油氣輸送用雙金屬?gòu)?fù)合管的生產(chǎn)工藝分析及質(zhì)量控制
2017-10-11 06:30:17常永剛王長(zhǎng)安楊專釗吳金輝張圣光
焊管 2017年4期
關(guān)鍵詞:工藝
常永剛,王長(zhǎng)安,楊專釗,吳金輝,張圣光
(1.北京隆盛泰科石油管科技有限公司,北京100101;2.中國(guó)石油集團(tuán)石油管工程技術(shù)研究院石油管材及裝備材料服役行為與結(jié)構(gòu)安全國(guó)家重點(diǎn)實(shí)驗(yàn)室,西安710077;3.山東勝利鋼管有限公司,山東 淄博255082)
油氣輸送用雙金屬?gòu)?fù)合管的生產(chǎn)工藝分析及質(zhì)量控制
常永剛1,2,王長(zhǎng)安1,2,楊專釗1,2,吳金輝1,2,張圣光3
(1.北京隆盛泰科石油管科技有限公司,北京100101;2.中國(guó)石油集團(tuán)石油管工程技術(shù)研究院石油管材及裝備材料服役行為與結(jié)構(gòu)安全國(guó)家重點(diǎn)實(shí)驗(yàn)室,西安710077;3.山東勝利鋼管有限公司,山東 淄博255082)
為了得到力學(xué)性能和抗腐蝕性能均符合油氣輸送用雙金屬?gòu)?fù)合管的制造工藝,介紹了雙金屬?gòu)?fù)合管的結(jié)構(gòu)特點(diǎn)、性能特點(diǎn)及生產(chǎn)工藝,總結(jié)了其經(jīng)濟(jì)及技術(shù)優(yōu)勢(shì),分析了雙金屬?gòu)?fù)合管生產(chǎn)過(guò)程的質(zhì)量控制要點(diǎn)。指出,油氣輸送用雙金屬?gòu)?fù)合管基層一般采用碳鋼及合金鋼等,內(nèi)層采用不銹鋼及鎳基合金等,通過(guò)冶金復(fù)合板焊接成型;利用“兩步法”生產(chǎn)螺旋焊管或UOE和JCOE生產(chǎn)直縫鋼管,不僅可以生產(chǎn)大直徑雙金屬?gòu)?fù)合管,而且可較大地提高生產(chǎn)效率,避免機(jī)械復(fù)合的缺點(diǎn)。同時(shí),還提出了未來(lái)雙金屬?gòu)?fù)合管需要改進(jìn)的一些方面。
雙金屬?gòu)?fù)合管;生產(chǎn)工藝;基層;襯里;抗腐蝕
Abstract:In order to get the manufacturing process of bimetal clad pipe which mechanical properties and corrosion resistance are in conformity with the oil and gas transportation,in this article,it firstly introduced the structure characteristics,performance characteristics and manufacturing process,summarized the economic and technical advantages,then analyzed the quality control key points in production process.It pointed that the base layer of bimetal clad steel pipe is usually carbon steel,alloy steel,the inner lining is stainless steel,nickel base alloy,etc.Adopting metallurgy composite plate welding forming.Using two-step method to produce SAWH pipe,UOE and JCOE to manufacture SAWL pipe,it not only can produce large diameter bimetal clad pipe,but also significantly improve the production efficiency,avoid the shortcomings of mechanical composite.At the same time,it put forward the aspects in need of improvement in future.
