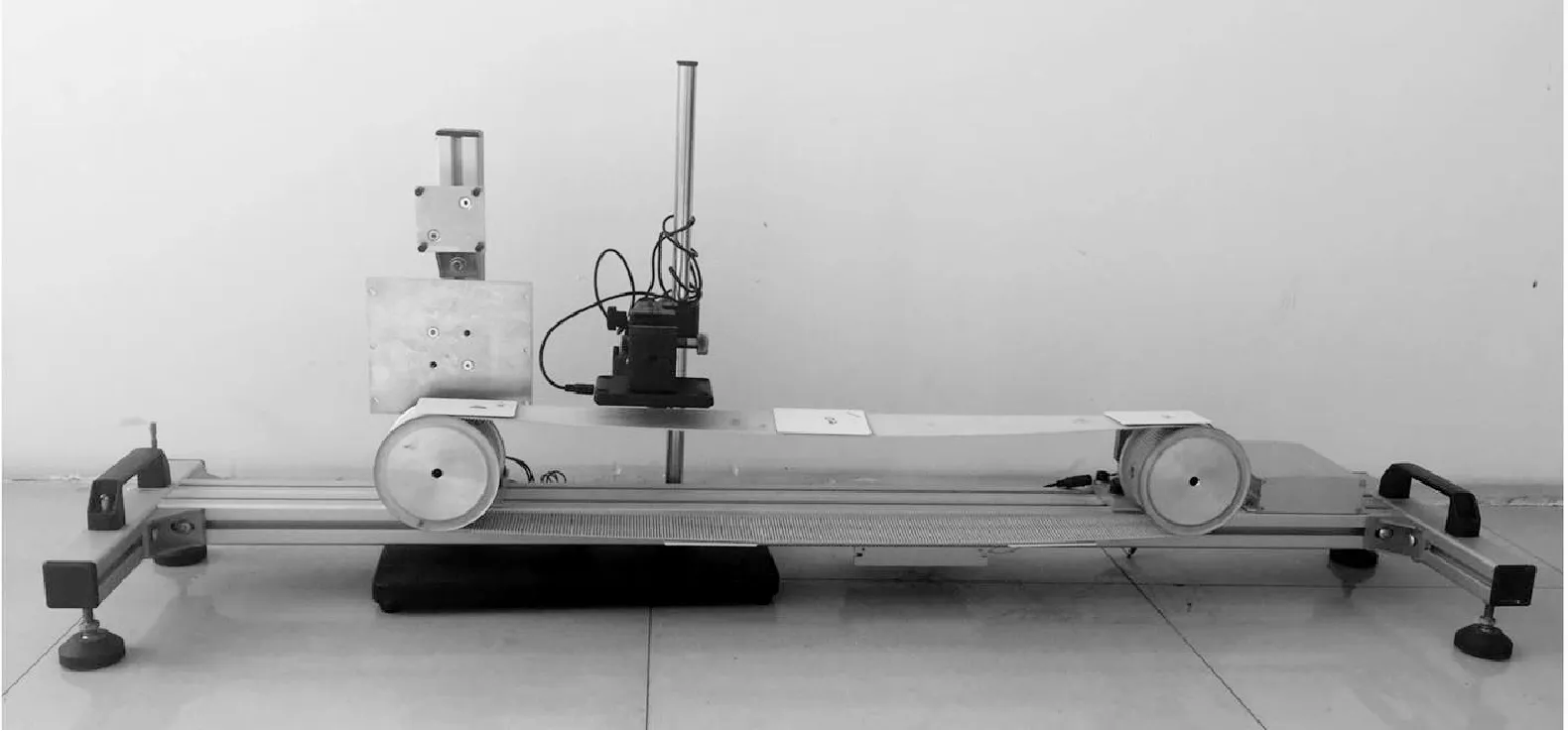
圖3 實驗操作平臺
本文所采用的RFID系統選用13.56 MHz頻段的高頻讀卡器和高頻射標簽,讀卡器與射頻標簽通過電感耦合的方式工作。讀卡器利用法拉第電磁感應定律,通過電感耦合給射頻標簽提供能量,同時射頻信號頻率對其工作距離、天線的方向性、數據傳輸速率等都有直接影響。本節首先進行標簽與讀卡器之間不同距離讀卡率實驗,確定本文中所設計的RFID定位系統有效識別距離;其次在確定有效距離內進行讀卡方向實驗,確定讀卡器與標簽最優方向,為讀卡器與標簽的安裝定位提供參考依據,提高定位準確率;選擇最優方向和最佳讀卡距離后進行讀卡移動速度實驗,確定其識別范圍。
3.2 主要的硬件設計
基于RFID落紗小車的對位系統工作原理示意圖,如圖4所示。讀卡器通過天線與射頻標簽進行無線通信,能夠實現對標簽唯一編碼的讀取。RFID芯片上有可擦寫可編程的存儲器來儲存識別碼或其他數據。
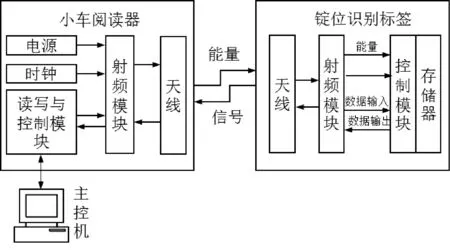
圖4 RFID系統工作原理
3.2.1 讀卡器系統硬件設計
本系統中所采用的讀卡器系統硬件主要由射頻模塊與MIFARE芯片通信的CLRC632、讀寫與控制模塊微型單片機MCU SST89E58RD2、串口通信電路MAX232、天線等組成。通過USB連接主控機與讀卡器為系統硬件供電,同時負責將通過天線和射頻模塊檢測到的芯片編碼數據傳遞給MCU,主控機接收MCU采集的標簽信息,用于實時監控[8]。
3.2.2 小車錠位讀卡器核心器件
(1) MCU SST89E58RD2
89E58RD2是sst公司生產的一款完全集成的混合信號片上系統型微控制器,可兼容80c51系列單片機,且內置超級flash存儲器,適合于高集成度、低成本的場合,可以滿足多方面的性能要求[9]。由于89E58RD2集成眾多硬件電路的特點,硬件接口不需要添加其他電子元件就能實現讀卡器與上位機之間的USB數據傳輸。
