淺談數控編程中切削用量確定方法
2017-10-19 09:23:56蔣修定陳良發
裝備制造技術 2017年8期
蔣修定,陳良發
(江蘇聯合職業技術學院鎮江分院,江蘇 鎮江212000)
淺談數控編程中切削用量確定方法
蔣修定,陳良發
(江蘇聯合職業技術學院鎮江分院,江蘇 鎮江212000)
近年來,隨著我國現代制造業迅猛發展,數控技術已普遍應用于企業日常生產過程。影響數控加工零件精度的因素有機床剛性、刀具形態、毛坯材質及熱處理等,但切削用量三要素對產品質量的影響最為復雜,也較難把控。
數控;切削速度;進給速度;背吃刀量;切削用量
金屬切削加工中確定切削用量的原則是在保證零件加工質量和加工刀具耐磨性的前提下,充分發揮機床效能和刀具切削性能,使生產效率最高,加工成本最低。粗加工時,一般以去除加工余量為主,但也應考慮刀具使用效能。切削用量的選擇時根據機床剛性及其他限制要求,盡可能選取大的背吃刀量與大的進給量,在保證工量具耐用度與經濟性明確最佳的切削速度。半精加工與精加工時,首先應確保加工質量的前提下兼顧加工效能與生產成本。切削用量確定方法是先根據加工余量計算背吃刀量;再依據加工要求(尺寸精度要求、表面的粗糙度要求、形位公差要求)與加工材料合理選擇進給速度;最后在保證加工效能的前提下,選取較高的切削速度。實際加工時應參照機床性能,查詢相關技術要求,依據實踐經驗正確選擇切削用量相關參數。
1 切削用量的定義
切削用量是指背吃刀量ap、進給速度F、切削速度Vc三項參數的總稱,相關要素計算如圖1所示,它是調整刀具與工件間相對運動速度和相對位置所需的核心工藝參數。確定切削用量的一般步驟為:首先依據產品技術要求、刀具材質及機床剛性確定切削深度,再根據相關參數要求查表選擇切削速度,從而計算主軸轉速,最后確定進給速度。
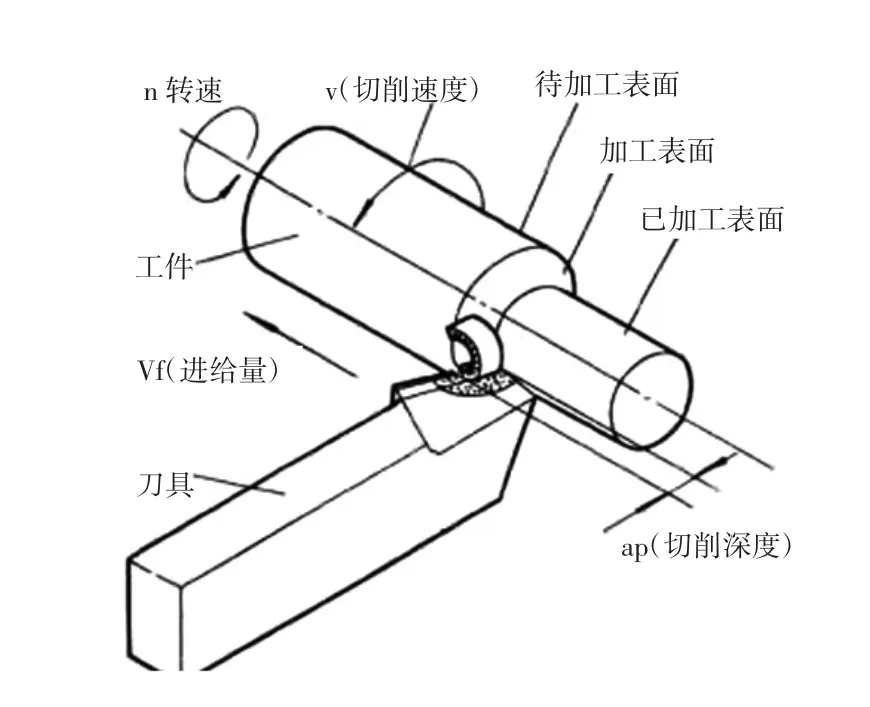
圖1 切削用量三要素圖解
2 切削用量選用的原則
2.1 切削速度的選用原則
切削用量三要素中切削速度參數值大小對加工效能影響最大。切削速度越大,切削時間越小,但刀具將產生高熱現象,刀具使用壽命較低;切削速度越小,加工時間越長,加工效能越低,刀具無法發揮最佳切削性能。實際加工時還應正確處理零件材質與熱處理情況,如在CNC切削方式對鋁合金材料加工φ30 mm至φ60 mm的孔時,切削速度可選擇1 500 m/min左右。HC4和HC5陶瓷刀具由于顯微組織結構存在微細化和硬質相結構,可對硬度大于45HRC的高硬材料進行切削加工。圖2所示是被切削材料的硬度與HC4和HC5的適用范圍。
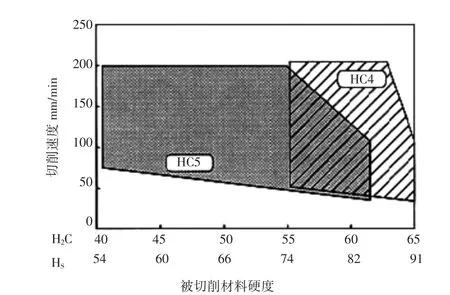
圖2 被切削材料硬度和HC4、HC5的適用范圍
對60HRC以下的鋼材高速切削適合選用涂層硬質合金刀具,刀具的耐磨性能非常優秀,但加工效率稍弱。總之,影響切削速度參數設定的因素很多,刀具材料和毛坯材料最為顯著。(1)依據不同的刀具材質,切削速度的選擇范圍參見表1所示。

表1 切削速度選用表
(2)毛坯材料硬度及熱處理方式也會對切削速度選用造成很大影響,一般來講加工材料的硬度越高切削速度越低;加工材料硬度較低,為防止加工過程發生粘刀現象,切削速度可以提高。
2.2 進給速度的選用原則
進給速度參數設定是數控機床編程加工的重要內容,一般依據加工技術要求(尺寸精度要求、表面的粗糙度要求、形位公差要求)結合刀具與零件材質等相關因素選定。由于粗加工的主要任務是快速去除加工余量,由于對零件加工精度表沒有太高的要求,進給速度主要受機床與刀桿剛性以及刀片與零件材質限制,一般工藝系統剛性越好,進給速度越高;反之需要適當降低。
