燃?xì)廨啓C(jī)透平動(dòng)葉異型曲面噴涂程序開發(fā)研究
2017-10-12 03:21:49袁小虎李定駿刁金艷馮文
東方汽輪機(jī) 2017年3期
關(guān)鍵詞:程序
袁小虎,李定駿,刁金艷,馮文
(東方汽輪機(jī)有限公司,四川 德陽(yáng), 618000)
燃?xì)廨啓C(jī)透平動(dòng)葉異型曲面噴涂程序開發(fā)研究
袁小虎,李定駿,刁金艷,馮文
(東方汽輪機(jī)有限公司,四川 德陽(yáng), 618000)
文章用RobotStudio離線編程軟件研究解決了機(jī)器人在燃機(jī)透平動(dòng)葉片異型曲面上涂層制備的均勻性問題。其方法是首先在RobotStudio軟件中建立模擬噴涂工作站,用微積分原理將異型葉身曲面剪截分成16個(gè)小部分,用聯(lián)動(dòng)計(jì)算、軌跡修正、外軸轉(zhuǎn)角修正等優(yōu)化方法,編制出透平動(dòng)葉片葉身的噴涂程序。最后,用掛樣方法驗(yàn)證噴涂程序,噴涂結(jié)果顯示涂層厚度在0.11~0.15 mm,非常均勻,證實(shí)了編制程序的可噴涂性。
RobotStudio離線編程軟件,透平動(dòng)葉,機(jī)器人,涂層
Abstract:The article uses RobotStudio software to solve the problem of uniformity of coating preparation in the gas turbine blade different surface.Firstly,simulation workstation is established in RobotStudio software.Secondly,the blade body is divided into 16 pieces with the calculus principle.Thirdly,whole spraying process of blade surface is worked out by linkage,trajectory correction,external axis angle correction.Finally,the spraying process is verified by sample method,the results show that the coating thickness is between 0.11 ~ 0.15 mm,and very uniform,It confirms the spraying of the program.