(2) 射頻讀卡芯片 CLRC632
CLRC632是NXP公司生產的非接觸式射頻讀卡芯片,工作頻率為 13.56 MHz 的高集成讀卡集成電路,通過SPI總線與微控制器連接,支持 ISO/IEC 14443和ISO/IEC 15693標準的射頻標簽,支持最大10 cm的工作距離[10]。因此本系統需要將讀卡器與標簽的工作距離設定在穩定識別范圍內,保證其識別率。
(3) 天線
為了與非接觸式射頻標簽進行通信,讀卡器通過天線發射和接收射頻信號。從落紗小車操作角度來看,影響較大的的天線參數有方向性系數、天線尺寸、有效面積、天線頻帶寬度和品質因數等,天線參數決定讀卡器與標簽之間的工作模式。同時,讀卡器天線與標簽天線之間的耦合決定了讀卡器遠距離傳輸到RFID芯片的能量大小[11]。
本文所選用射頻讀卡芯片CLRC632工作頻率為13.56 MHz,屬于短波段,選用環形天線,所用的射頻標簽天線為方形結構,為保證信號穩定傳輸讀卡器天線也采用方形結構。天線的輻射場在球坐標系中可以表示成如下關系式:
E=A(γ)f(θ,φ)
(1)
式(1)中A(γ)為幅度因子,f(θ,φ)為方向因子,根據方向性函數可以在各種坐標系中得到天線的方向特性圖,找到天線的最強輻射區,即讀卡器對標簽的最佳識別范圍。天線最大幾何尺寸無明確界限,一般定義為:

(2)
式(2)中L是天線最大尺寸,λ是工作波長。綜合標簽和讀卡器考慮,讀卡器天線尺寸設定為5 cm。
3.3 讀卡器系統軟件結構設計
基于RFID定位技術的落紗小車定位系統軟件工作流程,如圖5所示。系統初始化完成后,當上位機獲得滿筒錠位換筒請求時,首先將安置于軌道的RFID標簽進行讀取獲取當前小車所處位置數據發送至上位機,用系統設定好的路線最優算法進行計算,從而得到一個高效率完成錠位請求的小車路徑。確定小車路徑后,上位機控制小車開始移動,移動的過程中讀卡器不間斷讀取安裝在軌道上的定位芯片,并將當前小車所處錠位坐標發送至上位機,上位機通過對當前位置信息處理對電機加速、減速控制,快速精準到達當前請求錠位坐標位置。
