一種船用高頻整流型逆變弧焊電源
2017-10-13 05:49:10吳任國
船電技術 2017年4期
吳任國
?
一種船用高頻整流型逆變弧焊電源
吳任國
(海軍駐武漢地區軍事代表局,武漢 430064)
本文研制了一種高頻整流型逆變弧焊電源裝置。該產品前級采用了高頻PWM整流技術,后級采用移相全橋變換器。通過有效的控制,使得弧焊電源能夠在復雜的工作環境中穩定輸出低壓大電流并用于焊接。
電弧焊 高頻PWM整流 移相全橋
0 引言
弧焊電源是一種應用于弧焊機中,能夠適用于電弧焊負載特性的低壓大電流電源[1]。在手工電弧焊中,利用弧焊電源的大電流產生的熱將焊條融化,用于焊接鋼材料工件。逆變式弧焊電源因其體積較小,重量較輕的優良特質,焊疤平整,焊接效果好等特點深受用戶喜愛。
本電源充分考慮到弧焊電源復雜的電磁環境,采用高頻PWM整流技術和移相全橋技術設計一種船用手工電弧焊電源,能夠適應焊接條件下的各種惡劣環境,是一種先進的弧焊電源。
1 弧焊電源系統組成
高頻整流型逆變弧焊電源包括:高頻PWM整流器,移相全橋變換器。弧焊電源系統組成如圖1所示,前級PWM整流器將三相380 V交流輸入電源轉化為700 V直流。后級移相全橋變換器將PWM整流器產生的高壓直流,轉化為50-200 A低壓大電流直流電源,供焊接使用。控制部分包括輸入電壓電流采樣,母線電壓采樣,輸出電壓電流采樣。采用數字化控制方式,主控芯片為DSP型號為TMS320F28335。
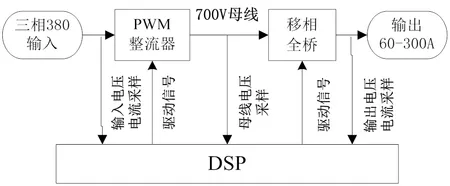
圖1船用手工電弧焊電源系統框圖
2 高頻PWM整流器設計
傳統弧焊電源大都采用不控整流技術,由于不控整流技術本身固有的電流畸變,諧波含量大,濾波成本高,電壓不可控等缺點,不能滿足對電網注入諧波的要求,而高頻PWM整流技術具有諧波特性好,功率因數高,功率密度大等優點[2]。如圖2所示為PWM整流器的拓撲圖。
