基于三維內輪廓的宏程序編制
2017-10-19 09:23:56李建生
裝備制造技術 2017年8期
關鍵詞:程序
李建生
(洛陽職業技術學院,河南 洛陽 471000)
基于三維內輪廓的宏程序編制
李建生
(洛陽職業技術學院,河南 洛陽 471000)
數控銑削加工中,三維內輪廓的編程具有一定的難度,常借助于CAD/CAM軟件來實現。本文從手工編程的另一種方法—變量編程,即宏程序,來詳細介紹了一例三維內輪廓的程序編制過程。
變量;三維內輪廓;CAD/CAM
內輪廓加工是數控銑削中最常見的,加工時由于受到刀具直徑、退刀路線、排屑和散熱等因素的影響,內輪廓的加工相對于外輪廓較難。如果遇到三維曲面,編程就更加復雜。如圖1,我們常用CAD/CAM軟件進行自動編程,但是自動編程也有許多缺點,如軟件學習較難不容易掌握、生成的程序較大,嚴重占用機床內存等。現在的數控系統都會給用戶提供另外一種編程方法,即變量編程,也就是宏程序。我們可以定義各種變量,并且給其賦值,變量之間可以進行運算,程序運行可以跳轉。利用宏程序編制的程序非常簡潔,邏輯嚴密,易于修改。下面通過實例來闡述宏程序的賦值和編程方法。如圖2.
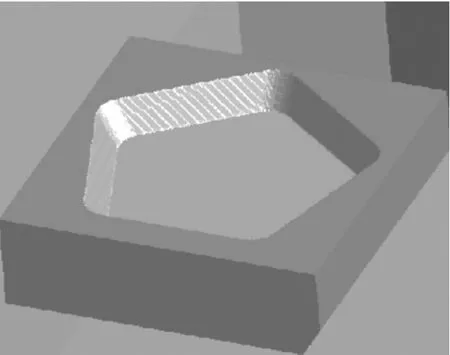
圖1 立體仿真圖
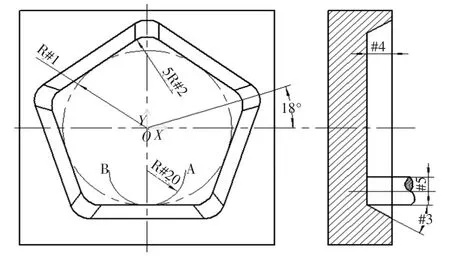
圖2 加工示意圖
1 工藝分析
