車床主軸箱軸承孔變形問題分析及維修
2017-10-16 18:39:32陳殿興
科技創(chuàng)新與應用 2017年29期
陳殿興

摘 要:車床實際加工中,車床的各項精度影響零件加工精度。文章用學生實習設備C6132A車床未工作情況下測試車床導軌精度、主軸線對導軌平行度,并對其原因進行分析。通過分析引起車床主軸箱軸承孔變形的各種因素,提出相關問題及解決對策,對車床的故障診斷及軸類零件生產加工精度有顯著的提高和對車床的維護具有一定的參考意義。
關鍵詞:車床主軸箱;軸承孔;變形;維修
中圖分類號:TG51 文獻標志碼:A 文章編號:2095-2945(2017)29-0069-02
1 問題的提出
“中國制造2025”已成為我國機械制造行業(yè)一個新的臺階,目前制造業(yè)朝著“高、精、尖”三個方向發(fā)展。傳統的一批車床C6132A已經被C6140取代,但是由于成本問題導致車床更新換代速度較慢,傳統車床C6132A具有一定缺陷,例如,其各種精度、剛度較C6140差。
2 主軸承孔變形的基本原因
車刀切削時切削力FC,背向力FP、和進給抗力FX合成車削時的切削力,車刀切削時受力情況如圖1所示。
加工零件時,切削力會使切削熱變大,從而影響加工零件的精度。主切削力直接導致各部件產生變形。主切削力直接受切削速度Vc,背吃刀量a和進給量f的影響,與切削速度Vc,背吃刀量a和進給量f成正比,被加工零件強度、硬度越大,主切削力也越大。由于車床設計時,考慮到其較大的剛度。因此,在主切削力作用下,車床床身導軌,床鞍并沒有明顯變化。車床主軸箱軸承孔受主切削力的影響。主切削力傳遞步驟如下:主切削力FZ到主軸,軸承到主軸箱。在切向力的作用下,前后軸承孔較容易發(fā)生彈性和塑性變形。此時,主軸前端軸承孔受力非常大,其受力值大于主切削力,導致主軸孔較易產生塑性變形。切削力通過主軸傳遞至軸承,軸承外圈在外力作用下極易發(fā)生變形,產生變形方向與受力方向相同。
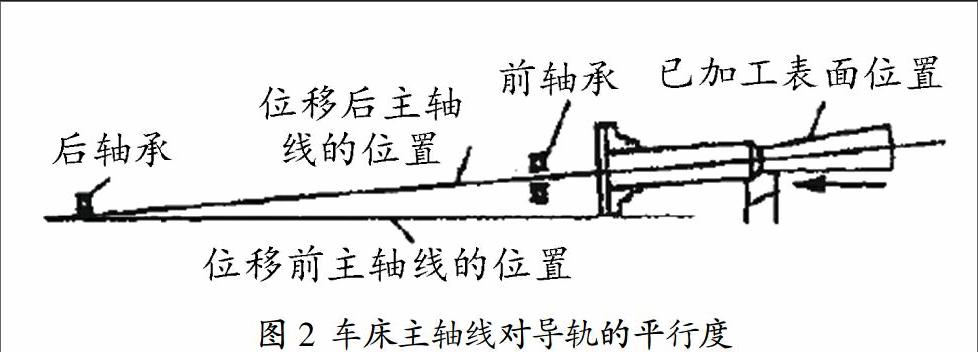
主軸箱由灰鑄鐵制造,灰鑄鐵的晶粒直徑大于普通鋼鐵晶粒直徑,當有外力施加時且力的大小超過晶粒受力極限,則灰鑄鐵產生的變形不能恢復至原來狀態(tài)。軸承是采用軸承鋼制成,當外部切削力消失后,軸承圈將恢復到原來狀態(tài)。在車床無工作狀態(tài)下,變形后軸承孔與軸承外圈容易形成較大的空隙。主切削力越大,增大,軸承外圈、主軸承及軸心線向間隙方向變形或位移變化越大,此時車床主軸線對導軌的平行度超出正常范圍,車床主軸線對導軌的平行度如圖2所示。
此外,加工主軸箱時,若主軸孔紗芯棒發(fā)生位移現象,在確定主軸位置時應該采用借料方法。特殊情況下,應注意主軸孔的位移與切削力相反的情況。此時,加工余量在切削力的作用下變大,但不滿足余量均勻條件。因此,余量大但不滿足強度要求。
3 主軸承孔的維修
在長時間使用車床后,箱體孔材料容易超過疲勞限度從而產生變形。因此,修理車床時要注意滿足軸承孔精度。若主軸箱軸承孔的精度誤差變化較小,可在軸承孔表面涂鍍一層金屬,若軸承孔的橢圓度變化較大,可在軸承孔內鑲套然后進行加工。
3.1 進行預檢
一般采用檢驗芯棒或百分表進行主軸精度的預檢測,主要進行檢驗主軸軸肩、主軸軸頸、主軸錐孔的徑向跳動。對主軸軸肩、主軸軸頸、主軸錐孔徑向跳動檢驗的目的是檢查外圓磨損及跳動是否變大,正常情況下誤差保證在0.01%范圍內。
3.2 拆卸主軸前進行幾何精度檢查
支撐車床主軸的支撐架制造比較特殊,短圓柱滾子安裝在軸承主軸兩側,該位置軸承具有承受徑向力的作用。因為短圓柱滾子軸承具有很大的承載能力,剛度較大。所以說,可以通過軸向移動主軸來適當調節(jié)軸承間隙來增加主軸的回轉精度及增大其剛度。通俗來講,就是適當調節(jié)前軸承,當調節(jié)前軸承不起任何作用時也可調節(jié)后軸承,對車床主軸部件的精度檢查。
3.3 主軸維修環(huán)節(jié)
3.3.1 主軸精度的檢查和修理