Key words:bimetal clad pipe;production process;base layer;lining;anti-corrosion
隨著時(shí)間的推移,一些輸送油氣資源的管道會(huì)因腐蝕發(fā)生泄漏,甚至發(fā)生更嚴(yán)重的事故。而傳統(tǒng)耐蝕合金管或鎳基合金管道,因?yàn)楦甙旱慕ㄔ斐杀静荒艽蠓秶鷳?yīng)用于輸送管道建設(shè),因此價(jià)格相對(duì)低廉又能輸送含有腐蝕性介質(zhì)的雙金屬?gòu)?fù)合管被開(kāi)發(fā)出來(lái)。國(guó)內(nèi)的塔里木油田、長(zhǎng)慶油田、普光氣田等對(duì)雙金屬?gòu)?fù)合管的應(yīng)用越來(lái)越多。中海油也建成了幾條雙金屬?gòu)?fù)合管海底管道,比如崖城、平黃一期、平黃二期等海底管道。
1 雙金屬?gòu)?fù)合管簡(jiǎn)介
雙金屬?gòu)?fù)合管一般由起強(qiáng)度作用的基層或基管和耐腐蝕的襯層或襯管組成。雙金屬可以發(fā)揮兩種單一金屬的優(yōu)點(diǎn),具備特殊的理化及力學(xué)性能,滿足高強(qiáng)度、高比剛度、抗疲勞性、尺寸穩(wěn)定、耐磨、抗震、抗腐蝕等要求,同時(shí)可以大大節(jié)省稀有金屬的使用量,降低制造成本。
雙金屬?gòu)?fù)合管有兩種結(jié)構(gòu),一種是外層為基層,主要采用碳鋼及合金鋼等,內(nèi)層為襯層,主要采用不銹鋼及鎳基合金等;另一種則與第一種相反。兩種雙金屬?gòu)?fù)合管根據(jù)適用范圍及要求來(lái)選用,比如堿液回收鍋爐用管設(shè)計(jì)為304L/20G,油氣輸送用雙金屬?gòu)?fù)合管一般采用第一種結(jié)構(gòu)。
目前國(guó)內(nèi)雙金屬?gòu)?fù)合管制造廠家及使用情況見(jiàn)表1。

表1 國(guó)內(nèi)雙金屬?gòu)?fù)合管制造廠家及使用情況
2 雙金屬?gòu)?fù)合管的生產(chǎn)工藝分析
目前已經(jīng)大范圍推廣使用的復(fù)合工藝有機(jī)械復(fù)合工藝和冶金復(fù)合工藝。選用原則一般應(yīng)結(jié)合服役環(huán)境、經(jīng)濟(jì)性、質(zhì)量需求等來(lái)決策。
2.1 機(jī)械復(fù)合工藝
機(jī)械復(fù)合又分為水壓法、冷拔法、熱膨脹法、爆炸焊接法、包復(fù)焊接法等,目前國(guó)內(nèi)以水壓復(fù)合和爆炸復(fù)合工藝為主。機(jī)械復(fù)合工藝因具有生產(chǎn)工藝簡(jiǎn)單、工序較少、生產(chǎn)成本較低等特點(diǎn),應(yīng)用較為廣泛,但由于兩種金屬間無(wú)冶金結(jié)合面,結(jié)合強(qiáng)度較低,界面屬于非擴(kuò)散結(jié)合,在高溫情況下易發(fā)生分層,導(dǎo)致雙金屬失效,在一定程度上限制了機(jī)械復(fù)合管的應(yīng)用范圍[1-3]。
機(jī)械復(fù)合成型工藝的特點(diǎn)為:
(1)水壓復(fù)合。該工藝主要是通過(guò)液體膨脹內(nèi)襯管和基管實(shí)現(xiàn)緊密貼合。將裝配好的基管和內(nèi)襯管兩端完全密封,管內(nèi)注入液體后逐步增壓,內(nèi)襯管隨著壓力的增加在直徑方向向外擴(kuò)張,使得內(nèi)襯管達(dá)到隨性變形,而基管彈性變形,達(dá)到一定的量值時(shí)釋放壓力,基管回彈,內(nèi)襯管保持塑性變形而實(shí)現(xiàn)復(fù)合。此工藝的優(yōu)點(diǎn)為工藝簡(jiǎn)單、管內(nèi)壓力分布均勻。缺點(diǎn)是結(jié)合力較小,雖然各點(diǎn)壓力均衡但極易受到內(nèi)襯管厚度和不規(guī)則程度的影響,內(nèi)襯管壁厚較厚處與基管不能完全貼合,高溫下易產(chǎn)生應(yīng)力松弛而分層失效。