Key words:RobotStudio software,turbine blade,robot,coating
0 引言
熱噴涂中,常常伴隨高溫、粉塵、有毒氣體等損害人身心健康的因素,故適用于機(jī)器人作業(yè)。機(jī)器人的精確性和可編程性,可以實(shí)現(xiàn)規(guī)則、不規(guī)則型面噴涂,且制備的涂層厚度、性能基本上沒有差異性,質(zhì)量遠(yuǎn)遠(yuǎn)高于手工噴涂。機(jī)器人由程序來控制移動(dòng)行走,常用的編制程序方式有兩種:在線編程和離線編程。在線編程是指在作業(yè)現(xiàn)場(chǎng),用示教器操縱機(jī)器人到達(dá)所需的目標(biāo)點(diǎn),把目標(biāo)點(diǎn)的數(shù)據(jù)用示教器保存下來,形成機(jī)器人的移動(dòng)軌跡,如圖1(a)所示。離線編程是指部分或完全脫離機(jī)器人,借助計(jì)算機(jī)提前編制機(jī)器人程序,如圖 1(b)所示[1]。
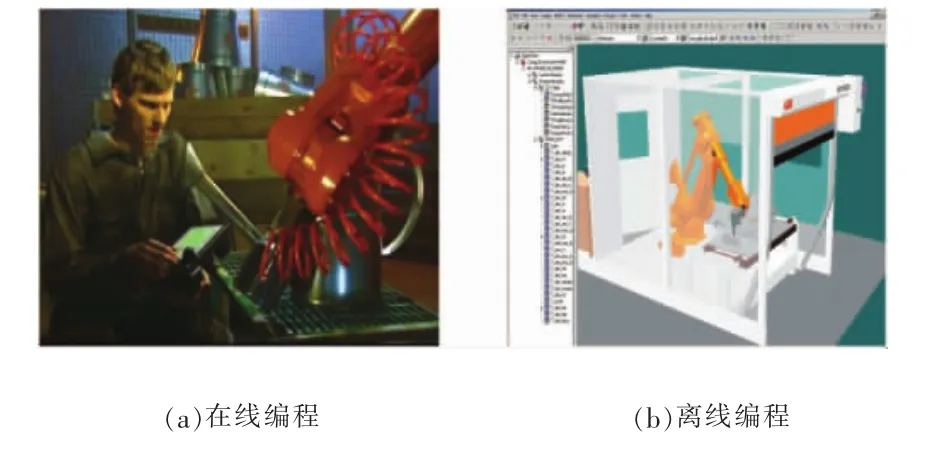
圖1 機(jī)器人的編程方法
透平動(dòng)葉片是燃?xì)廨啓C(jī)高溫部件核心之一,服役在高溫、高壓、離心力、腐蝕等耦合惡劣環(huán)境下,高溫合金基體材料遠(yuǎn)遠(yuǎn)滿足不了使用要求,因此,需在葉片表面涂覆高溫防護(hù)涂層,即熱障涂層。所謂熱障涂層通常是指通過特殊制備工藝噴涂或沉積在高溫合金表面,具有良好隔熱、抗氧化效果的涂層體系[2]。廣泛地應(yīng)用到燃?xì)廨啓C(jī)和航空渦輪發(fā)動(dòng)機(jī)高溫部件中,通過降低基體的溫度來保護(hù)熱端部件,達(dá)到延長(zhǎng)燃?xì)廨啓C(jī)和航空發(fā)動(dòng)機(jī)部件壽命的目的[3-6]。
透平動(dòng)葉片葉身型面復(fù)雜,程序編制的難度大,且機(jī)器人攜帶噴槍經(jīng)過異型程度較大型面時(shí),速度往往會(huì)發(fā)生變化,導(dǎo)致涂層厚度不均勻,嚴(yán)重影響涂層的質(zhì)量及美觀,最終影響到透平動(dòng)葉片的服役壽命。
本文運(yùn)用RobotStudio編程軟件和噴涂系統(tǒng)(IRB4600型機(jī)器人,HVOF噴涂系統(tǒng)),探索了燃機(jī)透平動(dòng)葉片異型葉身表面的噴涂程序編制方法,解決在異型程度較大噴涂區(qū)域內(nèi)噴槍保持速度均勻的問題,實(shí)現(xiàn)大面積噴涂制備涂層。
1 噴涂程序編制和驗(yàn)證