半精加工、精加工的主要任務是保證零件加工質量,進給速度應根據產品表面粗糙度精度要求選擇。表面粗糙度精度Ra要求在1.6時,進給速度一般設定為60~100 mm/min,進給速度過大將會減低表面粗糙度精度質量;進給速度太小將會導致單次切削厚度過薄,這種情況下不僅會加劇刀具磨損,表面粗糙度精度質量反而變差。特殊情況下,如加工薄壁或輪廓拐角較大時,進入拐角時選擇較低進給速度,脫離拐角時緩慢提升進給速度,以此保證零件表面質量。
2.3 背吃刀量的選用原則
一般在機床及刀具剛性允許的情況下,背吃刀量越大越好,這樣可以大幅減少走刀次數,從而有效提升加工效能。實際加工時為了保證零件加工表面質量,應根據加工余量確定,留少量精加工余量。在中等功率的機床上,粗加工應當把第一,二次進給時的切削深度盡量取得大一些;切削深度取為8~10 mm.半精加工時,切削深度選取為0.5~2 mm.精加工時,切削深度選取0.2~0.5 mm。當工藝系統剛性較差(如加工細長軸、鏜刀桿伸出較長、機床陳舊)或沖擊載荷較大(如毛坯直徑不均衡)時,可適當降低切削深度,以降低切削力。實際操作時可結合相關參數手冊通過類比方法確定背吃刀量大小。
3 結論
隨著我國經濟發展水平不斷提升,實際生產中數控設備應用越來越廣,數控編程編制已經成為加工生產中的重要問題之一。在數控加工程序的編制過程中,合理選擇切削用量三要素往往成為年輕程序工藝員的最大瓶頸。因此,編程人員必須在熟悉數控設備的前提下,根據零件加工技術要求,結合生產現狀,積累最佳的切削用量選用范圍,在保證零件的加工質量和加工效率前提下,充分發揮數控設備與數控刀具的優勢,努力提高企業的生產工藝水平和經濟效益。
[1]趙長旭.數控加工工藝.西安:西安科技大學出版社,2006.1(2007.9重印).
[2]劉萬菊.數控加工工藝及編程.北京:出版社,2006.10.
[3]高勇等.UG NX中文版數控加工基礎教程.北京:人民郵電出版社,2006.4.
[4]鄭煥文.機械制造工藝學.北京:高等出版社,1994.
Discussion on Determination Method of Cutting Parameters in NC Programming
JIANG Xiu-ding,CHENG Liang-fa
(Zhenjiang Branch,Jiangsu Lianhe Technical Institute,Zhenjiang Jiangsu 212000,China)
In recent years,with the rapid development of modern manufacturing industry in our country,CNC technology has been widely used in the daily production process.The factors that affect the quality of NC machining are the rigidity of machine tools,the shape of cutter,the material of rough material and the heat treatment.But the three factors of cutting quantity affect the quality of product most complex and difficult to control.
CNC;cutting speed;speed;cutting depth;cutting
TG501.2
A
1672-545X(2017)08-0288-02
2017-05-13
蔣修定(1980-),男,江蘇鎮江人,本科,講師,從事數控加工工藝與制造技術教學與研究工作。