通常使用兩種方法進行檢驗主軸的精度:(1)在車床上測量;(2)使用V行架進行測量。這兩種方式的使用方法相同,兩者都是將一個堵頭放置在主軸后端的中心孔位置,并且將鋼珠放在中心孔內,確保該鋼珠可擋住擋鐵進行控制主軸的軸向移動。進行檢查軸肩、軸徑及軸錐孔的跳動時采用千分表,使用電鍍以及刷鍍的方式進行軸肩、軸徑及軸錐孔的修復。
3.3.2 主軸錐孔的檢驗和修復
使用千分表進行檢驗主軸孔時,首先將檢驗棒放進主軸錐孔內,然后將千分表的接觸頭觸碰到芯柱兩側,最后使主軸回轉一周即可測到其跳動誤差。在修復主軸錐孔時,可視錐孔磨損程度分為:(1)輕微磨損修復;(2)嚴重磨損修復。如果主軸錐孔磨損度較輕則可使用研磨棒進行修復或者使用絞銷,如果主軸錐孔磨損度較大則必須使用精磨。對主軸軸肩支撐面進行修復時可以選擇精磨或精車,精磨或者精車可以選擇在總裝配之后進行。如果安裝主軸,應采用定向裝配法,首先將要安裝的主軸進行調整;然后將松開固定在螺母上的螺釘;最后順時針調整螺母,使螺母內圈朝著軸向轉動。在調整過程中,確保無論轉速多高都不會出現過熱現象。
3.4 車床主軸箱軸的修復方法
3.4.1 熱噴涂修復
熱噴涂修復法適用于合金、金屬等多種材料,并且熱噴涂修復法的涂層厚度也大小不一,一般涂層厚度在0.05-2mm之間浮動。在噴涂過程中,采用的工件一般都具有很低的溫度,低溫能夠使工件保持原有的組織,不會因為溫度而產生變形,操過過程極其簡單。這種方法的缺點就是工件表面和噴涂層之間的結合程度比較低,所以在進行噴涂前一定要先打磨好設備零件,但是打磨零件會損傷到零件的強度,并且容易導致零件產生腐蝕。所以,采用熱噴涂法對車床主軸進行修復時,需要注意避免修復低沖擊荷載或者小零件的表面,盡量避免因為零件產生腐蝕而降低車床主軸的剛度。
3.4.2 刮研修復
刮研修復發(fā)能夠根據實際情況將工件變成特殊的形狀,從而消除加工過程中產生的誤差,這種方法能夠解決機械加工過程中解決不掉的一些問題。刮研修復法在工作過程中可以充分接觸到工件的表面,研磨的精度非常高。這種方法的缺點是需要消耗大量的人力,整個修復過程都需要人工,相對于機械加工來說,工作效率比較低,人工成本較高。車床主軸的部件與部件之間產生摩擦或者導軌和相對滑面之間產生摩擦的情況下,采用刮研修復法能夠提高密封性。
3.5 修理后對部件的精度檢查記錄
對車床主軸維修完成后,為了確保車床維修成功,首先做好相應的精度檢查,做好記錄跟蹤。然后開車驗收,對車床的運動過程做好檢查記錄。車床主軸維修完成后的主軸部件精度檢查。
4 結束語
隨著國家“中國制造2025”的提出,我國機械制造業(yè)將朝著更高、更快、更好即“高、精、尖”的方向發(fā)展。要求零件的制造精度也越來越高,車床主軸作為車床不可或缺的一部分,作為動力傳輸的核心,對其維修也有著更高的要求,通過各種途徑來修復車床的磨損,進一步提高車床自身精度,使零件的加工精度得到進一步提高。
參考文獻:
[1]王啟平,王振龍,狄春,等.機械制造工藝學[M].哈爾濱工業(yè)大學出版社,2011(11):105-119.
[2]張福潤,徐鴻本,等.機械制造技術基礎[M].華中理工大學出版社,2015(06):156-159.
[3]全川生,宋曉英.車床主軸箱的檢修力法[J].制造技術與車床,2015,6(01):94.
[4]潘淑清.幾何精度規(guī)范學[M].北京理工大學出版社,2016(03):112-145.endprint
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
農機使用與維修(2016年10期)2016-11-10 09:25:29
科學與財富(2016年28期)2016-10-14 23:00:44
科學與財富(2016年28期)2016-10-14 21:47:54
科學與財富(2016年28期)2016-10-14 19:34:22
科技視界(2015年25期)2015-09-01 16:36:26