基于多工位高頻淬火的自動化設計方案的研究
2017-10-19 09:24:06蔣桂平
裝備制造技術 2017年8期
關鍵詞:設計
蔣桂平
(桂林廣陸數字測控有限公司,廣西 桂林541000)
基于多工位高頻淬火的自動化設計方案的研究
蔣桂平
(桂林廣陸數字測控有限公司,廣西 桂林541000)
提出了一種基于高頻淬火的多工位自動化設計方案,并通過對該設計方案的各功能部件的分析與研究,確認了方案的技術參數和可行性,也為該方案的實施提供了可靠的理論依據。
高頻淬火;自動化;多工位
高頻淬火,是現代制造業中比較常用的零件表面熱處理方式,其原理是通過在零件表面產生一定的感應電流,迅速加熱零件表面,從而達到對零件淬火處理的一種金屬熱處理方法。經過淬火的處理可以提高零件的硬度和剛性,從而滿足零件的某種特殊用途[1-2]。多工位高頻淬火自動化設備可以實現零件的自動上下料工序和多工位自動淬火工序,不僅極大地提升了工作效率,減輕了工人的勞動強度和危險,也進一步降低了企業的加工成本,本文主要針對該自動化設備的多工位淬火工藝,零件自動送料和機械手上下料等部分進行設計方案的研究與確定。
該自動化方案要求結構布局合理,機械手上下料安全可靠,多工位淬火高效可靠,淬火節拍滿足崗位工藝要求。
自動化方案的主要技術指標:移動速度為90 m/min;零件碼垛數量為300件/次;機械手抓取力為30 kg;淬火節拍為 15 s/件;淬火工位:上、中、下三工位;移動定位精度為0.1 mm.
1 多工位淬火的設計與研究
1.1 多工位淬火的線圈設計
高頻淬火設備是通過加熱線圈來加熱零件表面的,毫無疑問,在設計加熱線圈的時候,一定要考慮待淬火零件與加熱線圈的位置關系,位置關系的準確與否是實現零件淬火處理的一個關鍵因素。
圖1為待淬火零件的簡易視圖,圖中深灰色區域就是工件需要淬火處理的區域,該零件屬于局部淬火處理零件,共需要淬火處理的位置有三處,如圖所示。
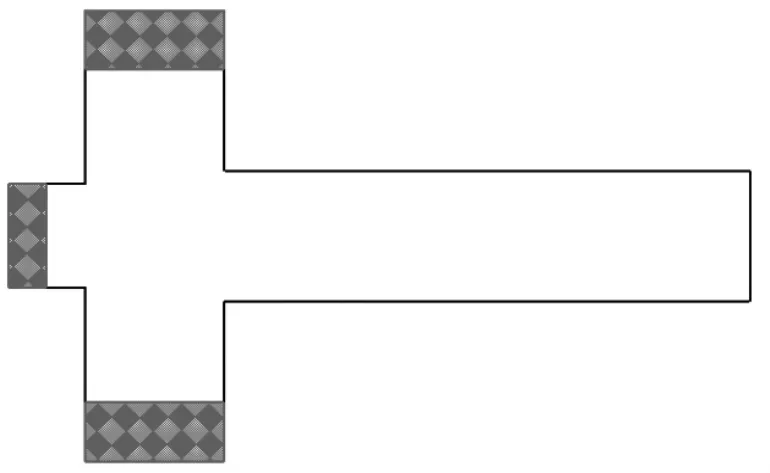
圖1 淬火零件
圖2 是為該零件設計的多工位淬火處理的高頻感應線圈,該線圈可以實現對零件的三給位置的淬火處理。
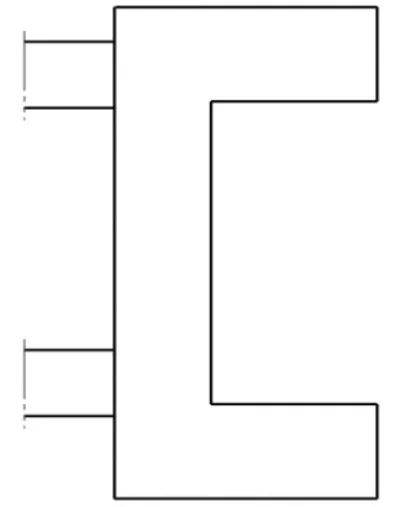
圖2 淬火線圈
圖3 為零件即將進入感應線圈的待淬火狀態,通過視圖可以看出,只要對零件實現向上、向左,向右的三個方向的運動就可以實現對該零件的三個淬火位置的熱處理工序。所以該高頻感應線圈的設計是我們這個自動化裝置的一個技術難點,也是一個技術重點。
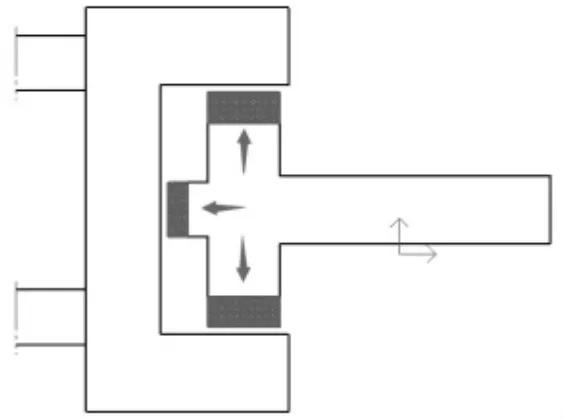
圖3 零件淬火工序
