基于PLC控制的煤礦送料小車系統設計
2017-10-19 09:24:14吳何畏
裝備制造技術 2017年8期
馬 帥,秦 濤,吳何畏
(湖北文理學院機械與汽車工程學院,湖北 襄陽441053)
基于PLC控制的煤礦送料小車系統設計
馬 帥,秦 濤,吳何畏
(湖北文理學院機械與汽車工程學院,湖北 襄陽441053)
針對煤礦送料過程中存在的自動化程度不高、效率低下、安全性難以保證的問題,設計了一種基于三菱FX2N-16MR PLC的煤礦送料控制系統,通過PLC控制電動系統完成指定動作,實現煤礦送料小車的精確運動控制。
送料小車;PLC控制;梯形圖
當下煤礦行業的送料方法,一般采用傳統的人力運輸或帶傳動運輸,人力運輸難以保證人員安全,且效率低下已不能滿足煤礦行業的需求[1];帶傳動運輸隨效率稍有提升,但由于皮帶自身的彈性滑動特性[2]使煤礦輸送運動不能被精準控制。PLC可編程邏輯控制器具有高可靠性、易于編程、方便控制的特點而被廣泛應用于工業領域[3]。PLC技術在煤礦行業的應用可以實現煤礦生產的自動化,具有穩定性好、精確度高、故障率低、效率高等優點[4]。本文設計了一種基于PLC控制的煤礦送料小車系統,能夠減輕人力成本、實現煤礦送料小車的精確定位,較好地滿足煤礦行業安全性、可靠性以及方便性的控制要求。
1 系統總體方案
煤礦送料小車系統的工作總體方案如圖1所示,小車可在兩個行程開關間往返運動,并自動裝料和卸料,整個系統由PLC控制。通過前后限位行程開關的觸發實現送料小車的往返運動,延時控制實現小車的裝料和卸料。
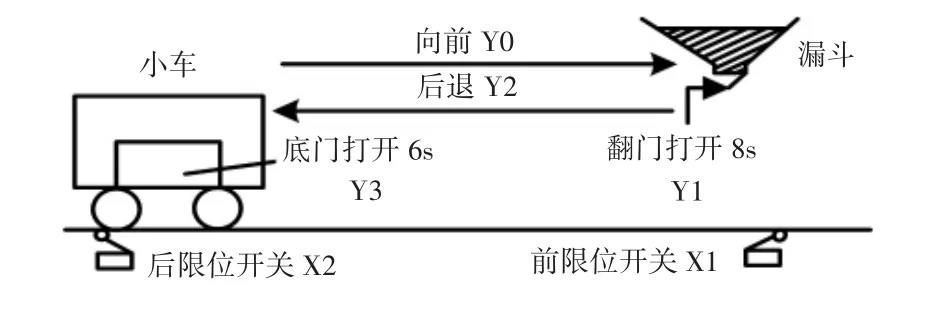
圖1 煤礦送料小車送料模型
通過對煤礦送料小車系統控制過程和功能要求分析,明確系統的控制要求:按下啟停按鈕,系統啟動進入自動工作狀態,送料小車觸發后限位開關,行程開關將信號發送給PLC,驅動電機正轉帶動小車向前運動直至小車觸發前限位開關,PLC接收狀態信息控制小車驅動電機正轉觸發器使電機停止轉動制動小車;與此同時,翻門電磁閥觸發器得電打開閥門并維持8 s,漏斗中煤料落入小車。延時8 s結束,翻門電磁閥關閉,PLC控制驅動電機反轉觸發器使電機反轉帶動小車沿原路返回至后限位開關,觸發并斷開后限位開關,PLC控制驅動電機反轉觸發器使電機停止轉動制動小車;同時,PLC控制小車底門電磁閥觸發器打開閥門并維持6 s,使小車中的煤料卸到指定位置,完成一次送料循環。在自動工作狀態下按下系統的啟停按鈕,使系統停止工作,若再按下啟動按鈕,PLC控制因具有斷電保持的記憶特點可以在系統恢復電力時繼續斷電之前的動作保證系統動作的完整性。送料小車系統的工作流程如圖2所示。
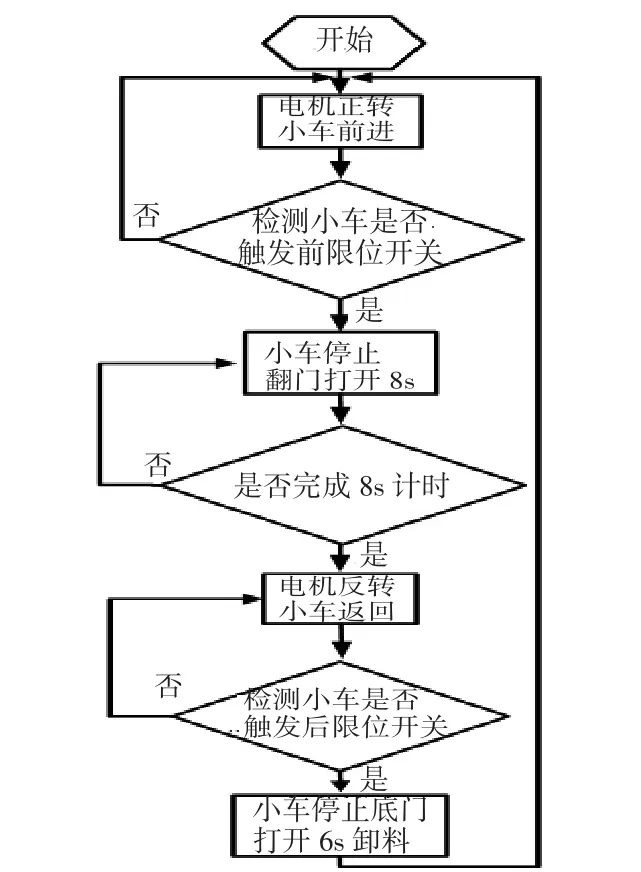
圖2 系統的工作流程圖
2 軟件控制系統設計
2.1 I/O點的估算