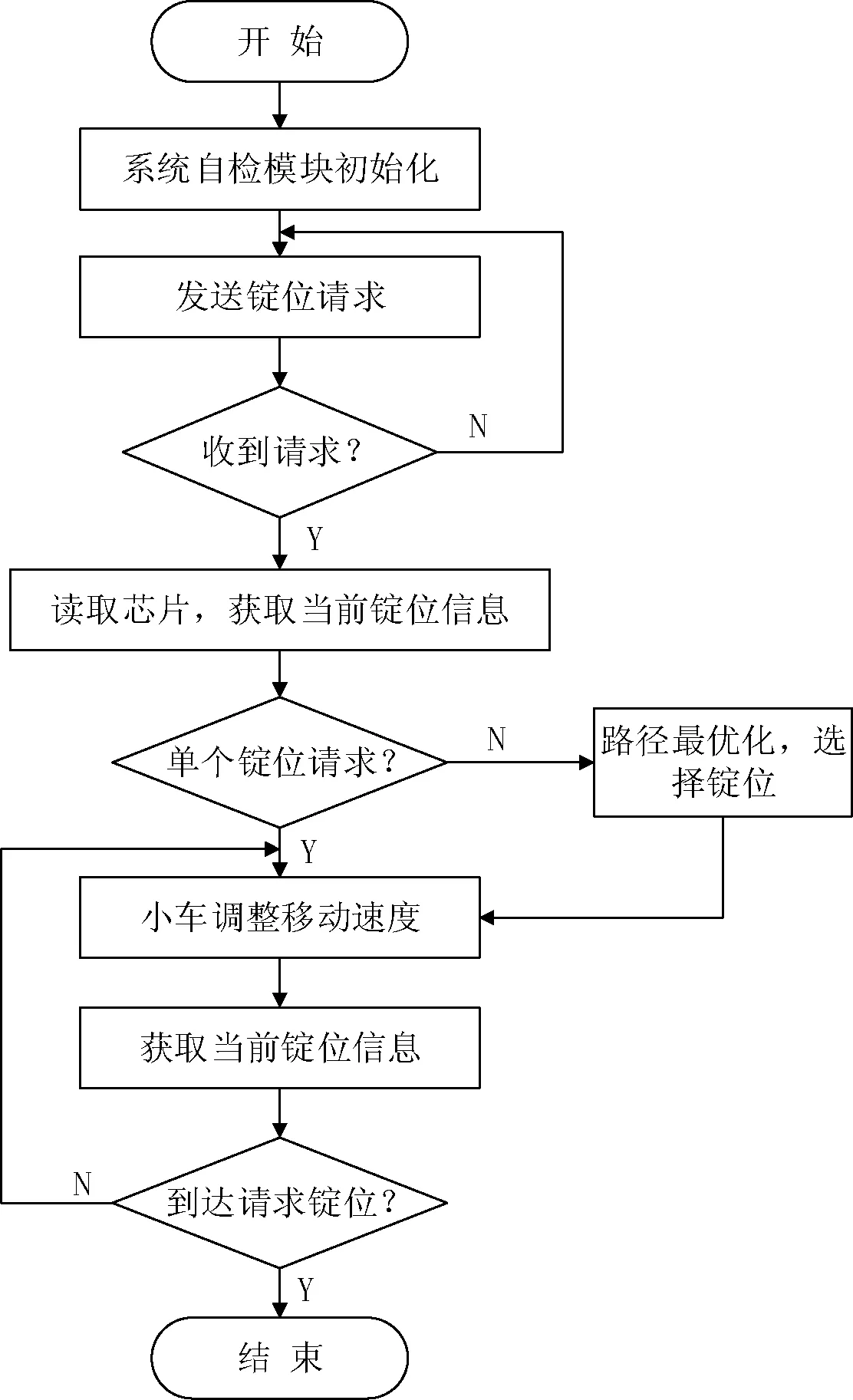
圖5 系統軟件流程圖
4 定位測試的結果與分析
4.1 讀卡距離的確認
首先使高頻RFID天線一體化讀卡器天線所在平面與無源射頻標簽所在平面保持平行放置,使讀卡器較長邊與標簽較長邊夾角為0°,傳送帶總長170 cm,每隔32 cm放置一張標簽,根據絡筒機小車運行速度設計傳送帶平均速度為90 cm/s,在這樣的擺放條件下進行讀卡距離實驗。讀卡器與標簽之間的距離和對每種讀卡距離測試200次,讀卡率統計如表1所示。

表1 讀卡距離實驗
從表1數據可以看出,當讀卡器與標簽之間距離達到20 mm時,讀卡識別率達到100%;當讀卡器與標簽之間距離大于25 mm時,開始出現漏讀現象,讀卡識別率隨距離增加而降低。
根據圖1安裝方法,絡筒機落紗小車與其運行軌道之間讀卡器與標簽的可安裝范圍為0~50 mm,將安裝于落紗小車的讀卡器與所運行軌道上安置的標簽之間距離設定在20 mm之內,可以滿足落紗小車的對位需求。
4.2 讀卡器安裝角度的影響
首先使高頻RFID天線一體化讀卡器天線所在平面與無源射頻標簽所在平面保持平行放置,使讀卡器較長邊與標簽較長邊夾角為0°,根據絡筒機小車運行速度設計傳送帶平均速度為90 cm/s,令讀卡器與標簽表面之間距離為20 mm;其次,使讀卡器較長邊與標簽較長邊夾角分別設置為0°、30°、45°、60°和90°,對每種擺放方向進行200次讀卡識別實驗,準確讀卡率統計如表2所示。

表2 讀卡方向實驗
