中碳調質鋼30CrMnSiA補焊工藝方法研究
2017-10-11 06:46:08賈寶麗吳俊峰王志剛蘇太舉李福安
焊管 2017年5期
賈寶麗,吳俊峰,李 攀,王志剛,蘇太舉,李福安,王 琳
(新東北電氣集團高壓開關設備有限公司,沈陽110027)
中碳調質鋼30CrMnSiA補焊工藝方法研究
賈寶麗,吳俊峰,李 攀,王志剛,蘇太舉,李福安,王 琳
(新東北電氣集團高壓開關設備有限公司,沈陽110027)
為得到中碳調質30CrMnSiA鋼合理的補焊工藝,采用鎢極氬弧焊,選用A302焊條,通過實際操作確定了最佳焊接參數以及預熱、緩冷溫度。選擇的工藝參數可以有效防止補焊過程中裂紋的產生,在一定程度上改進了30CrMnSiA鋼補焊方法,在勞動強度和生產效率以及成本上優于以往的手工電弧焊工藝方法,焊接質量達到了要求。
焊接;中碳調質鋼;30CrMnSiA鋼;鎢極氬弧焊;補焊焊接工藝
Abstract:In order to obtain the reasonable repair welding technology of medium carbon quenched and tempered steel 30CrMnSiA,The optimal welding parameters were determined through actual operation by using TIG welding and A302 electrode,as well as the preheat and slow cooling temperature.The selected process parameters can effectively prevent welding cracks generation,improved the repair welding method of 30CrMnSiAa to a certain extent.It was superior to the previous manual arc welding process on the labor intensity,production efficiency and labor cost,the welding quality reached the requirement.
Key words:welding;medium carbon quenched and tempered steel;30CrMnSiA steel;TIG;repair welding technology
1 補焊產品結構
新東北電氣集團高壓開關設備有限公司生產一種30CrMnSiA材質零部件,結構如圖1所示。在加工制造中,由于前期機械加工存在加工過度問題,尺寸不能滿足圖紙要求。考慮到30CrMnSiA的材料成本,采用補焊方式將加工過度部位補焊后再進行機械加工,以達到圖紙尺寸要求。

圖1 加工產品結構圖
2 30CrMnSiA焊接性分析
30CrMnSiA鋼為中碳調質鋼[1],其含碳量較高,焊接性一般。焊接過程中易產生如下焊接缺陷:
(1)焊接熱影響區的脆化和軟化。30CrMnSiA鋼由于含碳量高、合金元素含量多,在快速冷卻時,從奧氏體轉變為馬氏體的起始溫度Ms點較低,焊后熱影響區產生的馬氏體難以產生自回火效應,硬度很高,易造成脆化。如果在調質狀態下施焊,而且焊后不再進行調質處理,其熱影響區將出現強度、硬度低于母材的軟化區。
(2)裂紋。30CrMnSiA鋼焊接熱影響區極易產生硬脆的馬氏體[2],對氫致冷裂紋的敏感性很大。加之30CrMnSiA鋼的碳及合金元素含量高,焊接熔池凝固時固液相溫度區間大,結晶偏析傾向大,因而焊接時具有較大的熱裂紋傾向。
通過以上分析得出,在焊接30CrMnSiA鋼時,需制定較嚴格的工藝措施,即采用較低的焊接熱輸入,焊前預熱、控制層間溫度和焊后熱處理等方法來解決脆化、軟化及裂紋等問題,并控制焊材氫的含量,焊接過程中要注意填滿弧坑。
3 30CrMnSiA鋼補焊工藝過程
3.1 30CrMnSiA鋼的化學成分
30CrMnSiA鋼的化學成分見表1。

表1 30CrMnSiA鋼的化學成分 %
3.2 焊條的性能
A302焊條是鈦鈣型藥皮的Cr23Ni13不銹鋼焊條[3],熔敷金屬具有良好的抗裂性能及抗氧化性能,可交/直流兩用,有良好的工藝性能,用于焊接相同類型的不銹鋼、不銹鋼襯里、異種鋼以及高鉻鋼、高錳鋼[5]等。A302焊條化學成分見表2。

