科惠力測量技術在缸體表面刀痕問題中的應用
2017-10-19 09:22:04雷旭智
裝備制造技術 2017年8期
關鍵詞:測量
吳 勇,雷旭智
(上汽通用五菱汽車股份有限公司發動機制造部,廣西 柳州545007)
科惠力測量技術在缸體表面刀痕問題中的應用
吳 勇,雷旭智
(上汽通用五菱汽車股份有限公司發動機制造部,廣西 柳州545007)
以缸體前端面的銑削精加工為對象,介紹了利用高精密平面檢測技術即科惠力測量技術在發動機制造過程中刀痕質量問題的應用分析和指導,最終以更優化的走刀路徑和加工參數,解決了缸體精銑前端面刀痕質量問題,進一步提升缸體前端面的平面度質量。
科惠力測量;缸體前端面;刀痕;平面度;路徑
缸體前端面即機油泵前端蓋安裝面的平面度和表面形貌對發動機的裝配性和密封性也有著十分重要的影響。生產線大批量制造缸體時考慮測量的便捷性和高效性,一般采用線旁三坐標測量設備利用預先設定的幾個檢測點來評價表面的距離,利用探針走特定的軌跡方式來測量表面的平面度[1]。
與三坐標測量技術基于二維輪廓的測量方法不同,本文提到的科惠力測量技術是一種不用透鏡而能記錄和再現物體表面三維圖像的照相方法,它是能夠把來自物體的光波波陣面的振幅和相位記錄下來且實現輸出這種光波的一種技術,能夠以三維區域掃描的方式實現零件表面形貌的整體測量,并通過三維高度圖譜使得表面高度的變化形貌可視化。由于科惠力測量會覆蓋整個測量的零件表面,較三坐標測量若干軌跡上的點的集合,科惠力的平面度測量數值較三坐標測量結果更大,更能夠反映零件表面的實際形貌情況。在人員肉眼不能分別表面質量問題時,利用科惠力測量技術掃描整個零件表面呈現的三維能譜圖,能迅速地確定零件表面具體的缺陷位置,為發動機缸體制造過程中表面質量問題的解決提供更便捷的工具。
科惠力測量技術的實現對測量設備系統要求也較高,系統使用的光源必須具有很好的相干性,例如激光,現有實驗室采用He-He激光器拍攝可獲得良好的形貌圖。同時測量設備系統穩定性要求很高,所以試驗臺必須防震,所有光學器件都用磁性材料牢固地吸在工作臺面鋼板上,為了避免氣流、聲波干擾,零件進入設備測量時是被關閉在密閉的空間中完成測量的。
1 生產線設備加工缸體前端面刀痕問題案例