(2)爆炸復(fù)合。將裝配好的基管和內(nèi)襯管置于水槽內(nèi),將炸藥放置在內(nèi)襯管軸線上,通過(guò)炸藥爆炸引起管內(nèi)水壓瞬間增高,瞬間增高的水壓使襯管沿直徑方向向外擴(kuò)張,內(nèi)襯管緊貼基管內(nèi)表面且達(dá)到塑性變形,基管彈性形變,當(dāng)壓力釋放時(shí)基管回彈和內(nèi)襯管緊密結(jié)合。與其他復(fù)合工藝相比,爆炸復(fù)合在現(xiàn)場(chǎng)適用案例較多,此工藝的優(yōu)點(diǎn)是一次成型,工藝簡(jiǎn)單,爆炸形成各點(diǎn)壓力基本相同。但是由于基管內(nèi)表面和襯管外表面存在不規(guī)則以及壁厚不均勻等影響,形成的復(fù)合管結(jié)合力較小,炸藥量的控制對(duì)內(nèi)襯管充分塑性變形有一定的影響。
2.2 冶金復(fù)合工藝
冶金復(fù)合工藝主要有熱擠壓法、熱軋法、離心鑄造法、離心鋁熱法、復(fù)合板焊接法、冷加工擴(kuò)散法、粉末冶金法、噴射成型法及電磁成型法等。冶金復(fù)合方式具有較高的結(jié)合強(qiáng)度,但是經(jīng)濟(jì)成本高,生產(chǎn)工藝復(fù)雜。相較于機(jī)械復(fù)合管,兩種金屬間存在冶金結(jié)合面,結(jié)合強(qiáng)度高,界面屬于擴(kuò)散結(jié)合。因此,在一些特殊要求的部位或要求壓力較大的管線,應(yīng)優(yōu)先選用雙金屬冶金復(fù)合管。
冶金復(fù)合工藝的特點(diǎn)為:
(1)熱擠壓復(fù)合。將兩種表面經(jīng)清潔處理后的金屬組裝成擠壓坯,在一定的溫度下加載一定壓力進(jìn)行擠壓,使兩種金屬緊密接觸并達(dá)到復(fù)合。優(yōu)點(diǎn)是復(fù)合成型工藝簡(jiǎn)單,結(jié)合力較強(qiáng)。缺點(diǎn)是內(nèi)襯管為耐蝕合金,可能產(chǎn)生壁厚波動(dòng),并由于變形不一致容易產(chǎn)生裂紋。
(2)熱軋復(fù)合。將兩種或兩種以上的金屬材料用熱軋法生產(chǎn)復(fù)合材料,此工藝是當(dāng)前復(fù)合板材生產(chǎn)的主要方法。隨著復(fù)合軋制技術(shù)的發(fā)展,復(fù)合板材的寬度在不斷增加。熱軋復(fù)合的工藝過(guò)程包括組元層坯料選擇及準(zhǔn)備、加熱、軋制(軋合)和軋制后熱處理。優(yōu)點(diǎn)是結(jié)合強(qiáng)度高,工藝簡(jiǎn)單,生產(chǎn)效率高,質(zhì)量好,成本低,可大量降低金屬材料的損害。缺點(diǎn)主要是一次性投資大,材料選擇范圍小,溫度升高對(duì)材料性能有一定影響。
(3)離心鑄造復(fù)合。利用離心鑄造技術(shù)分層澆鑄不同成分的金屬液,使得內(nèi)外金屬的熔合層控制在一定厚度范圍內(nèi),形成完全的冶金熔合。這種復(fù)合技術(shù)的優(yōu)點(diǎn)是組織致密,晶粒細(xì)小,過(guò)渡層較厚,應(yīng)力小,夾雜物少,工藝簡(jiǎn)單。缺點(diǎn)是易產(chǎn)生偏析,表面較為粗糙,內(nèi)表面尺寸不易控制。