除了確認感應線圈的形狀,對感應線圈與零件之間的間隔間隙也做了多組的數據測試,通過調整感應線圈的通電時間,以及所獲得的零件淬火后的硬度數據,最終在加工效率和加工質量上做了一個很好的平衡,在這些數據研究和測試過程中發現了以下參數與淬火零件的質量息息相關:
(1)感應線圈的形狀;
(2)感應線圈與零件之間的間隙;
(3)感應線圈的電流設置;
(4)感應線圈的通電時間;
(5)感應線圈的冷卻情況;
(6)零件運動的定位精度。
以上六個方面的技術參數直接決定了零件淬火的質量,也決定了零件淬火效率的高低,因此在設計的過程中需要在這些參數里做不同的取舍和平衡,這也是在加工效率和加工成本上做平衡。
1.2 多工位淬火的運動裝置的設計
從上面的零件淬火工位和線圈的設計來分析,可以清晰的知道,要實現該零件的三個工位的高頻淬火處理,必須為該裝置設計三個方向的運動控制,設計方案如圖4所示。
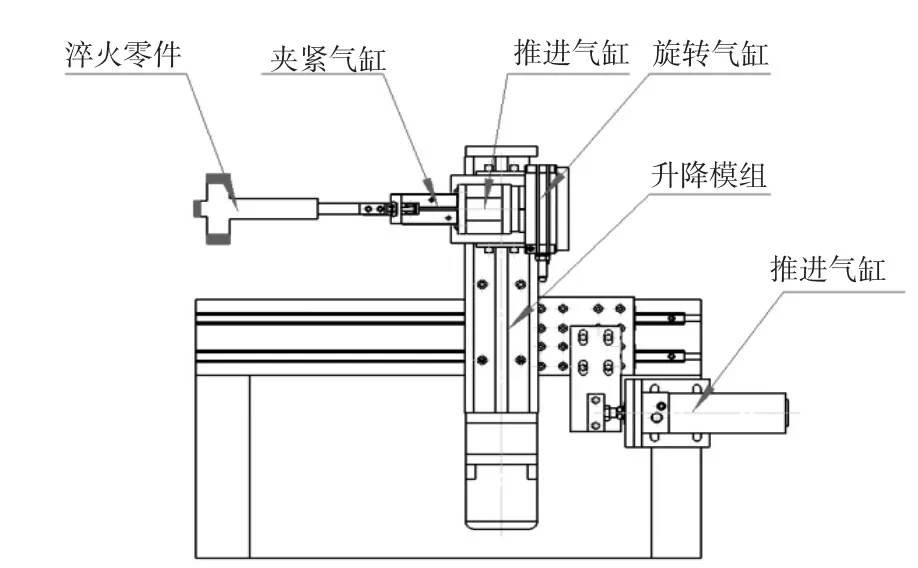
圖4 淬火運動機構
從圖4的局部方案圖可以看出,采用了一個升降模組來實現零件的向上和向下淬火處理的運動,同時采用了兩級推進氣缸來實現零件的向左運動,第一級推進氣缸將零件推進到向上和向下運動的位置處,先進行上下兩個工位的淬火熱處理,第二級推進氣缸實現零件的端頭淬火熱處理,同時還設計了一個夾緊氣缸來實現零件的自動裝夾和一個旋轉氣缸來實現零件從自動送料平臺經過機械手的抓取后與淬火運動平臺的零件對接。
本方案的設計,主要從以下幾個方面來進行考慮:
(1)方案的實施成本,采用了一個直線模組和多個運動氣缸的組合設計模式,這樣的模式不僅充分的實現了該運動裝置的運動要求,也在一定程度上降低了制造成本。
(2)方案的精度保證,在選用這些執行元件的時候,就充分考慮各個動作所需的運動和定位精度,并對這些運動和定位精度的可靠性和持續性做了充分的分析和調研,具有非常高的現實意義。
(3)方案的維護成本,在進行該方案設計的時候就充分考慮了該裝置的使用和維護問題,力求以最簡便和低廉的維護工序和成本來實現該裝置的常年可靠性運行。
2 零件自動送料裝置的設計
2.1 零件自動送料裝置的技術要求
針對該高頻淬火自動化裝置的具體要求,以及車間場地的大小限制等問題,做了一個充分的分析和調研,確定了該自動化裝置的具體技術參數:
(1)零件碼垛總數量為300件/次;
(2)零件一次可以分為6垛碼堆,則每垛需要碼堆零件50件;
(3)零件的傳輸速度為20 m/min;(4)零件的定位精度為±0.2 mm;
(5)送料裝置設置空料感應報警功能。
2.2 零件自動送料裝置的方案設計說明