由圖2可以得出PWM整流器a、b、c三相傳遞函數[3]為:
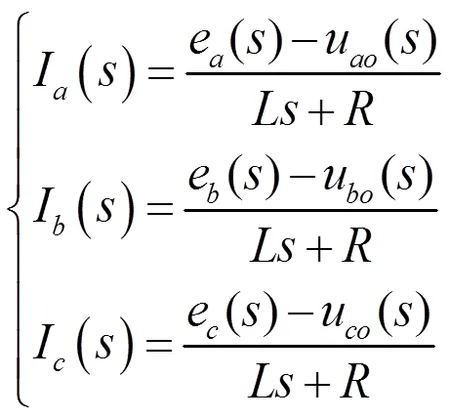
PWM整流器的控制為電壓電流雙閉環控制,并采用SVPWM調制方式,可以達到輸入電流(總諧波畸變率)THD小于5%。圖3為PWM整流器電流內環控制框圖,其中G1(S)為電流環PI控制器傳遞函數,Ko和為系統實際對象。圖4為PWM整流器電壓外環控制框圖。其中,G2(S)為電壓環PI控制器,Q(S)為電流內環等效傳遞函數,G3(S)為實際對象[3,4]。

圖3 電流內環控制框圖

圖4 電壓外環控制框圖
3 移相全橋變換器設計
傳統的全橋PWM變換器適用于輸出低電壓大功率,以及電源電壓和負載電流寬范圍變化的場合。而移相全橋變換器由于易于實現軟開關,常應用于大中功率場合。本文設計的手工電弧焊電源,后級需要輸出低壓大電流。故選取了移相全橋變換器。由于傳統的移相全橋變換器存在輸出二極管振蕩電壓尖峰高的缺點,本文在傳統移相全橋變換器的基礎上,采用了Tr-lead型移相全橋變換器[5],可以大大減小輸出二極管的振蕩電壓幅值。外加諧振電感能夠保證電源在輕載時仍然能實現軟開關。圖5為Tr-lead型移相全橋變換器拓撲圖。
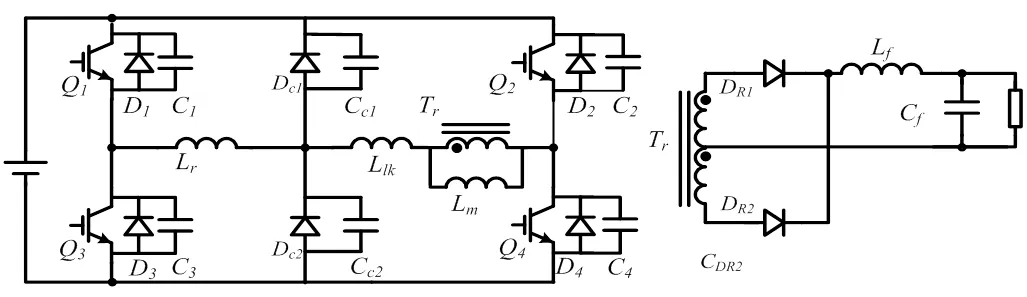
圖5 Tr-lead型移相全橋變換器
4 軟件設計
手工電弧焊電源軟件主要分為兩部分,一是主電路控制部分,包括主電路的采樣、運行、故障判斷、故障保護等。二是焊接控制部分,主要用于焊接時焊接電流控制。如圖6所示為主電路控制部分軟件流程圖,在給PWM整流器驅動之前,進行模塊過溫,輸入過壓欠壓檢測,如正常,啟動PWM整流器,將母線電壓升至700 V,之后進行輸入過流檢測,如正常進入待機模式。在待機模式下等待焊接指令,接到焊接指令后控制器發出移相全橋驅動,并實時檢測輸出電流。在運行過程中,故障時均停機,封鎖PWM整流器和移相全橋變換器的驅動,同時聲光報警。