燃機(jī)透平動(dòng)葉片葉身噴涂程序開發(fā)遵循的方案如圖2所示。
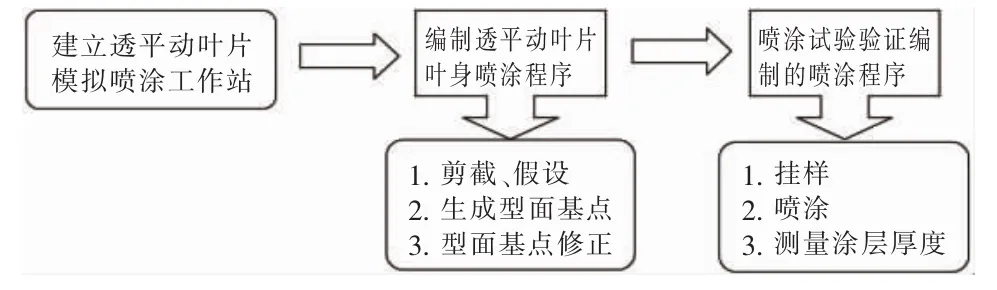
圖2 透平動(dòng)葉片葉身噴涂程序開發(fā)方案
1.1 建立透平動(dòng)葉片模擬噴涂工作站
結(jié)合實(shí)際噴涂環(huán)境,在RobotStudio軟件中建立透平動(dòng)葉片模擬噴涂工作站,如圖3所示。
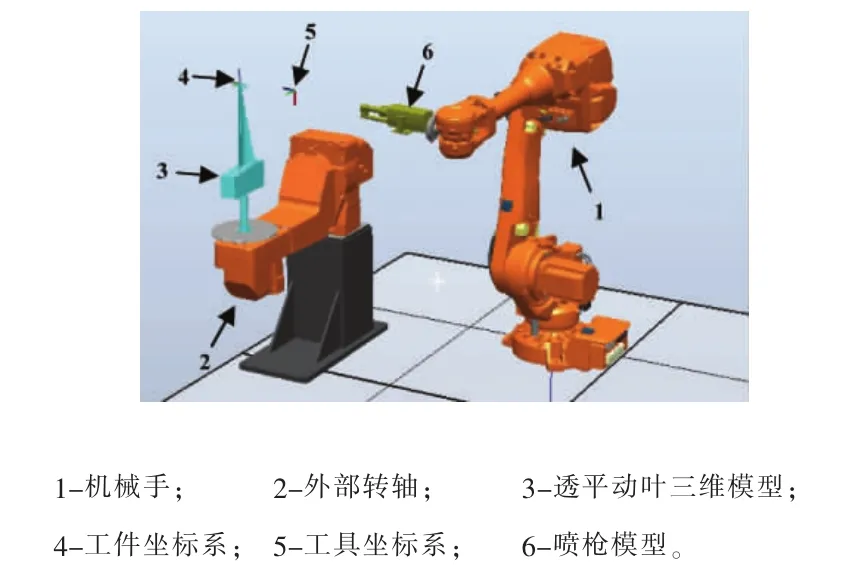
圖3 透平動(dòng)葉片模擬噴涂工作站
建立方法:(1)在RobotStudio軟件中新建一個(gè)空工作站,導(dǎo)入機(jī)器人、外軸,建立系統(tǒng);(2)導(dǎo)入透平動(dòng)片、工裝、噴槍三維模型,按照實(shí)際需要設(shè)定位置;(3)建立合適的工具、工件坐標(biāo)系。
1.2 編制透平動(dòng)葉片葉身噴涂程序
1.2.1 葉身處理
用微積分原理對(duì)動(dòng)葉身做如下處理和設(shè)想:
(1)根據(jù)動(dòng)葉片葉身高度、型線特點(diǎn)和噴槍搭接等因素,將葉身部分剪截成16部分,除第1部分外,2~16部分之間在高度方向上距離完全一樣,見圖4。
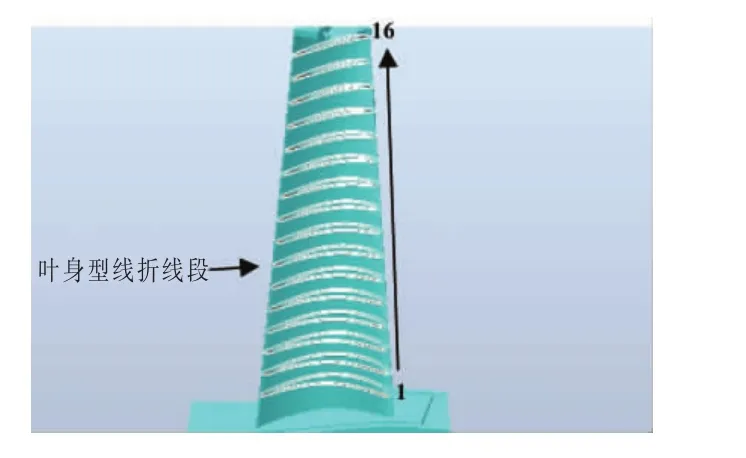
圖4 透平動(dòng)葉片葉身剪截處理示意圖
(2)假設(shè)葉身每一小部分的型面曲度、上下端寬度完全一致,視為完全相同的整體。
(3)假設(shè)葉身型線折線段就是葉身的型面曲線,如圖4所示。
通過上述剪截和設(shè)想,葉身分成了16個(gè)完全相同的小部分。在每一小部分中,編制出一對(duì)內(nèi)弧、外弧噴涂路徑,將這條噴涂路徑按照噴槍搭接沿高度方向向下平移,就獲得了整個(gè)部分的噴涂路徑。用同樣的方法獲取另外15個(gè)小部分的噴涂路徑,最后將16個(gè)部分的噴涂路徑結(jié)合起來即完成葉身噴涂程序的編制。下面就以第16小部分為例詳述程序的編制方法。
1.2.2 葉身噴涂程序編制
1.2.2.1 生成型面基點(diǎn)和路徑
在RobotStudio編程軟件中,獲得第16小部分葉片的頂端內(nèi)、外弧型面曲線。選中內(nèi)弧型面曲線,按照實(shí)際需要生成設(shè)定點(diǎn),修正設(shè)定點(diǎn)的噴涂姿態(tài),讓其滿足噴涂要求,同步到虛擬控制器中形成程序中的型面基點(diǎn)。型面基點(diǎn)及其組成的噴涂路徑如圖5(a)所示。