(4)采用冶金復(fù)合板焊接成型。利用雙金屬?gòu)?fù)合板通過(guò)“兩步法”生產(chǎn)螺旋焊管或UOE和JCOE生產(chǎn)直縫鋼管。此工藝不僅可以生產(chǎn)大直徑雙金屬?gòu)?fù)合管,而且較大地提高了生產(chǎn)效率,避免了機(jī)械復(fù)合的缺點(diǎn)。這種成熟、簡(jiǎn)單、合理的焊接工藝和焊接順序可以保證復(fù)合管的力學(xué)性能和抗腐蝕性能,而且制造成本相對(duì)較低[4-6]。
3 雙金屬?gòu)?fù)合管的質(zhì)量控制
目前常用的復(fù)合管標(biāo)準(zhǔn)有美國(guó)石油學(xué)會(huì)的API 5LD《Specification for CRA Clad or Lined Steel Pipe》、 SY/T 6623—2012《內(nèi)覆或襯里耐腐蝕合金鋼管》(等同采用API 5LD)以及挪威船級(jí)社的DNV OS F101《Submarine Pipeline Systems》。 作為陸地石油、天然氣管線和海洋復(fù)合管管線的國(guó)際標(biāo)準(zhǔn),前者為雙金屬?gòu)?fù)合管的專用標(biāo)準(zhǔn),涵蓋了機(jī)械復(fù)合管和冶金復(fù)合管,后者部分涉及到了雙金屬?gòu)?fù)合管。
3.1 復(fù)合前的質(zhì)量控制
復(fù)合管在復(fù)合前需要對(duì)原材料做相應(yīng)的復(fù)驗(yàn)試驗(yàn)。復(fù)合管基管常用的制造標(biāo)準(zhǔn)有API SPEC 5L和GB/T 9711—2011《石油天然氣工業(yè)管線輸送系統(tǒng)用鋼管》。對(duì)于襯管目前常用的制造標(biāo)準(zhǔn)有 API 5LC《Specification for CRA Line Pipe》和GB/T 12771《流體輸送不銹鋼焊接鋼管》(等同采用 API 5LC)。
機(jī)械復(fù)合管在復(fù)合前應(yīng)注意基管內(nèi)除銹的溫度和濕度情況,環(huán)境濕度小于80%,基管表面溫度高于露點(diǎn)溫度5℃時(shí)可進(jìn)行操作,除銹等級(jí)需要達(dá)到Sa2.5級(jí)[7]。為了得到更好的剪切強(qiáng)度,對(duì)基管內(nèi)壁處理的相關(guān)參數(shù)進(jìn)行控制也是非常必要的,比如錨紋深度和表面清潔度。
3.2 復(fù)合過(guò)程中的質(zhì)量控制
復(fù)合管復(fù)合過(guò)程中要保證壓力處在可控范圍內(nèi),且嚴(yán)格符合設(shè)計(jì)工藝要求。原則上基管不能承受塑性變形,同時(shí)需要保證基管和襯管之間的清潔和干燥且不得進(jìn)水。爆炸復(fù)合管是在水下進(jìn)行,水壓復(fù)合時(shí)管內(nèi)充滿乳化液,如果密封工藝有問(wèn)題,基管和襯管之間進(jìn)水,殘留在層間的液體容易引起基管的銹蝕,而且會(huì)影響堆焊質(zhì)量。基管和襯管之間復(fù)合前需要抽真空,以保證內(nèi)外管之間的水汽得到充分排放。
3.3 復(fù)合后的質(zhì)量控制
機(jī)械復(fù)合后需對(duì)復(fù)合管進(jìn)行外觀及尺寸檢查、內(nèi)窺鏡檢查、動(dòng)態(tài)應(yīng)變檢驗(yàn)、剩磁檢查、靜水壓試驗(yàn)、力學(xué)性能試驗(yàn)、拉伸試驗(yàn)、夏比沖擊試驗(yàn)、硬度試驗(yàn)、壓扁試驗(yàn)、結(jié)合強(qiáng)度試驗(yàn)、腐蝕試驗(yàn)、金相檢驗(yàn)、塌陷試驗(yàn)、四點(diǎn)彎曲試驗(yàn)及無(wú)損檢測(cè)。