如圖2所示,加工部位為正五邊形周邊內斜面加工,頂點圓角上下等半徑過渡,先用φ10 mm鍵槽銑刀加工出φ66 mm直孔,深度10 mm,用宏程序編程,加工示意圖如圖3,各參數賦值見表1。孔加工好后,用φ12 mm立銑刀加工內斜面,各參數賦值見表2.
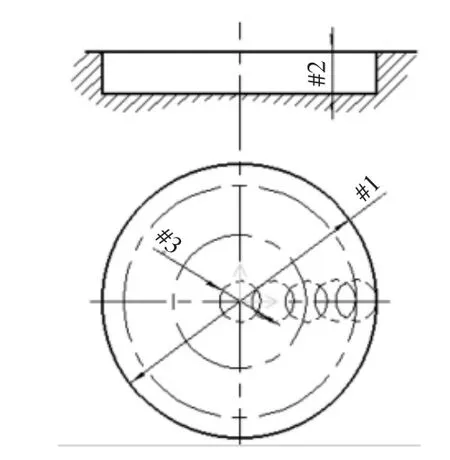
圖3 直孔加工示意圖
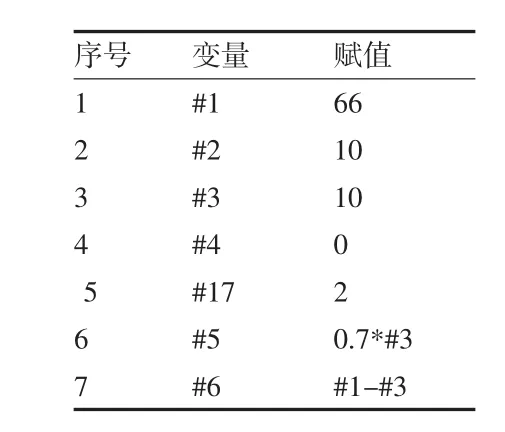
表1 直孔加工變量賦值
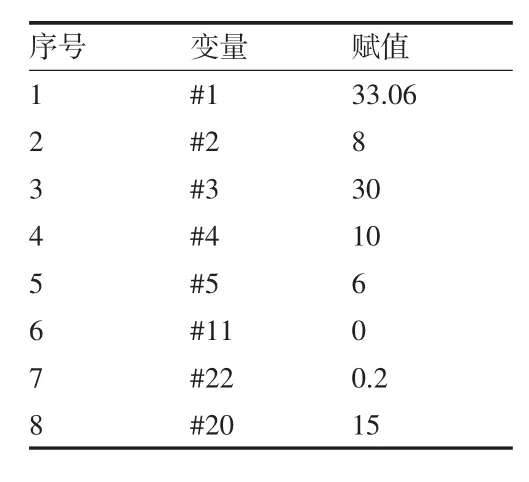
表2 內斜面加工變量賦值
2 參考程序(FANUC 0I數控系統)及程序注釋
2.1 直孔加工參考程序
直孔加工程序如表3所示。
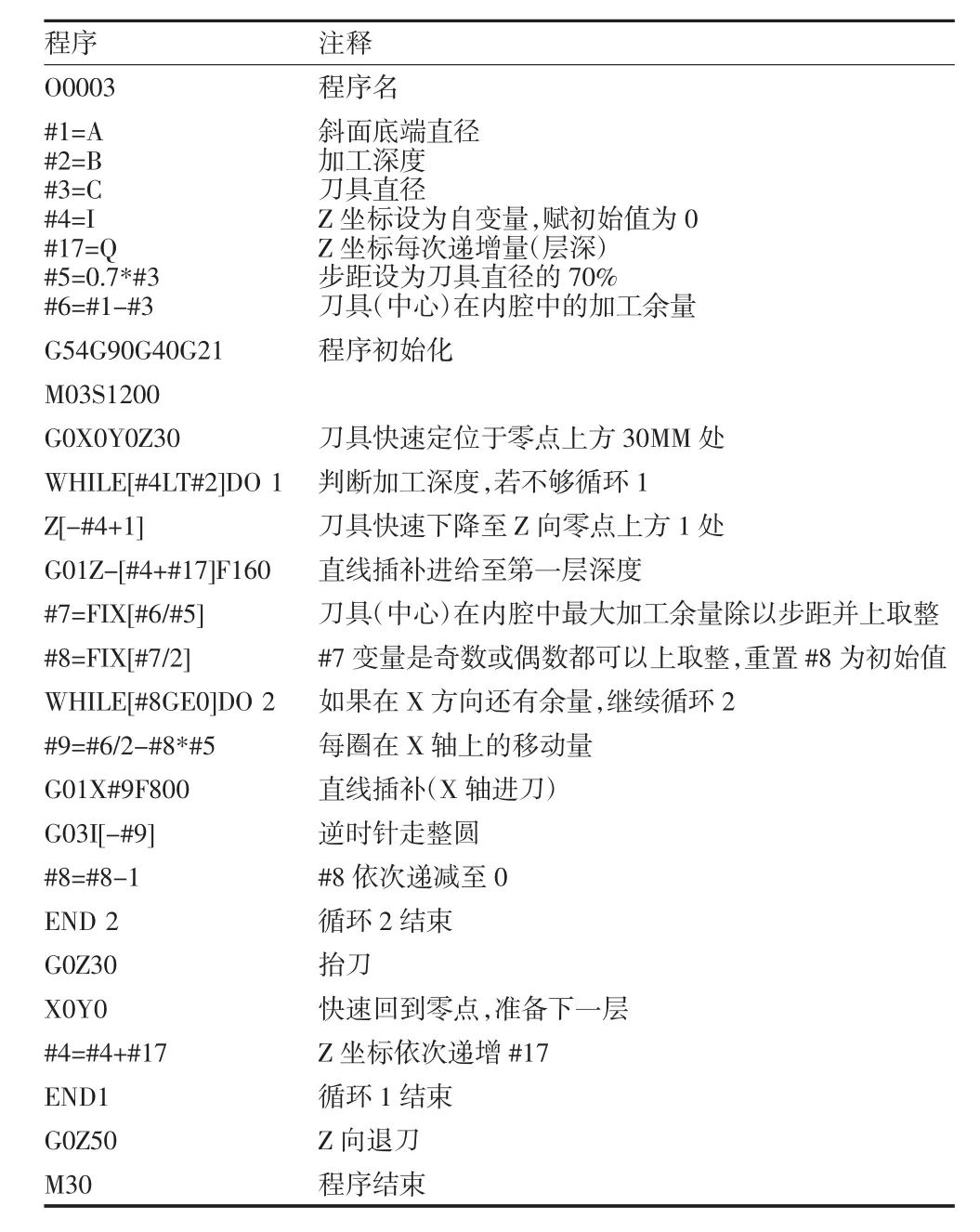
表3 直孔加工程序
2.2 內斜面加工參考程序
內斜面加工程序如表4所示。
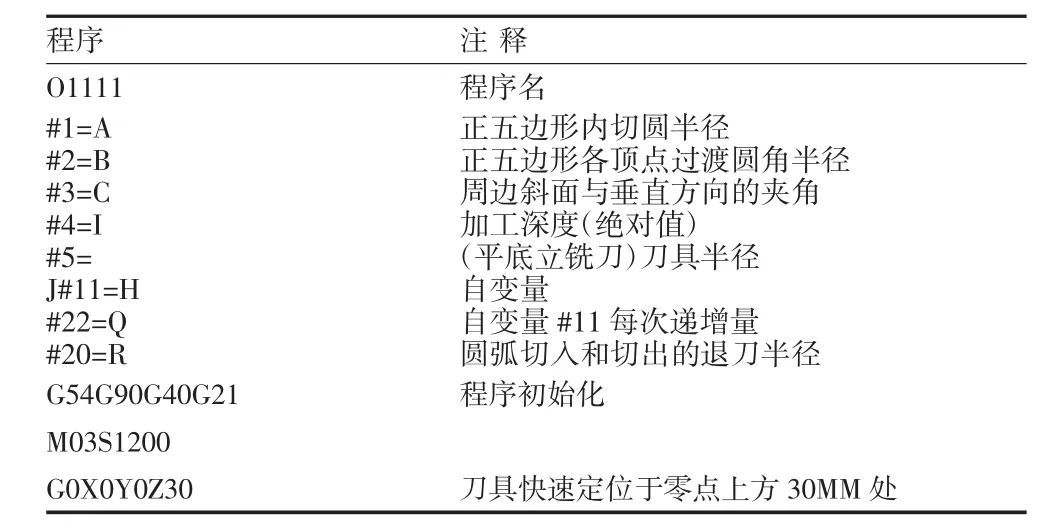
表4 內斜面加工程序
(續下圖)
(續上圖)
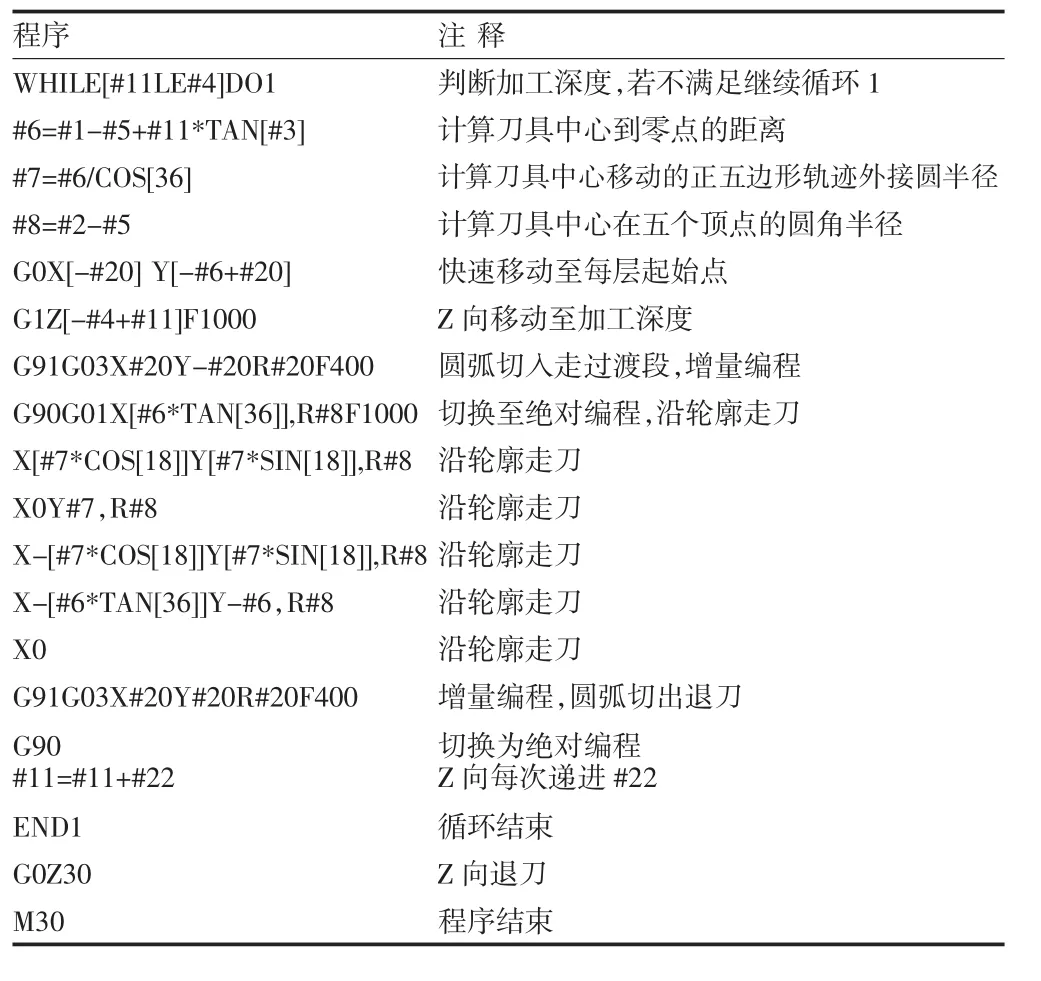
程序 注釋WHILE[#11LE#4]DO1 判斷加工深度,若不滿足繼續循環1#6=#1-#5+#11*TAN[#3] 計算刀具中心到零點的距離#7=#6/COS[36] 計算刀具中心移動的正五邊形軌跡外接圓半徑#8=#2-#5 計算刀具中心在五個頂點的圓角半徑G0X[-#20]Y[-#6+#20] 