對于缸體前端面的加工,現有生產線上采用德國進口的全自動臥式數控加工中心加工,與其他專機方案相比,具有加工成本低、效率高、易維護等優勢。現有加工工藝分為兩步,第一步在粗加工單元粗銑,第二步在精加工單元進行精銑。由于粗細余量分配多,公差范圍較大,加工均能滿足要求,不存在質量問題,故在此對粗細加工不做詳述。現精銑缸體前端面工藝要求如圖1所示(剖面線為精銑部分)。
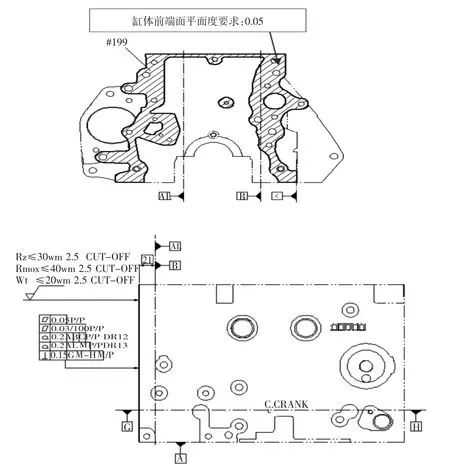
圖1 缸體前端面精銑工藝要求
現有生產線工藝設計布局為每條生產線每個工位由2臺完全相同的加工中心A和B組成,即為了提高生產效率兩臺設備加工工藝完全相同,生產調試時發現其中一臺設備B精銑前端面出現刀痕,刀痕位置圖示如圖2所示,嚴重時將導致發動機存在機油泄露問題,急需解決。由于缸體前端面區域存在油道和水道空間的設計,導致刀具在表面加工時切削面積和受力不是恒定的,不同區域產生的震動和受力均不一樣,加上刀片角度的影響,極易導致刀具與機床產生共振,從而產生表面刀痕質量問題。
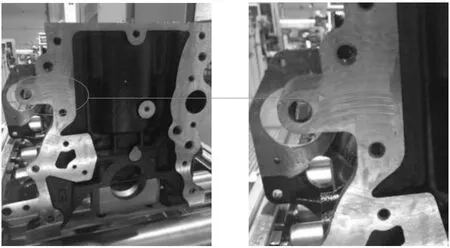
圖2 缸體前端面表面產生刀痕
2 缸體表面刀痕問題原因分析
在提高復雜零件表面質量或是降低刀具瞬時切削功率的案例中,通常采用的方法是:刀具結構優化、切削參數優化或是加工路徑優化等[2]。P.Doolan等人研究表明修光刃間距的設計能影響刀具振動的程度[3]。鄭敏利等人對平前刀面銑刀片、大前角銑刀片及波形刃銑刀片的銑削力進行理論計算和試驗驗證,其預報結果與試驗結果的變化趨勢符合較好,可用于銑刀片的槽型開發及優選[4]。王啟東等人針對一種典型薄壁件加工情形,對整體立銑刀具的幾何參數和切削用量進行優化,為探索切削加工工藝優化提供新途徑[5]。本文旨在通過快速對比驗證兩臺設備之間的差異,探索一種在不改變刀具結構的前提下,快速制定最優化的加工路徑和參數策略。該方法對于現實的批量加工制造具有重要的指導意義,能高效地控制生產成本的增加和車間產能的損失。