在實(shí)際噴涂中,機(jī)器人在啟動(dòng)、變更路徑、停止時(shí)會(huì)發(fā)生加速或減速現(xiàn)象,導(dǎo)致噴涂涂層的厚度不均勻,影響涂層的質(zhì)量。為確保噴涂區(qū)域內(nèi)的速度均勻性,在型面曲線路徑兩端增設(shè)合適數(shù)量空走點(diǎn),圖5(b)是增加空走點(diǎn)后的噴涂路徑。
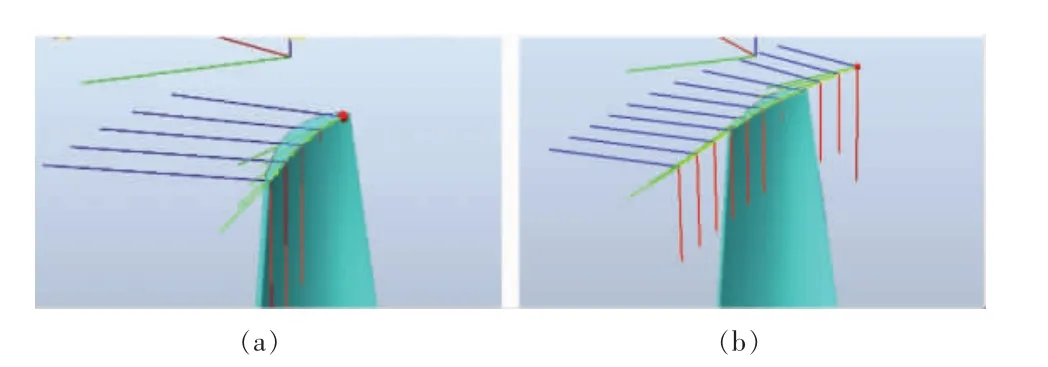
圖5 第16小部分內(nèi)弧側(cè)處的型面基點(diǎn)和噴涂路徑
1.2.2.2 型面基點(diǎn)和路徑修正
由于葉身頂部與根部、進(jìn)氣側(cè)與出氣側(cè)存在較大型線差異,因此,直接生成的型面基點(diǎn)在實(shí)際噴涂中出現(xiàn)了如下問題:
(1)在靠近背弧側(cè)葉根部分,進(jìn)氣、出氣側(cè)的扭曲程度差異巨大,機(jī)器人在位置固定的情況下,不能到達(dá)噴涂路徑中的部分目標(biāo)點(diǎn),即超過機(jī)器人的工作范圍,無法完成整個(gè)路徑噴涂;
(2)葉身上、下端型面基點(diǎn)噴涂姿態(tài)差異較大,如圖6所示,這不利于機(jī)器人自身6軸的協(xié)調(diào)配合,導(dǎo)致加速或減速現(xiàn)象,影響涂層質(zhì)量;

圖6 第16段與第1段的型面基點(diǎn)數(shù)據(jù)
(3)葉身上、下端型面基點(diǎn)的機(jī)器人軸配置差異較大,如圖6所示,噴涂過程中會(huì)造成機(jī)器人中斷調(diào)整配置,這在噴涂中是絕對(duì)不允許的。
經(jīng)研究發(fā)現(xiàn)可用型面基點(diǎn)聯(lián)動(dòng)計(jì)算方法,即在噴涂時(shí)讓外軸與機(jī)器人協(xié)調(diào)來解決此問題。通過基點(diǎn)聯(lián)動(dòng)計(jì)算可以實(shí)現(xiàn)整個(gè)葉身噴涂點(diǎn)以相同的噴涂姿態(tài)和機(jī)器人配置。圖7是聯(lián)動(dòng)計(jì)算后噴涂目標(biāo)點(diǎn)的噴槍姿態(tài)、機(jī)器人配置。
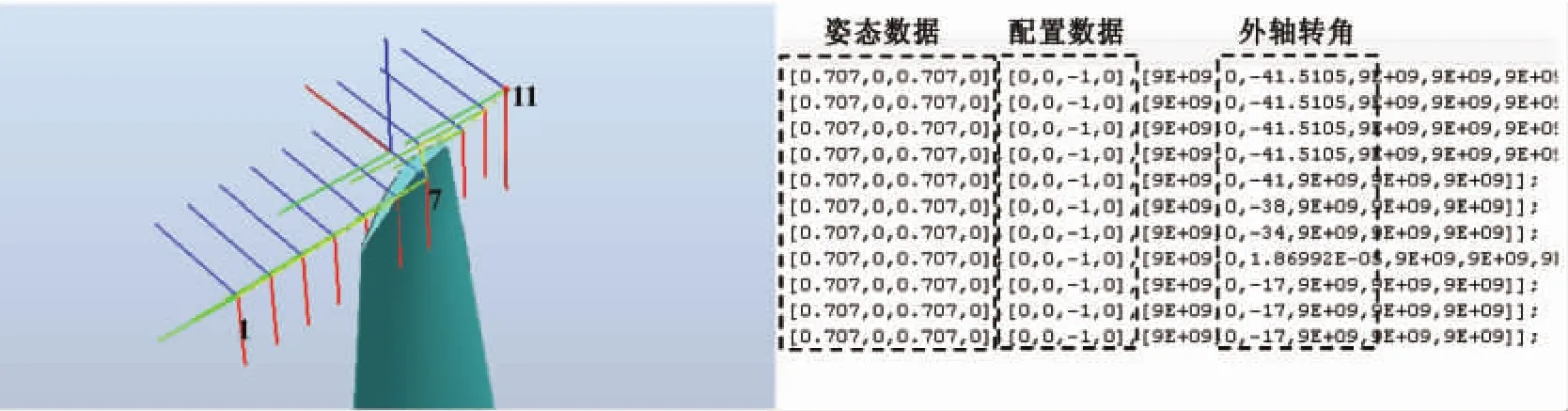
圖7 型面基點(diǎn)聯(lián)動(dòng)計(jì)算后的路徑及相應(yīng)的姿態(tài)、配置
但聯(lián)動(dòng)計(jì)算后,噴涂路徑又出現(xiàn)了如下問題:
(1)7、 8、 9 路徑轉(zhuǎn)折點(diǎn);
(2)第8噴涂點(diǎn)的外軸角度與其他外軸角度符號(hào)相反。