根據該自動化裝置的技術參數要求,我們對該裝置確立了一個基本的技術方案如圖5,該方案共包含了6垛待淬火零件,因為是一個全自動的送料機構,該裝置必須設計相應的自動傳輸機構和智能感應方案,我們具體的設計如下:
(1)傳輸機構采用通過伺服電機、減速機、直線導軌、齒輪和齒條的傳動方式來實現,其中為了平衡和伺服電機的扭矩大小和速度的關系,加入了減速機的應用,這樣的好處的是:在選擇伺服電機盡量小、傳輸速度滿足要求的的情況下,可以通過減速機的減速來提升該傳輸裝置的輸出扭矩,從而達到節約成本和減小運動過程中的運動慣量對伺服電機的沖擊[3]。
(2)碼垛料位分為6組,這樣做的目的是:在前面的料位完成零件的傳輸后,操作者可以選擇的對該自動化淬火裝置進行零件的補充,以便于實現該自動化裝置的可持續工作。
(3)該裝置設計了空料感應裝置,當6組零件全部輸送完畢,而操作者沒有及時補料的情況下,該自動化裝置會自動進行報警,從而提示操作者對該自動化裝置進行補料處理,同時相應的機械手抓取動作和淬火動作也會停止下來,等待操作者補料完成后再進行下一步的正常工作。
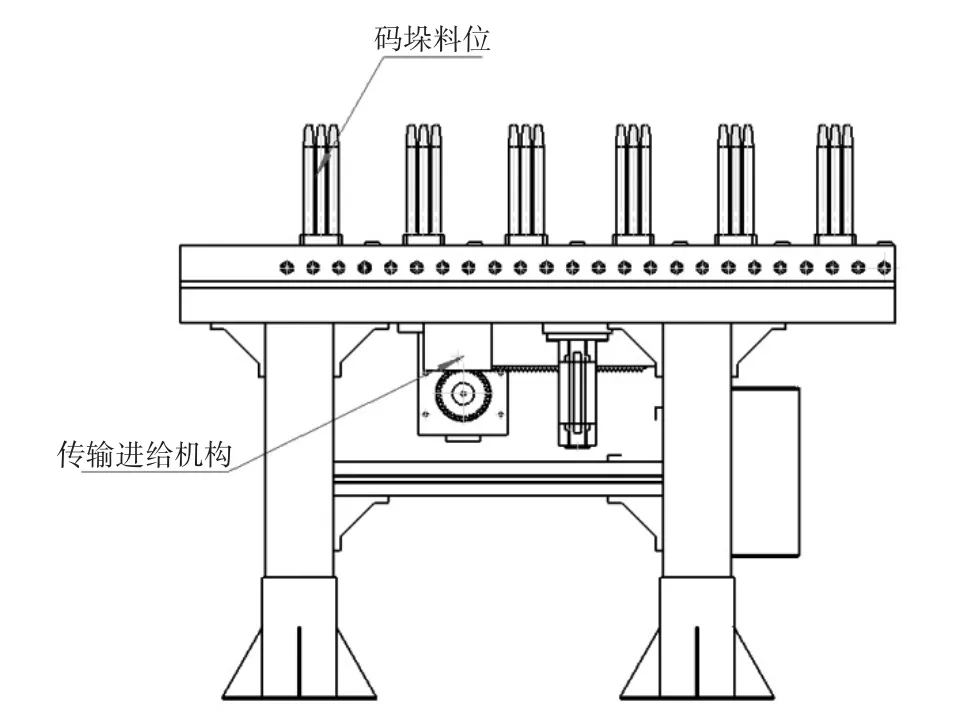
圖5 自動送料裝置
3 機械手上下料自動化裝置的設計
3.1 機械手上下料自動化裝置的技術參數要求
根據該自動化裝置的淬火節拍和移動要求,對該裝置設置了如下的技術參數:
(1)最大移動速度:90 m/min;
(2)機械手移動定位精度:±0.1 mm;
(3)機械手抓取力:30 kg;
(4)實現兩個方向的移動。
3.2 機械手上下料自動化裝置的方案設計說明
根據機械手上下料自動化裝置的技術參數要求,設計了如圖6的技術方案,該方案能夠實現待淬火零件從自動傳輸機構向淬火機構的自動抓取,并保證將淬火好的零件放置在完工區域,該方案的具體設計要求如下:
(1)該機械手上下料自動化裝置的兩個運動方向,分別由伺服電機、減速機、直線導軌、齒條和齒輪等機構組合而成,同樣在對伺服電機選型的時候,為了平衡輸出扭矩和運行速度的要求,以及整個生產成本的需要,加入減速機裝置,以期達到一個更好的性價比和實用性能,最重要的是兩個運動方向必須滿足最大速度90 m/min的要求和機械手抓取力30 kg的需要。
(2)同時還選用了氣動手指的夾緊方式來實現零件的抓取動作,在氣動手指的選用上,在質量和成本上做了一個最有力的平衡,選擇了性價比較高的SMC品牌,同時也兼顧了交貨期的考慮,這樣便于以后的維護的維修。
(3)整個自動化裝置的結構,采用了龍門式支撐結構,這樣做的好處是既保證了該自動化裝置的支撐剛性要求,也極大地節約了設備的占地空間,同時在生產成本上也有所優化。
(4)同時鑒于橫向移動的速度最高要求達到90 m/min的快速移動,在拖鏈的選擇上做了特殊的要求,專門選擇了高速移動拖鏈,最大限度的保證了設備運行的可靠性和持久性。