由于生產線設備A采用同樣的工藝未出現刀痕問題,對產生問題的設備B進行相關硬件上的更換驗證,如圖3所示為問題快速原因分析樹圖,包括檢查主軸拉刀力、主軸跳動、機床夾具定位面,調整夾具夾緊力、B軸抱閘壓力,更換X或Y軸絲杠、刀具AB線互換加工驗證等,同時與A設備加工質量對比,問題原因仍集中在設備B.由于更換夾具和導軌驗證周期長,對生產線影響大,故優先從更易驗證的方案著手,比如加工路徑和參數,以達到更好的兼容機床相關機械部件的微量磨損。如圖4是刀痕零件三坐標測量平面度結果,具體哪個區域出現超差不能直觀從報告中反映出來,對快速、有針對性問題解決帶來一定難度。

圖3 刀痕問題原因分析樹圖
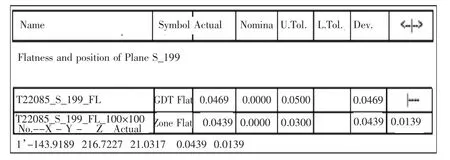
圖4 精銑前端面#199三坐標測量報告
如圖5所示科惠力測量結果,采用三維及二維彩色圖片顯示,有平面度整體評價。并將表面劃分成多個小區域使用報表顯示,使得用戶對零件表面形貌的理解變得快速、直觀、準確。由此可見,三維圖和實際加工刀痕情況是吻合的,需要解決測量報告中4和7區域之間的超差點即可。
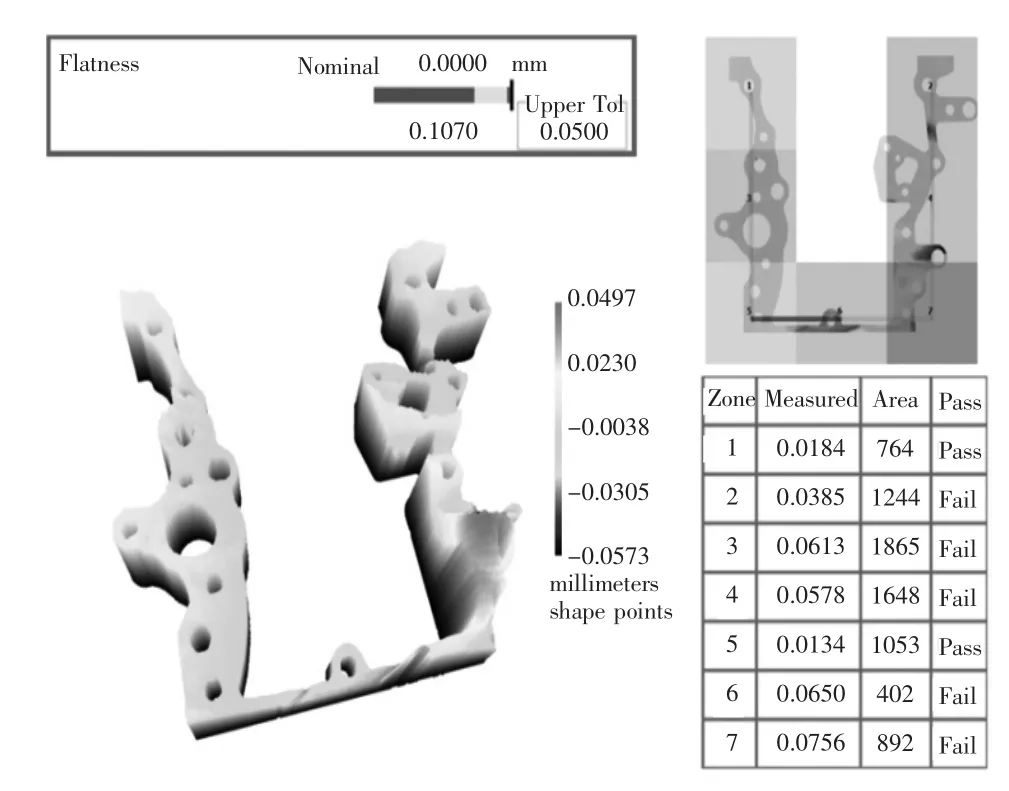
圖5 精銑前端面#199科惠力測量報告
3 刀痕問題驗證解決
分析產生刀痕區域表面形貌凸起,結合現有原加工逆時針路徑如圖6分析,由于此段區域X和Y軸同時聯動,產生的震動相對較大,第一步將刀具路徑中心外移,如圖中虛線所示,保證刀具加工時只有一個軸的運動,此時機床各軸絲杠傳動鎖定更穩定,刀具產生震動的條件更難,將路徑外移加工零件驗證,用科惠力測量加工后此區域的平面度降至0.07 mm左右,如圖7所示。
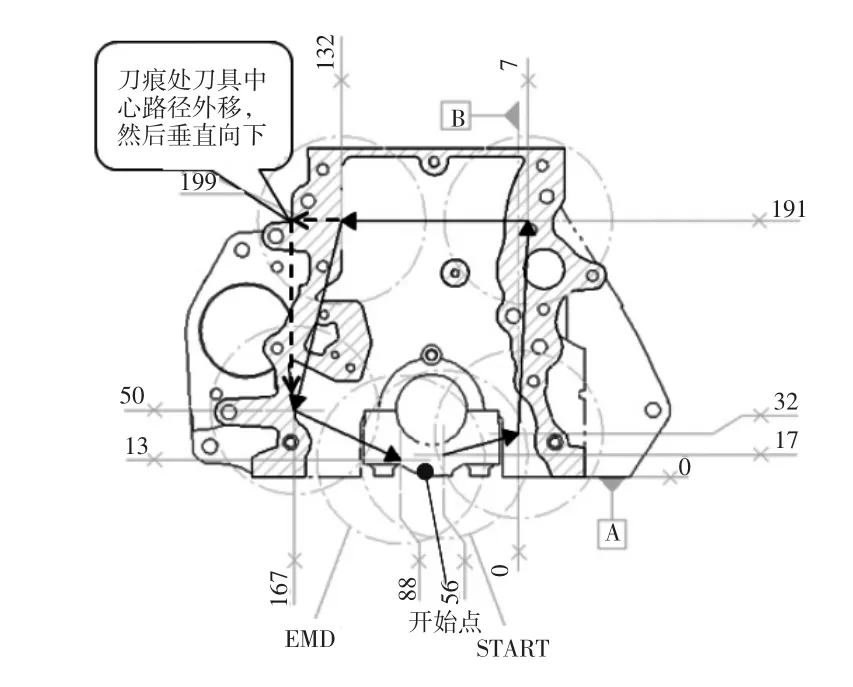
圖6 刀具原有加工逆時針路徑
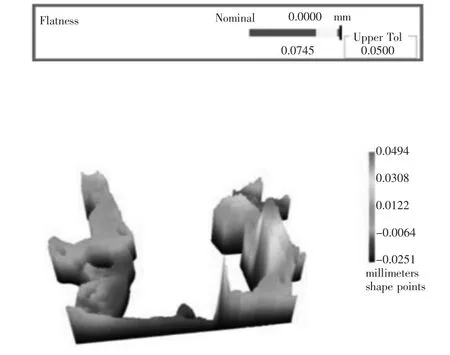
圖7 路徑外移驗證科惠力結果
根據三維掃描形貌分析局部平面度的高度,出現高度突然分層不連續的現象,考慮到刀具旋向與路徑方向形成的順銑與逆銑因素,進一步將刀具路徑方向加工驗證,避開刀具與機床夾具產生共振的條件,同時為了保證刀具在退刀時避讓接刀痕,必須保證刀盤直徑走出實體區域后才退刀,如圖8所示,并用科惠力測量驗證路徑反向后此區域的平面度降至0.049 mm左右,如圖9所示。
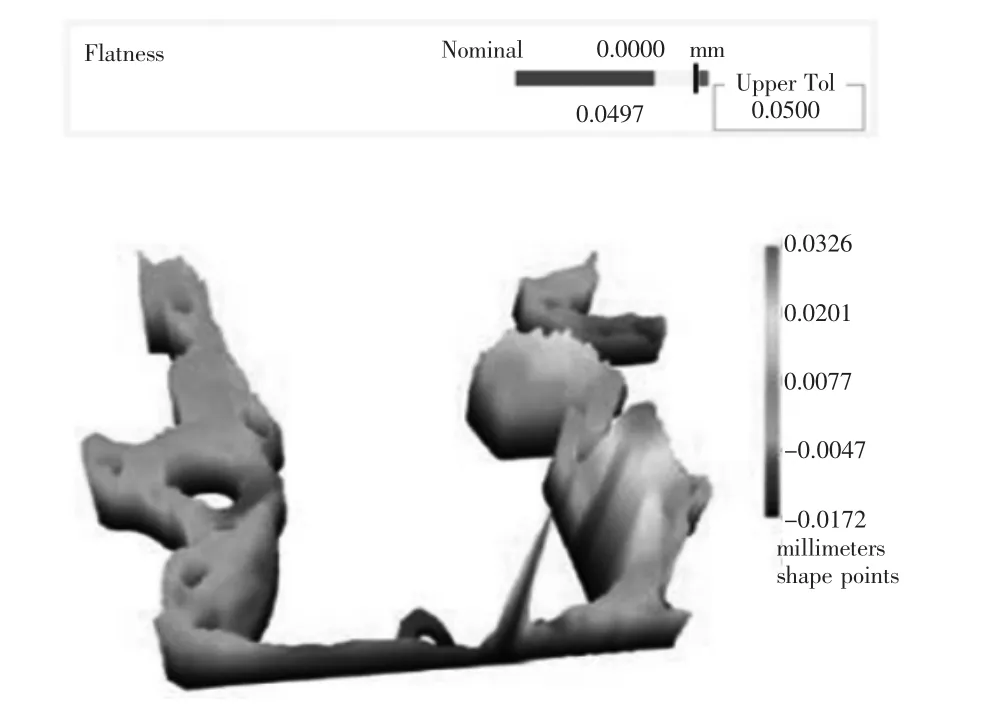
