白車身車門鉸鏈電泳流痕的解決方案
2017-10-17 03:42:06何杰葉卓成尹鵬
汽車實用技術 2017年18期
關鍵詞:工藝
何杰,葉卓成,尹鵬
(一汽-大眾汽車有限公司質(zhì)量保證部,廣東 佛山 528000)
白車身車門鉸鏈電泳流痕的解決方案
何杰,葉卓成,尹鵬
(一汽-大眾汽車有限公司質(zhì)量保證部,廣東 佛山 528000)
電泳流痕是涂裝車身制造過程中常發(fā)工藝缺陷,多見于車門鉸鏈、門蓋壓合邊等部位。電泳流痕與白車身構造有直接的關聯(lián),文章以車門鉸鏈區(qū)域為例,分析問題成因, 通過零件與過程優(yōu)化解決電泳流痕問題,節(jié)省車身制造成本。
白車身;鉸鏈;電泳流痕;解決方案
Abstract:Electrophoretic flow is typically manufacturing process defects in Paintshop, more found in door hinges and door edges. Electrophoretic flow has a closed relationship with white body’s structure. This article takes door hinges for example,analyze the cause of the problem and through parts and process optimization to solve it.
Keywords: white body; hinge; electrophoresis flow; solution
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)18-223-02
引言
電泳流痕,是車身制造過程中常見的工藝過程缺陷,多見于車身的車門鉸鏈、門蓋壓合邊等部位。白車身在電泳過程中,因液體毛細虹吸作用影響使得少量電泳槽液或清洗液殘留在車身鈑金縫隙或零件間隙中,電泳后的烘干過程中殘留液體的表面張力變小,從縫隙或間隙中流淌到車身表面,形成電泳流痕。電泳流痕形成于電泳層外,并不影響電泳層本身質(zhì)量,所以對于非外表面的電泳流痕一般不予處理;但門蓋、側圍等外表面的電泳流痕,中涂層和面漆層無法有效遮蓋,導致漆面缺陷,生產(chǎn)過程中必須予以消除。打磨流痕耗費大量人力、物力,浪費生產(chǎn)節(jié)拍;電泳流痕嚴重時,返修時間超出生產(chǎn)節(jié)拍,會造成生產(chǎn)停臺;打磨返修也增加了車身制造成本。綜上,解決電泳流痕問題對于提高車身漆面質(zhì)量、降低制造成本、提升車身生產(chǎn)平順性有重要意義。
電泳流痕產(chǎn)生于涂裝的生產(chǎn)工藝,但引發(fā)電泳流痕的因素有多種,白車身構造就與電泳流痕的產(chǎn)生有直接關聯(lián)。文章以車門鉸鏈為例,分析車門鉸鏈區(qū)域電泳流痕成因, 通過零件與生產(chǎn)過程優(yōu)化系統(tǒng)性的解決電泳流痕問題。
1 問題描述

圖1 鉸鏈附近的電泳流痕
車身電泳烘干后,車門鉸鏈區(qū)域側圍外板的表面出現(xiàn)電泳流痕(見圖1),流痕為白色或淡黃色,噴涂面漆后仍清晰可見,綜合缺陷率在40%左右。電泳流痕會導致漆面缺陷,必須在面漆工序前返修消除,程度較輕流痕用砂紙打磨即可,程度較重流痕需要用設備打磨;若遇到連續(xù)多臺車身均需設備打磨,容易引發(fā)生產(chǎn)停臺。流痕返修屬于返修工藝,并非正常的生產(chǎn)工藝,消耗人力物力,給生產(chǎn)造成困擾的同時也增加了車身制造成本。
2 原因分析
從生產(chǎn)線抽取發(fā)生電泳流痕的車身,拆卸鉸鏈,觀察流痕內(nèi)部的狀態(tài);通過對多輛份流痕車身的分析,查找車門鉸鏈區(qū)域電泳流痕產(chǎn)生原因。