在實(shí)際噴涂中,這會(huì)造成機(jī)器人加速或減速,通過監(jiān)測(cè),該路徑上速度曲線如圖8(a)所示。可以看出,噴槍在路徑上出現(xiàn)了3次加速、減速現(xiàn)象。
為了保證噴涂區(qū)域內(nèi)的移動(dòng)速度均勻性,需避免外軸和機(jī)器人出現(xiàn)加、減速現(xiàn)象。經(jīng)研究發(fā)現(xiàn),只有在外軸單方向連續(xù)轉(zhuǎn)動(dòng),且路徑為光滑曲線時(shí)才能滿足。因此,用 “拋物線”數(shù)學(xué)模型將折點(diǎn)路徑修正成光滑的拋物線。圖8(b)是監(jiān)測(cè)修正后的速度曲線,可以看出,速度均勻性得到大大改善,噴槍經(jīng)加速-勻速-減速過程,在噴涂區(qū)域內(nèi)保持勻速運(yùn)動(dòng)。
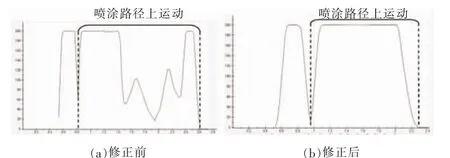
圖8 拋物線、轉(zhuǎn)角修正前后的速度曲線
1.2.2.3 生成葉身噴涂程序
1.2.2.2 步驟得到噴涂目標(biāo)點(diǎn)沿著葉身高度方向整體向下平移,得出第16段內(nèi)弧側(cè)的噴涂路徑及相應(yīng)噴涂目標(biāo)點(diǎn),見圖9。用相同方法獲得第16段背弧側(cè)部分的噴涂目標(biāo)點(diǎn),這就形成第16段的噴涂程序。
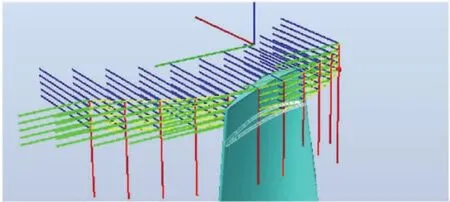
圖9 第16段內(nèi)弧側(cè)部分的噴涂路徑及相應(yīng)噴涂目標(biāo)點(diǎn)
用獲得第16段部分噴涂程序的方法獲得其他15段部分的噴涂目標(biāo)點(diǎn)和路徑,將16部分整體結(jié)合起來形成葉身的噴涂程序。
1.2.3 噴涂程序試驗(yàn)驗(yàn)證
在噴涂工作間進(jìn)行驗(yàn)證噴涂程序,噴涂后涂層厚度的結(jié)果如圖10所示,可以看出,葉身部位的涂層厚度均勻性非常良好,在0.11~0.15 mm之間,證實(shí)了編制程序的可噴涂性。
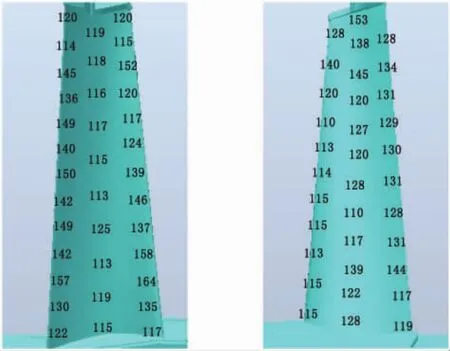
圖10 透平動(dòng)葉片異型葉身曲面涂層測(cè)量結(jié)果(單位:μm)
2 結(jié)論
通過燃機(jī)透平動(dòng)葉片異型葉身噴涂程序開發(fā)研究,可以得出如下結(jié)論:
(1)編制大型異型曲面噴涂程序時(shí),可用微積分原理,將曲面分成若干個(gè)相近的小部分,假設(shè)每一個(gè)小部分完全相同,分別編制,最后將每一小部分程序結(jié)合起來形成整個(gè)曲面的噴涂程序;