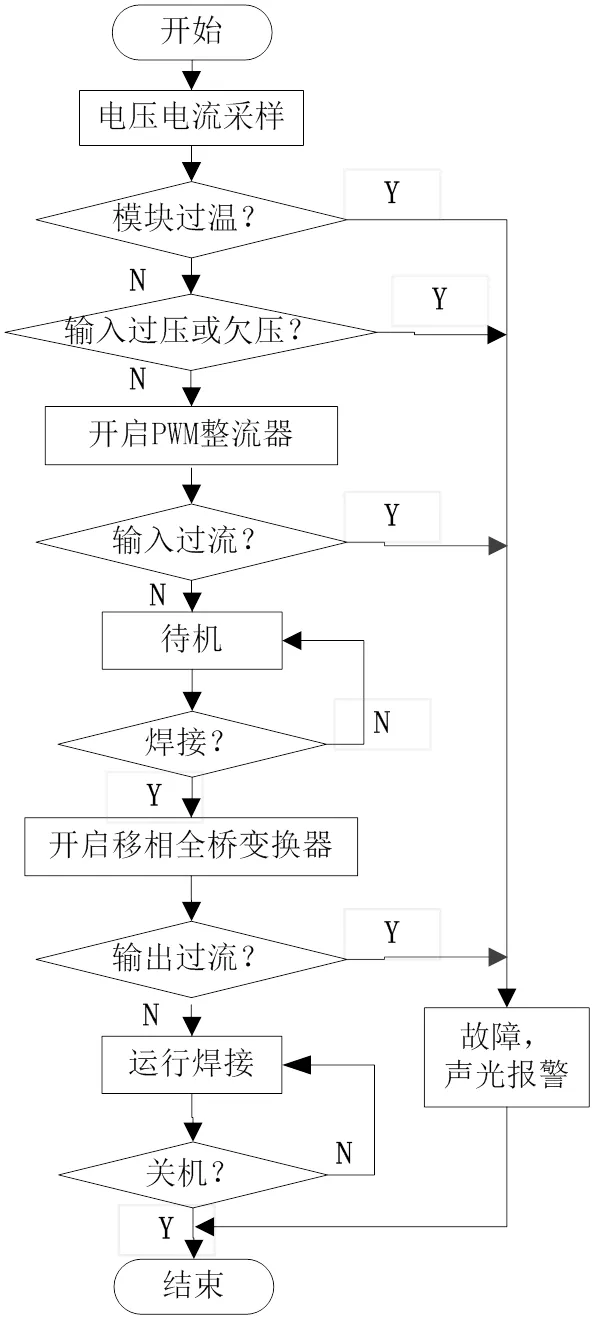
圖6 主程序流程圖
在焊接過程中,為了使焊接流暢,易起弧,不易斷弧,需要對焊接電流進行控制。如圖6所示為焊接控制程序流程圖。當輸出空載時,說明焊接還未開始,處于等待焊接狀態。當開始焊接時,調節移相全橋變換器占空比,輸出給定焊接電流。這時如焊接電壓過低,說明焊條處于粘黏狀態,還需要加入推力電流以解除此狀態。
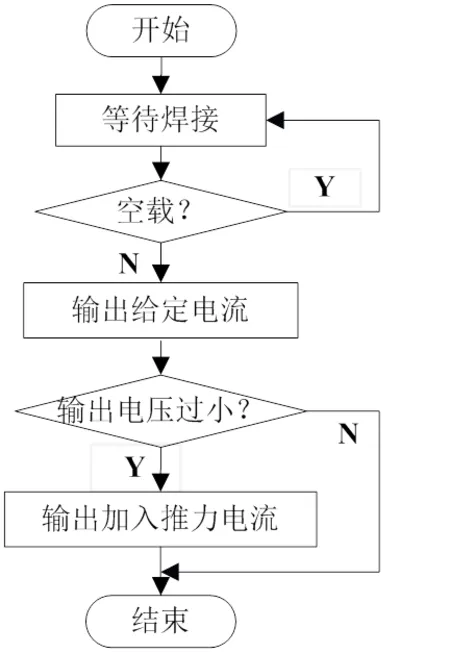
圖7 焊接程序流程圖
5 實驗結果及分析
為了驗證手工電弧焊電源設計的合理性及實用性,搭建了一臺額定功率8 kW,輸出電流50~200 A可調的工程樣機。
圖8為PWM整流器滿載條件下輸入電流和輸出電壓波形,其中CH2為輸出電壓,CH3為輸入電流,可以看出輸出電壓穩定在700 V,輸入電流正弦度較高,THD為4.1%。
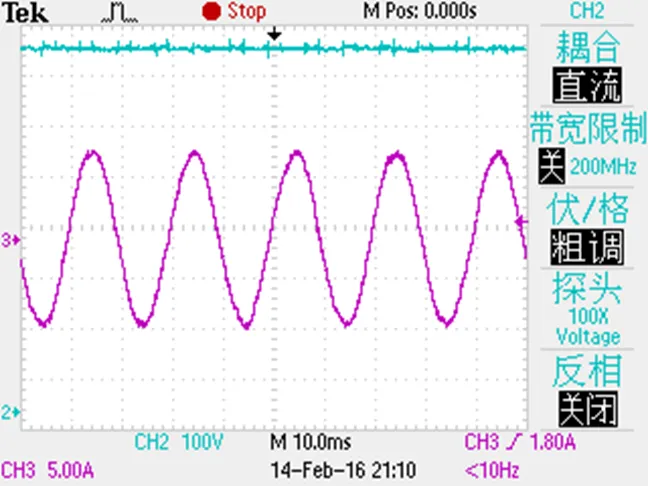
圖8 PWM整流器滿載輸入電流和輸出電壓
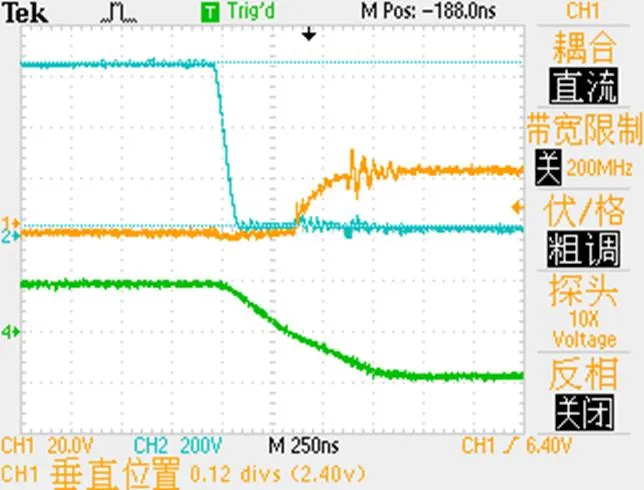
圖9 移相全橋實現軟開關
圖9為輸出電流為50 A(最小負載電流)時,移相全橋電流滯后臂上管的驅動及電壓波形。其中,CH1為橋臂電壓波形;CH2為對應橋臂驅動電壓波形;CH4為諧振電感電流,可以看出移相全橋實現了軟開關。
圖10所示為焊接起弧波形,CH1為電流波形,CH2為電壓波形。空載電壓65 V,可以看到起弧后,電壓下降到30 V左右,電流上升到50 A左右,已經進入到正常的焊接,起弧成功。
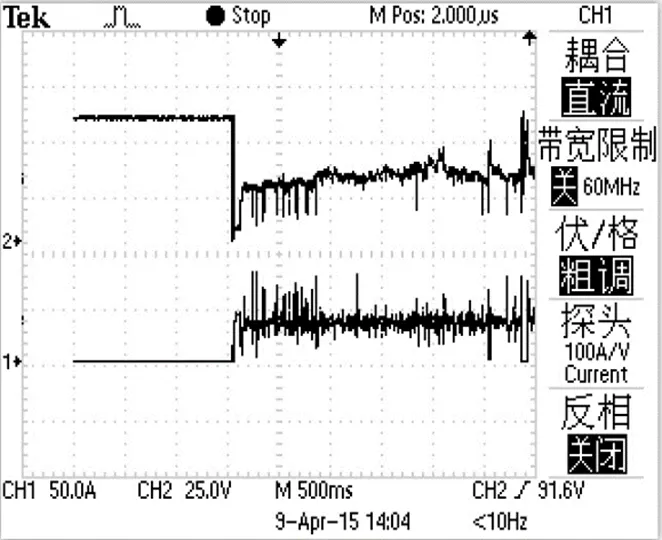
圖10 焊接起弧波形
如圖11所示,為50 A焊接時的電壓電流波形。CH1為電流波形,CH2為電壓波形。當焊條黏住時,即輸出電壓下降較多(低于10 V)時,推力電流起作用,可以看到電壓跌落處,電流迅速增大到90 A左右。焊接過程中,在電流較平穩段,電流波動在10 A以內,能夠保證較好的焊接質量。