冶金復(fù)合管復(fù)合后需要做外觀及尺寸檢查、內(nèi)窺鏡檢查、動(dòng)態(tài)應(yīng)變檢驗(yàn)、剩磁檢查、靜水壓試驗(yàn)、力學(xué)性能試驗(yàn)、拉伸試驗(yàn)、夏比沖擊試驗(yàn)、硬度試驗(yàn)、壓扁試驗(yàn)、導(dǎo)向彎曲試驗(yàn)、腐蝕試驗(yàn)、金相檢驗(yàn)、結(jié)合強(qiáng)度試驗(yàn)及無(wú)損檢測(cè)。
需要強(qiáng)調(diào)的是復(fù)合管的水壓試驗(yàn),應(yīng)嚴(yán)格控制水中Cl-含量小于30 mg/L[8]。水壓過(guò)程中要求壓力保持穩(wěn)定,且不允許增補(bǔ)壓力。
對(duì)于復(fù)合管的無(wú)損探傷,特別是超聲波檢測(cè)人員,應(yīng)進(jìn)行相應(yīng)的專項(xiàng)培訓(xùn)。由于材料晶粒的變化及界面的存在,給超聲波探傷帶來(lái)了很多干擾因素。但由于超聲波對(duì)裂紋的檢出率很高,因此不能舍棄,這就增加了對(duì)探傷人員的特殊要求。
3.4 機(jī)械復(fù)合管的管端質(zhì)量
冶金復(fù)合管管端沒(méi)有特殊要求,但對(duì)于機(jī)械復(fù)合管管端,由于內(nèi)外管結(jié)合面未熔合在一起,存在微小的空隙,為了避免水分進(jìn)入,需要對(duì)復(fù)合管的管端進(jìn)行封焊或者堆焊處理。
需要注意的是封焊管端的復(fù)合管不適合在現(xiàn)場(chǎng)進(jìn)行切割或打磨,需預(yù)先設(shè)計(jì)坡口在制造廠加工。
堆焊封口的復(fù)合管管端部分可在現(xiàn)場(chǎng)進(jìn)行切割和打磨。對(duì)于管端堆焊復(fù)合管,一般需進(jìn)行堆焊工藝評(píng)定,堆焊時(shí)需嚴(yán)格控制焊接工藝參數(shù)、預(yù)熱溫度、層間溫度、焊速等,還需要進(jìn)行堆焊層無(wú)損檢驗(yàn)、化學(xué)分析、硬度和金相檢測(cè)、腐蝕試驗(yàn)、堆焊層金屬化合物檢測(cè)以及力學(xué)性能試驗(yàn)[9]。
4 油氣輸送用管性能比較
雙金屬?gòu)?fù)合管在抗腐蝕性能方面與抗腐蝕合金管基本沒(méi)有差異,在強(qiáng)度方面優(yōu)于碳鋼鋼管和一般合金管,價(jià)格是抗腐蝕合金管的一半左右,使用壽命遠(yuǎn)高于碳鋼鋼管。雙金屬?gòu)?fù)合管綜合了強(qiáng)度、抗腐蝕性、耐磨性、耐高溫、耐高壓、經(jīng)濟(jì)等綜合性能[10]。表2是國(guó)內(nèi)某專業(yè)研究機(jī)構(gòu)對(duì)油氣輸送用各種管道綜合性能的比較分析,可以看出雙金屬?gòu)?fù)合管綜合性能優(yōu)良。
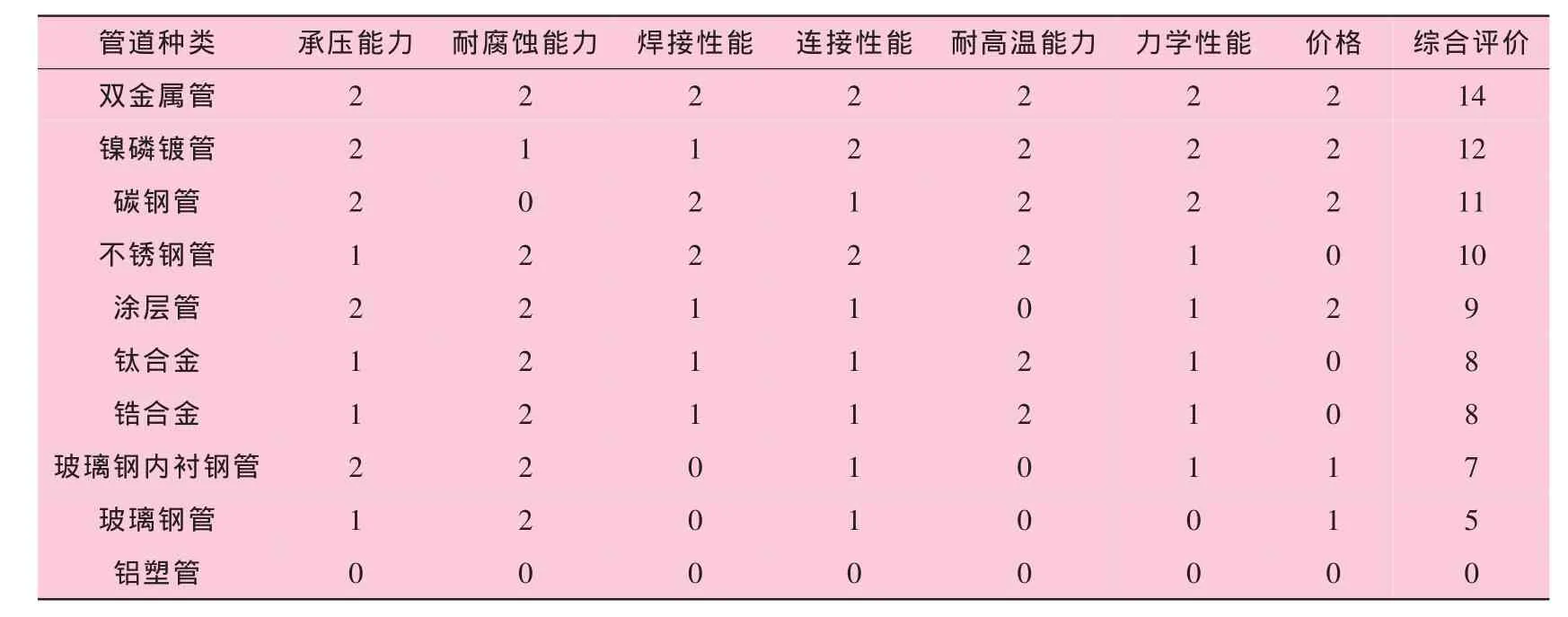
表2 雙金屬?gòu)?fù)合管與其他管道的綜合性能比較
5 結(jié)束語(yǔ)
雙金屬?gòu)?fù)合管因其良好的綜合性能,在石油天然氣行業(yè)得到了比較廣泛的應(yīng)用。目前國(guó)內(nèi)投產(chǎn)的幾條管線的應(yīng)用均獲得了較好的評(píng)價(jià)。未來(lái)雙金屬管在襯管材料的選用、制造檢驗(yàn)標(biāo)準(zhǔn)化、復(fù)合工藝、檢測(cè)技術(shù)方面需做更進(jìn)一步的工作,以對(duì)其更為廣泛的應(yīng)用奠定牢固的基礎(chǔ)。