(2)聯(lián)動(dòng)計(jì)算、噴涂軌跡修正、轉(zhuǎn)角修正等路徑優(yōu)化方法可以顯著改進(jìn)噴涂速度的均勻性,達(dá)到改善噴涂涂層質(zhì)量的目的;
(3)本文的編制程序方法可以運(yùn)用到同類型噴涂產(chǎn)品上,對(duì)其他噴涂產(chǎn)品的程序開發(fā)可以起到借鑒作用。
[1]方丹丹.熱噴涂機(jī)器人路徑的自動(dòng)化生成和優(yōu)化[D].武漢:武漢理工大學(xué),2007.
[2]艾松,劉維兵,趙仕志,等.熱障涂層失效機(jī)理與壽命預(yù)測(cè)研究方法[J].東方汽輪機(jī),2015,(4):1-5.
[3]王焱,李定駿.等離子噴涂熱障涂層組織結(jié)構(gòu)及熱導(dǎo)率研究[J].東方汽輪機(jī),2014,(3):75-78.
[4]Goward GW.Progress in coatings for gas turbine airfoils[J].Surface&Coatings Technology,1998,s 108-109 (98):73-79.
[5]Beele W,Marijnissen G,Lieshout AV.The evolution of thermal barrier coatings-status and upcoming solutions for today's key issues[J].Surface and Coatings Technology,1999,s 120-121:61-67.
[6]Padture NP,Gell M,Jordan EH.Thermal barrier coatings for gas-turbine engine applications[J].Science,2002,296(5566):280-284.
Research of Spraying Process in Gas Turbine Blade Different Surface
Yuan Xiaohu, Li Dingjun, Diao Jinyan, Feng Wen
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
TG174
A
1674-9987(2017)03-0038-04
10.13808/j.cnki.issn1674-9987.2017.03.009
袁小虎 (1984-),男,碩士,助理工程師,2013年畢業(yè)于北京航空航天大學(xué),現(xiàn)主要從事熱噴涂相關(guān)技術(shù)工作。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