對煤礦送料小車系統進行詳細的分析可知:系統有3個輸入點,分別是:啟停控制按鈕、前限位開關、后限位開關;有4個輸出點,分別是:驅動電機正轉觸發器、驅動電機反轉觸發器、翻門電磁閥觸發器、小車底門電磁閥觸發器。根據系統結構需要具備的功能分析可以確定編程元件編號以及PLC的選型。
2.2 PLC的選擇
FX2N系列PLC是FX系列中最高檔次的程序裝置模塊,它擁有高速度、高性能、邏輯選件以及定位控制等特點。除了輸入輸出16-25點的獨立用途外,還可以擴大控制點數,以適用于在多個基本組件間的連接、定位控制、模擬控制等特殊用途,是一套可滿足多樣化廣泛需求的PLC裝置[5]。
通過對系統結構和功能要求的詳細分析以及I/O點的估算,選用三菱PLC FX2N-16MR型號,8個輸入點(X000-X007)和 8個輸出點(Y000-Y007),留有10%~20%的余量。
2.3 I/O分配表設計
對PLC系統外部接線圖的分析,可以確定所需編程元件編號。煤礦送料小車PLC控制系統的I/O分配表如表1所示。
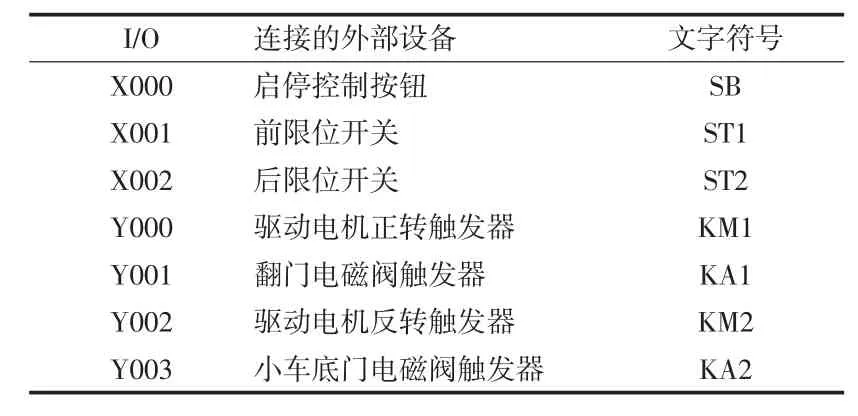
表1 控制系統I/O點分配表
2.4 外部接線圖設計
通過對煤礦送料小車系統的功能及技術要求分析,設計出的PLC外部接線圖如圖3所示。
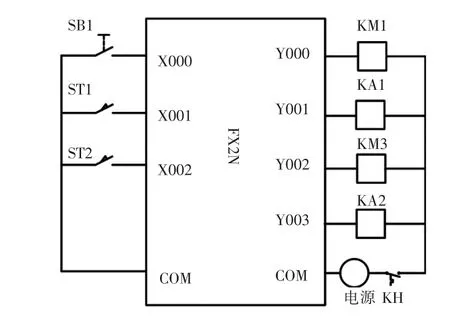
圖3 PLC控制系統外部接線圖
2.5 梯形圖設計
控制程序的設計基于三菱FX-TRN-BEG-C軟件,采用梯形圖編程的方式,系統的梯形圖設計如圖4所示。具體介紹如下:按下循環啟停按鈕SB對應X000置1,前限位開關ST1對應常閉開關X1,因此輸出端Y0置1且X0自鎖保持得電置1的狀態,此時小車驅動電機正轉觸發器接通控制電機正轉帶動小車向前運動;小車運動到前限位開關ST1處使其斷開,對應圖中敞開按鈕X1置1,輸出Y1置1對應翻門電磁閥觸發器接通閥門打開,計時器T0開始計時,使翻門閥門維持打開狀態8 s.8 s計時完成翻門閥門關閉,常開按鈕T0置1,輸出端Y2置1并保持T0得電置1狀態,此時驅動電機反轉觸發器得電控制電機反轉帶動小車沿原路返回;小車運動到后限位開關ST2處使其斷開對應常開按鈕X2閉合置1,輸出端Y3置1,同時計時器T1得電開始6 s計時,使小車底門電磁閥觸發器得電底門打開并維持6 s,使小車上的煤料卸到指定位置。6 s后底門關閉,小車完成一次送料。
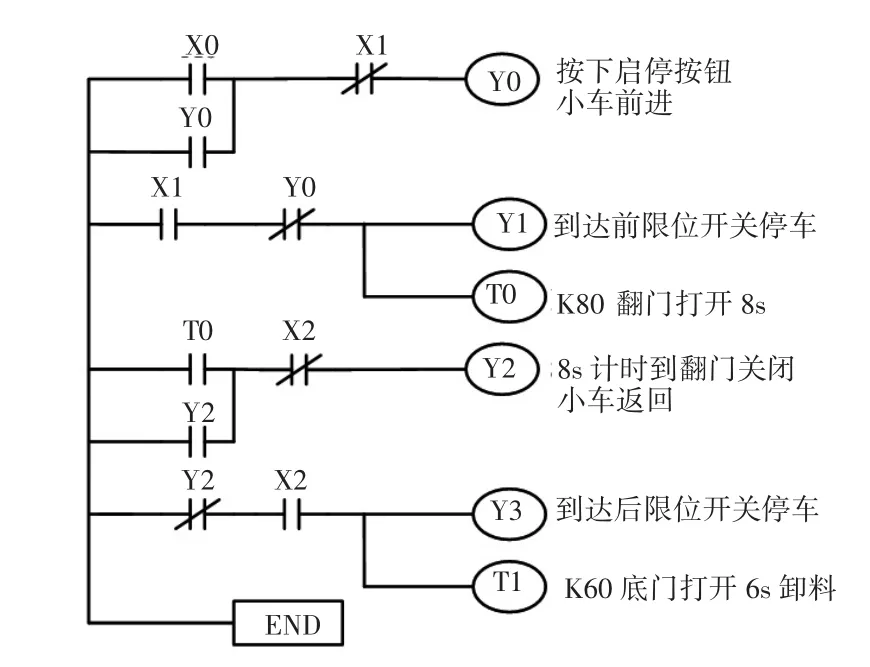
圖4 系統的梯形圖設計
3 結論
近年來,能源危機嚴重影響到人們的生活,對于煤礦的需求也日益增加,而如何在提高煤礦行業生產效率的同時保證人員安全,實現自動化生產逐漸成為人們關注的重點。
本文所述的煤礦送料小車系統采用PLC控制,結合實際生產需求以及技術規范,對輸送路線以及PLC控制程序進行設計,可實現對煤礦送料系統的自動化控制。系統性能穩定,設備可靠性高,PLC控制程序修改方便易于擴充。在節約勞動力,保證人員安全的同時大大提高了煤礦行業的送料效率。