表2 A302焊條的化學成分 %
3.3 焊前準備
選用Φ3.2 mm焊條,焊前烘焙1 h,烘干后應立即存放在于保溫筒內[6],隨用隨取。除去零件所焊表面及距焊接處20 mm內所有雜質及污物,在焊縫100 mm范圍內均勻預熱150℃。焊前預熱如圖2所示。

圖2 焊前預熱過程
3.4 焊接工藝
鎢極氬弧焊采用松下YC—500WX4型設備。焊接過程中采用小電流[7]、不擺動,直流TIG焊接。焊接一次成型,中間不斷弧,一次收弧完成,焊后進行200℃緩冷,如圖3所示,焊接參數見表3,整體焊接參數調整如圖4所示,焊后的焊縫成型狀態如圖5所示。

圖3 焊后200℃緩冷

表3 30CrMnSiA鋼的焊接參數
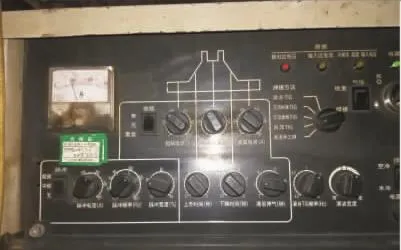
圖4 設備顯示的焊接參數
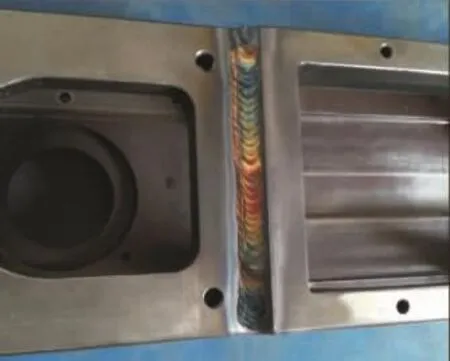
圖5 焊后焊縫成型照片
3.5 焊后檢測
焊后進行外觀檢查,并于24 h后進行了滲透無損檢測。外觀檢查合格,無損檢測按照JB 4730.2—2005進行,Ⅰ級,表面無缺陷,檢測合格[8]。無損檢測成像狀態如圖6所示。

圖6 無損檢測成像圖片
4 結束語
該項補焊工藝證明了30CrMnSiA鋼鎢極氬弧焊補焊方法的可行,通過實際操作確定了最佳焊接參數,以及預熱緩冷溫度[9],本工藝參數可以有效防止在補焊過程中裂紋的產生,在一定程度上改進了30CrMnSiA鋼補焊方法,在勞動強度和生產效率以及成本上優于以往的手工電弧焊工藝方法[10],對中碳調質鋼的焊接有一定借鑒作用。
[1]中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,1992.
[2]中國機械工程學會焊接學會.焊接手冊(第2卷):材料的焊接[M].第2版.北京:機械工業出版社,2001.
[3]熊臘森.焊接工程基礎[M].北京:機械工業出版社,2007.
[4]柯伸道.焊接冶金學[M].第2版.閆久春,楊建國,張廣軍,譯.北京:高等教育出版社,2012.
[5]郭晶.焊接材料選擇原則和實踐[J].石油化工設備,2001,30(1):41-43.
[6]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,2000.
[7]霍立興.焊接結構工程強度[M].北京:機械工業出版社,1995.
[8]周興中.焊接方法及設備[M].北京:機械工業出版社,1990.
[9]中國機械工程學會焊接學會.第八次全國焊接會議論文集第1冊[M].北京:機械工業出版社,1997.
[10]田燕.焊接區斷口金相分析[M].北京:機械工業出版社,1993.
Research on Medium Carbon Quenched and Tempered Steel 30CrMnSiA Repair Welding Technology
JIA Baoli,WU Junfeng,LI Pan,WANG Zhigang,SU Taiju,LI Fuan,WANG Lin
(New Northeast Electric Group High Voltage Switchgear Co.,Ltd.,Shenyang 110027,China)
TG441
B
10.19291/j.cnki.1001-3938.2017.05.010
2017-03-08
編輯:羅 剛
賈寶麗(1983—),女,漢族,遼寧沈陽人,碩士,工程師,主要從事鋁合金低壓壓力容器焊接工藝研究工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
當代工人(2020年8期)2020-05-25 09:07:38
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03