圖9 路徑反向驗證科惠力結果
經過前兩步路徑的優化和科惠力測量技術的診斷,刀痕問題基本已消除,但平面度數據仍整體偏大,工藝要求0.05 mm,根據圖9科惠力3D圖顯示的表面高度不好的區域,可以通過適當降低進給,使刀具變速銑削加工。在科惠力測量結果中顯示的平面度不好的區域,降低刀具進給速度驗證并測量加工效果如下圖10所示,整體平面度降至0.02 mm,局部平面度均在0.02 mm以下,整個平面3D掃描形貌的高度趨于一致,最終達到了預期刀痕解決和平面度質量提升的效果。
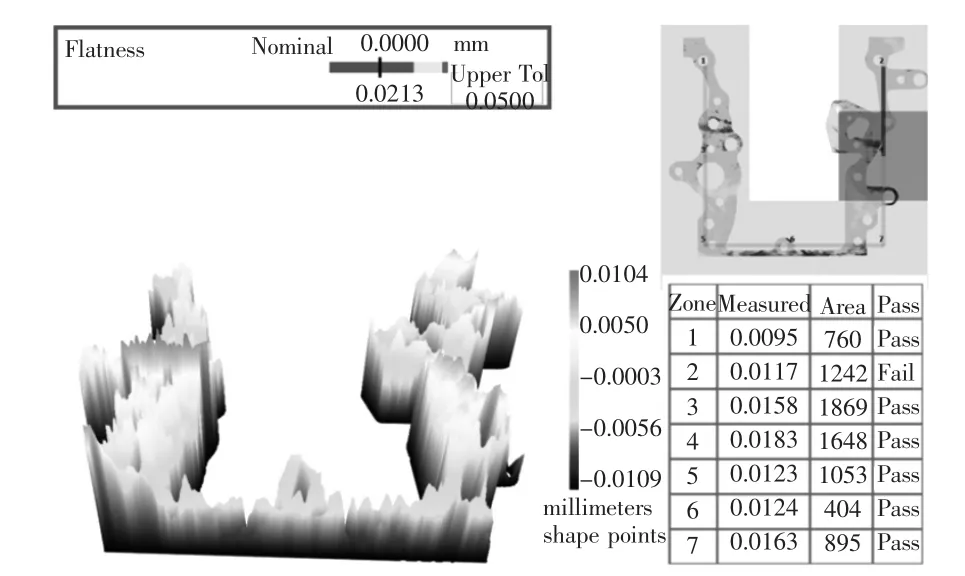
圖10 參數優化后科惠力測量結果
4 結束語
基于科惠力測量技術的刀痕質量問題及平面加工優化是建立在機床機械組件磨損良好和震動相對較小的基礎上,通過科惠力技術分析加工形狀復雜的表面上的形貌變化,針對不滿足工藝要求的區域進行有目的性的優化,通過路徑和參數的不斷優化,能有效改善被加工表面的質量,提高刀具壽命以及削弱機床加工中振動情況等。
本文在機床主要機械部件夾具和導軌磨損量不明的情況下,以科惠力測量為診斷技術,通過局部優化路徑和參數,簡單、快捷、準確地解決表面加工質量問題,是一種科學高效的問題解決辦法,對于高柔性、大批量制造的生產線加工具有一定指導性作用。
[1]唐廣輝,穆建華,夏志豪.基于科惠力測量技術的發動機故障診斷應用[J].汽車科技,2015(01):52-56.
[2]張子盛.發動機缸體復雜平面加工路徑優化策略[J].裝備制造技術,2014(8):104-107.
[3]P.Doolan,M.S.Phadke,Computer Design of a Minimum Vibration Face Milling Cutter Using an Improved Cutting Force Model.Journal of Manufacturing Science and Engineer ing for Industry,1976,98(08):807-810.
[4]鄭敏利,劉華明.三維復雜槽型銑刀片銑削力的數學模型[J].制造技術與機床,2000(5):52-54.
[5]王啟東.整體立銑刀瞬態切削力理論預報及應用研究[D].濟南:山東大學,2012:62-69.
The Application in Solving Block Surface Mark Problem Based on Coherix Measuring Technology
WU Yong,LEI Xu-zhi
(SAIC GM Wuling Automobile Co.,Ltd.,Engine Manufacturing Department,Liuzhou Guangxi 545007,China)
Based on finish milling machining the block front face,this paper mainly introduces that by use of high precision surface detection techniques namely coherix measuring technology to analysis and guidance tool mark quality problems in the process of engine manufacturing,eventually it use better cutting path and processing parameters to solve the quality problem of finish milling block front face,make a further flatness improving in the quality of block front face.
coherix measuring ;cylinder block front face;tool mark;flatness;cutting path
TH162.1
A
1672-545X(2017)08-0121-03
2017-05-08
作者信息:吳 勇(1988-),男,湖北荊州人,學士,助理工程師,研究方向:發動機缸體加工工藝、生產線布局優化、精益制造等。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