本文所設計的基于PLC控制的煤礦送料小車系統,技術方法容易實現,程序設計可靠,只需一套設備就可完成的煤礦小車裝料-送料-卸料的全過程,可以用于煤礦行業的送料現場。
[1]王 科.煤礦行業現狀及發展建議[J].能源與節能,2015,113(2):12-13.
[2]王旭東,熊平原.摩擦帶傳動彈性滑動的動力學分析與試驗[J].機械傳動,2010,34(12):52-55.
[3]趙 斌.PLC應用現狀及發展前景概述[J].佳木斯職業學院學報,2012,114(4):193.
[4]林偉通,徐羽高.淺談PLC技術在煤礦電氣自動化中的應用現狀[J].裝備制造技術,2016(6):114-116.
[5]葉 童,吳何畏.PLC控制器在飲料罐裝生產流水線系統中的應用[J].機械管理開發,2017,32(1):8-10.
Design of Coal Feeding Car System Based on PLC Control
MA Shuai,QIN Tao,WU He-wei
(School of Mechanical and Automotive Engineering,Hubei University of Arts and Sciences,Xiangyang Hubei 441053,China)
In view of the existing problems of low automation,low efficiency and unsafe in the process of coal feeding,the coal feeding control system based MITSUBISHI FX2N-16MR was proposed in the paper.The specified action to control the electric system can be completed by using PLC,and the accurate motion control of coal feeding car can be realized.
feeding car;PLC control;ladder diagram
TP273
A
1672-545X(2017)08-0055-02
2017-05-02
基金支持:“機電汽車”湖北省優勢特色學科群2017年度開放基金項目(XKQ2017015)
馬 帥(1995-),男,湖北棗陽人,湖北文理學院,研究方向:機械設計制造及自動化;秦 濤(1987-),男,湖北襄陽人,講師,博士,主要研究方向:機器人技術。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年4期)2016-05-04 04:00:23
現代企業(2015年8期)2015-02-28 18:55:34
現代企業(2015年6期)2015-02-28 18:51:50
商業評論(2014年9期)2015-02-28 04:32:41