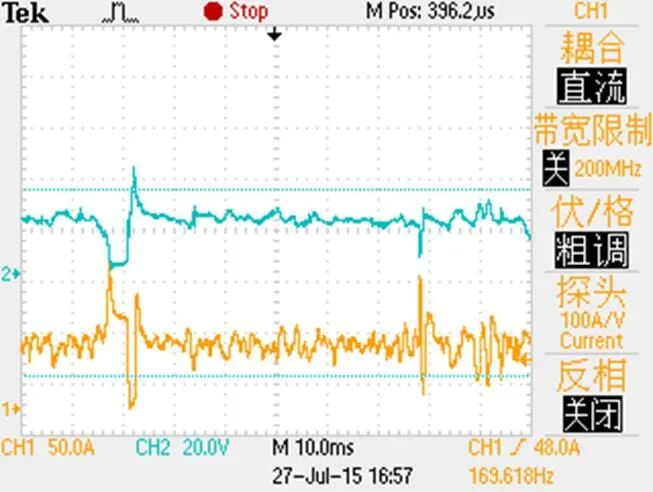
圖11 焊接電流電壓波形
圖12為輸出120 A,推力電流40 A焊接時的焊疤圖,可以看出,焊接流暢,無斷弧,焊疤平整。說明弧焊電源輸出具有較好的動態性能與穩態性能。

圖12 焊接效果圖
(
6 結束語
本高頻整流型逆變弧焊電源AC/DC部分采用高頻PWM整流電路,DC/DC部分采用移相全橋電路,該拓撲電路可以實現軟開關,有利于實現高頻化,同時具有較高的效率。在復雜的環境中仍然能夠為負載提供低壓大電流的穩定輸出,保證焊接所需要的條件。
[1] 楊通, 黃延齡, 張光先.數字化的逆變弧焊電源. 電焊機, 2009, (02): 11-17.
[2] 王恩德, 黃聲華.三相電壓型PWM整流的新型雙閉環控制策略. 中國電機工程學報, 2012, (15): 24-30,18.
[3] 張曉東, 王兵樹, 張軍偉. PWM整流器的雙閉環控制系統設計與仿真研究. 電測與儀表, 2009, (01): 73-76.
[4] 朱永亮, 馬惠, 張宗濂.三相高功率因數PWM整流器雙閉環控制系統設計. 電力自動化設備, 2006, (11): 87-91.
[5] 阮新波.脈寬調制DC/DC全橋變換器的軟開關技術. 第二版. 2013, 北京: 科學出版社.
An Arc Welding Inverter with High-frequency Rectifier
Wu Renguo
(Naval Representatives Office in Wuhan, Wuhan 430064, China)
TM464
A
1003-4862(2017)04-0031-03
2017-01-06
吳任國(1965-),男,高級工程師。研究方向:船電。