從表2可以看出,當讀卡器與標簽之間夾角為0°和30°時,讀卡識別率最高,達到100%;隨著讀卡器于標簽之間的夾角增大時,讀卡識別率逐漸降低,當讀卡器與標簽之間夾角增加到60°時,無法識別當前標簽,即讀卡器與標簽天線的安裝角度超出其可識別輻射區,無法獲取標簽信息。由實驗結果可以得出,讀卡器與標簽之間的夾角為0°時其識別效果最佳。在實際使用中,小車與運行軌道之間的安裝角度存在誤差,因此需要將安裝角度保證在30°以內保證其識別效果。
4.3 小車速度的測試
在動態RFID應用系統中,天線移動速度對系統性能影響至關重要,相對速度越快,標簽讀取就越不穩定。為了能更好地適應安裝在落紗小車上讀卡器在變速的環境下的標簽識別,使讀卡器較長邊與標簽較長邊夾角為0°保持平行放置,讀卡器與標簽間距設置為20 mm,標簽間隔32 cm。進行五組不同速度條件下的標簽識別實驗,檢測移動速度對小車定位系統性能的影響,表3給出了不同速度下的標簽識別結果。

表3 讀卡速度實驗
從表3可以看出,本文所提出的基于RFID的小車定位系統能夠在高速移動情況下正確有效讀取標簽。當讀卡器與標簽相對移動速度增加至110 cm/s時,標簽讀取較為穩定,讀卡率達到100%,無漏讀現象。國際先進落紗小車移動速度最高可達到87 cm/s,本文所采用的RFID定位系統完全可以滿足在高速移動條件下小車的定位。當判斷小車即將到達請求錠位時,上位機控制小車減速慢行,同時在定位銷的輔助下,保證小車精準停車。
5 結 語
本文提供了一種基于RFID定位系統對自動絡筒機落紗小車實現實時精準對位的方法,該方法比現有落紗小車對位系統更加簡單,成本較低,系統運行穩定且不易被外界因素干擾。最后對該對位系統的性能進行測試,實驗結果表明該系統完全符合落紗小車對位的要求,為該系統的安裝與應用提供了有效的依據。該系統安裝簡便,成本較低,同時也適用于其他多種有軌生產線環境的定位系統,具有廣泛的適用性。
[1] 姚水蓮,劉成艷.細絡聯自動絡筒機技術[J].紡織機械,2011(4):18-20.