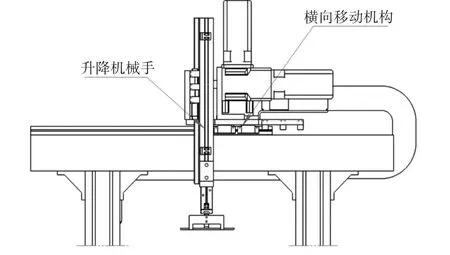
圖6 機械手上下料裝置
4 結論
通過高頻設備、淬火線圈,淬火運動裝置,零件傳輸裝置和機械手上下料自動化裝置等多個功能部件的有機組合和結構設計,可以較好地滿足預期的各種淬火技術參數要求,并實現了零件高頻淬火工序的全自動化設計,既提升了零件的加工效率,還最大限度的解放了工人的雙手,降低勞動強度,改善工作環境,為企業節約了資源,降低了成本。同時該方案的設計具有廣泛的推廣價值和意義,可以針對不同行業的不同零件進行自動化的改造和升降。
[1]吳宗澤,羅圣國.機械設計課程設計手冊[M].北京:高等教育出版社,2012.
[2]孟憲鐸.機械可靠性設計[M].北京:冶金工業出版社,1992.
[3]幸宗生,魏國豐.自動化制造系統[M].北京:北京大學出版社,2012.
The Research of Automation Design Proposal is Based on Multi Station High-frequency
JIANG Gui-ping
(Guilin Guanglu Measuring Instrument Co.,Ltd.,Guilin Guangxi 541000,China)
This paper present a proposal of automation design is based on multi station high-frequency quenching,and through the analysis and research of functional components of the design proposal,the technical parameters and feasibility of he design proposal are confirmed.it also provides a reliable theoretical basis for the implementation of the design proposal.
high-frequency;quenching;automation;multi station
TG659
A
1672-545X(2017)08-0030-04
2017-05-12
蔣桂平(1981-),男,廣西桂林灌陽人,工學學士,工程師,研究方向:數控機床與自動化技術。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