車身經(jīng)過電泳后,會依次經(jīng)過超濾噴淋、超濾浸洗、浸泡清洗、瀝干、電泳烘烤工藝。將車身拆卸后發(fā)現(xiàn),鈑金與鉸鏈安裝面的部分區(qū)域貼合不嚴,有液體流動痕跡,見 圖2(a)。鉸鏈平面有條棱狀凸起,直接導致該區(qū)域鉸鏈平面與鈑金貼合不嚴,零件間存在間隙,電泳時會導致電泳液積存,該間隙所在位置與電泳流痕的初始流淌位置是相同的。據(jù)此分析,因鉸鏈安裝面存在棱形凸起,鉸鏈擰緊后側圍外板與鉸鏈安裝面不能完全貼合,零件間存在細小間隙,電泳液受毛細虹吸作用的影響,電泳過程中會有少量電泳液會進入外板與鉸鏈的間隙,瀝干工藝并不能消除這些殘留的電泳液,電泳液殘留示意圖見 圖2(b)。電泳烘干時,電泳液表面張力隨溫度的升高而減小,虹吸作用減弱,殘留的電泳液流出間隙,在車身外板上形成電泳流痕。
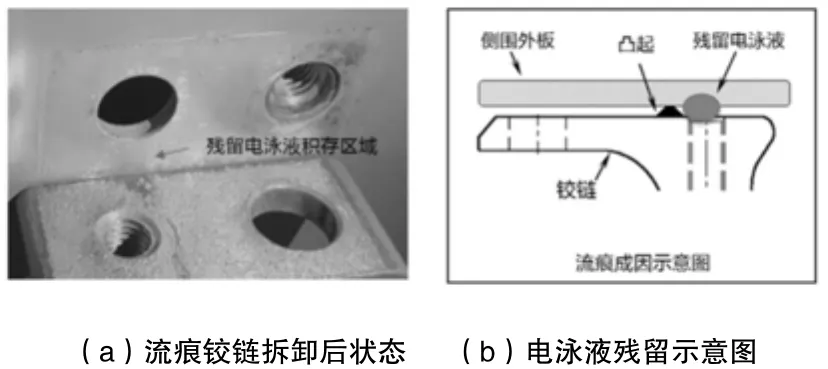
圖2
3 解決方案
在明確了電泳流痕成因后,解決鉸鏈處電泳流痕問題的關鍵在于消除殘留在間隙的電泳液,擬定的技術方案包括:①消除導致電泳液積存的間隙;②去除已積存的電泳液。圍繞這兩種技術方案,設計了相應的工藝方法并通過試驗予以驗證。通過對比工藝可行性、工藝效果和施行成本,確定最終的解決方案。
3.1 增加車身吹凈工藝
電泳最后一道純水浸泡清洗后設有瀝干工藝,但積存在細小間隙的液體因毛細虹吸作用很難瀝出。使用高壓空氣對鉸鏈安裝面進行吹凈,加快殘留電泳液的瀝出,消除或減少電泳液的殘留量,增加車身吹凈工藝能降低電泳流痕的發(fā)生率并減輕流痕程度。試驗數(shù)據(jù)表明,電泳流痕發(fā)生率降低了36%,但單車流痕個數(shù)仍然偏多,且車身吹凈需要人工進行,單個生產(chǎn)班次需增加2名人員,人工成本高。
3.2 提高鉸鏈安裝面平整度
鉸鏈與側圍外板鈑金安裝面的平面度原要求為0.3mm,鉸鏈安裝面是鑄件表面,常有金屬鑄造過程中形成的凸起或凹坑,當凸起或凹坑程度較重時,導致鉸鏈安裝面與鈑金不能完全貼合,形成間隙,進而導致電泳液在間隙處積存。通過提高鉸鏈安裝面的平面度要求,從0.3mm提升至0.2mm,鉸鏈安裝面在鑄造后增加打磨工藝,使安裝面更為平整,實現(xiàn)鉸鏈與側圍外板的緊密貼合,降低電泳液積存殘留的可能性。通過試驗發(fā)現(xiàn),提高鉸鏈安裝面平整度的方法對解決電泳流痕非常有效,單車流痕個數(shù)從5.5下降到0.5,減少91%,鉸鏈處的電泳流痕已基本消除。
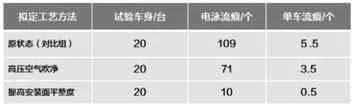
表1 兩種擬定工藝方法效果的對比
對比兩種擬定工藝方法的試驗結果,發(fā)現(xiàn)提高鉸鏈安裝面平整度的方法效果明顯,可基本解決鉸鏈區(qū)域電泳流痕的缺陷;與財務部門合作,核算兩種工藝方法的成本,提高鉸鏈安裝面平整度的單車成本增加也少于高壓空氣吹凈;工藝難度上,鉸鏈安裝面由供應商負責加工,并不增加主機廠加工深度,簡便易行。從效果、成本、工藝難度上綜合考慮,推薦使用提高鉸鏈安裝面平整度的工藝方法,解決鉸鏈電泳流痕的問題。
4 結語
本文針對車身鉸鏈處的電泳流痕缺陷,通過對發(fā)生流痕鉸鏈的拆解分析問題原因,發(fā)現(xiàn)零件間的細小間隙導致了電泳液的積存殘留進而并在電泳烘干時產(chǎn)生電泳流痕。通過試驗在效果、成本、工藝難度方面綜合評價兩種擬定的解決電泳流痕的工藝方法,發(fā)現(xiàn)提高鉸鏈安裝面平整度能基本消除鉸鏈處的電泳流痕。
[1] 張永彥, 趙安偉. 電泳漆二次流掛性檢測方法及其應用[J]. 現(xiàn)代涂料與涂裝, 2010(8):47-48.
[2] 田學強, 郭培. 預防電泳流痕的前期策劃及控制[J]. 汽車工程師,2014(6):53-54.
The Solution of Electrophoresis Flow in White Body Hinge
He Jie, Ye Zhuocheng, Yin Peng
( FAW-Volkswagen Automobile Co., Ltd. Quality Assurance Department, Guangdong Foshan 528000 )
U466 文獻標識碼:A 文章編號:1671-7988 (2017)18-223-02
10.16638/j.cnki.1671-7988.2017.18.077
何杰,就職于一汽-大眾汽車有限公司質(zhì)量保證部。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52