[2] 王飛,鐘馥聲,馮世亮.基于SVPWM控制的自動落紗調速系統[J].制造業自動化,2013,35(7):134-137.
[3] 胡玉才.國內外新型自動絡筒機發展綜述[J].現代紡織技術,2014,22(3):52-56.
[4] 李妙福.自動絡筒機的發展趨勢及對策[C]//“青島宏大杯”2006年全國用好自動絡筒機擴大無結紗生產技術交流研討會論文集,2006.
[5] 孫瑜,范平志.射頻識別技術及其在室內定位中的應用[J].計算機應用,2005,25(5):1205-1208.
[6] 陸桑璐.射頻識別技術[M].科學出版社,2014:23-27.
[7] 劉巖.RFID通信測試技術及應用[M].人民郵電出版社,2010:8-11.
[8] 鄭蓓林,俞利明.基于SST89E58RD2的智能測試系統設計[J].現代電子技術,2006,29(15):128-130.
[9] 陳博,劉開華.STM32的RFID手持終端硬件設計[J].單片機與嵌入式系統應用,2012,12(4):45-48.
[10] 于興晗,李君.基于MFRC632射頻識別讀寫器芯片的專用讀卡器設計及實現[J].電子技術應用,2007,33(3):125-128.
[11] 劉朋,張艷華,閻茹.基于單片機的有軌自動供料小車的定位控制[J].陜西科技大學學報(自然科學版),2009,27(4):85-87.
[12] 于永民.絡筒機自動循跡坐車的研制[J].紡織學報,2014,35(10):116-120.
ANALYSISANDDESIGNOFAUTOMATICWINDERDOFFINGCARALIGNMENTSYSTEMBASEDONRFID
Ma Dandan Wang Jing’an Tang Jizhong Liu Jihong*
(KeyLaboratoryofEco-textiles,MinistryofEducation,JiangnanUniversity,Wuxi214122,Jiangsu,China)
Aiming at the automatic winder doffer autonomous development requirements and in combination with the latest development trend of Radio Frequency Identification, the automatic doffer real-time alignment system based on RFID technology is designed to realize the real-time monitoring and data transmission of ingot coordinates of the doffing car. This study mainly describes the overall design scheme of the system, and discusses the design example with MFRC632 chip as tag reading module system. First, we uniformly pasted tag onto the winder doffing car orbit. The tag reader system was fixed on the track along the doffing trolley. Then, the system could read numbering of the current tag in dolly moving process and ensured the ingot position of the dolly. Moreover, the car coordinates would be transmitted to the PC in order to control the speed of doffer car. The experimental results show that this alignment system can 100% complete locate accurately, under the condition of the Reader and Tag installation distance 20 mm and parallel placement, doffing car speed up to 110 mm/s, which adapts to the current mainstream modification of automatic doffer car.
Automatic doffer RFID Alignment system Reader Recognition rate
TP251
A
10.3969/j.issn.1000-386x.2017.10.006
2016-11-17。江蘇省高校優勢學科建設工程資助項目(PAPD);教育部江南大學自主科研重點項目(JUSRP51417B)。馬丹丹,碩士生,主研領域:新型紡織工藝與裝備。王靜安,博士生。湯繼忠,技師。劉基宏,教授。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