[1]孫育祿,白真權(quán),張國(guó)超,等.油氣田防腐用雙金屬?gòu)?fù)合管研究現(xiàn)狀[J].全面腐蝕控制,2011,5(5):10-16.
[2]曾德智,杜清松,谷壇,等.雙金屬?gòu)?fù)合管防腐技術(shù)研究進(jìn)展[J].油氣田地面工程,2008,27(12):64-65.
[3]郭崇曉,張燕飛,吳澤.雙金屬?gòu)?fù)合管在強(qiáng)腐蝕油氣田環(huán)境下的應(yīng)用分析及其在國(guó)內(nèi)的發(fā)展[J].全面腐蝕控制,2010,24(2):13-17.
[4]李發(fā)根,魏斌,邵曉東,等.高腐蝕性油氣田用雙金屬?gòu)?fù)合管[J].油氣儲(chǔ)運(yùn),2010,2(5):359-362.
[5]趙崢,陶鋼.雙金屬?gòu)?fù)合板的新制備工藝[J].材料開(kāi)發(fā)與應(yīng)用,2018,10(5):48-51.
[6]鞏國(guó)平.雙金屬?gòu)?fù)合管的擠壓生產(chǎn)工藝[J].鋼管,2014,4(2):36-40.
[7]ISO 8501-1:2007,Preparation of Steel Substrates Before Application of Paints and Related Products[S].
[8]SY/T 6623—2012,內(nèi)覆或襯里耐腐蝕合金鋼管[S].
[9]胡春紅,李秀鋒,熊海榮,等.海上油氣田海底管道用耐腐蝕合金復(fù)合管[J].石油化工與設(shè)備,2015,3(2):85-88.
[10]錢樂(lè)中.油氣輸送用耐腐蝕雙金屬?gòu)?fù)合管[J].特殊鋼,2007,28(4):42-44.
Production Process Analysis and Quality Control of Bimetal Clad Steel Pipe Used for Oil and Gas Transportation
CHANG Yonggang1,2,WANG Changan1,2,YANG Zhuanzhao1,2,WU Jinhui1,2,ZHANG Shengguang3
(1.Beijing Longshine Oil Tubular Technology Co.,Ltd.,Beijing 100101,China;2.State Key Laboratory of Performance and Structural Safety for Petroleum Tubular Goods and Equipment Material,CNPC Tubular Goods Research Institute,Xi’an 710077,China;3.Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shandong,China)
TG335.83
B
10.19291/j.cnki.1001-3938.2017.04.010
2017-01-09
編輯:羅 剛
常永剛(1979—),男,工程師,主要從事油氣輸送管道及石油裝備無(wú)損檢測(cè)、質(zhì)量控制等方面的工作。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52