快速移動至每層起始點G1Z[-#4+#11]F1000 Z向移動至加工深度G91G03X#20Y-#20R#20F400 圓弧切入走過渡段,增量編程G90G01X[#6*TAN[36]],R#8F1000切換至絕對編程,沿輪廓走刀X[#7*COS[18]]Y[#7*SIN[18]],R#8 沿輪廓走刀X0Y#7,R#8 沿輪廓走刀X-[#7*COS[18]]Y[#7*SIN[18]],R#8沿輪廓走刀X-[#6*TAN[36]]Y-#6,R#8 沿輪廓走刀X0 沿輪廓走刀G91G03X#20Y#20R#20F400 增量編程,圓弧切出退刀G90#11=#11+#22切換為絕對編程Z向每次遞進#22 END1 循環結束G0Z30 Z向退刀M30 程序結束
4 結束語
從上面的程序可以看出,使用宏程序編程非常簡潔,即使再復雜的零件,程序也不會太長。我們還可以對相同的輪廓進行模塊化編程,只要改變其賦值,即表1、表2中的值,就可以加工出形狀相同而尺寸不同的輪廓。宏程序的編制的難點在于三角函數表達式、參數方程等的運用,CAD/CAM軟件的難點在于零件的建模和NC程序的生成。這兩種編程方法各有特點,我們可以在編程時適時而用,提高加工效率。
[1]徐文靜.基于復雜零件橢圓槽的編程加工[J].煤礦機械.2016.6:176-178.
[2]李亞平,孟麗霞.典型型腔類零件的數控銑削加工[J].現代工業和信息化.2105.5(17):34-36.
[3]周建安,孫衛.UG在平面銑削加工中的應用[J].機械設計與制造.2005.10:129-130.
[4]王卓亞,余英良.數控銑削加工型腔[J].《金屬加工:冷加工》.2008.13 :61-62.
Based on Three-dimensional Contours of Macro Program
LI Jian-sheng
(Luoyang Polytechnic,Luoyang Heyang 471000,China)
CNC milling,three-dimensional contour programming within a certain degree of difficulty,often by means of CAD/CAM software to achieve.This article from another method of manual programming,macro programming,introduced in a three dimensional contour programming process.
variable function;three dimensional;CAD/CAM
TG659
A
1672-545X(2017)08-0293-02
2017-05-17
李建生(1972-),男,河南洛陽人,實驗師,本科,主要從事數控加工研究。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
