雙聯熔煉工藝在風電鑄件生產中的應用
2017-09-29 02:47:38王美喜史學涌閆興義葉長強余新泉
中國鑄造裝備與技術 2017年5期
關鍵詞:工藝
王美喜,史學涌,閆興義,葉長強,余新泉
(1.江蘇吉鑫風能科技股份有限公司,江蘇江陰 2144 22; 2.東南大學,江蘇南京 211189)
雙聯熔煉工藝在風電鑄件生產中的應用
王美喜1,史學涌1,閆興義1,葉長強2,余新泉2
(1.江蘇吉鑫風能科技股份有限公司,江蘇江陰 2144 22; 2.東南大學,江蘇南京 211189)
介紹了風電鑄件的發展動態,為了適應風電鑄件的發展,滿足風電鑄件的技術要求,對比分析了不同熔煉工藝生產風電球墨鑄鐵件的優缺點。在此基礎上,結合風電鑄件生產實踐,探索了沖天爐-電爐雙聯熔煉工藝,得到了力學性能優良、球化率及球化等級較高的風電鑄件,獲得了明顯優于感應電爐熔煉得到的鑄件性能。
沖天爐-電爐雙聯熔煉,風電鑄件,球墨鑄鐵
D O I:10.39 69/j.i s s n.100 6-96 58.2017.05.017
風能是一種清潔的可再生能源,也是可再生能源中最具有開發前景的能源,受到世界各國的高度重視。鑄件是風力發電設備的重要部件,風力發電設備上的鑄件主要有輪轂、底座、軸承座、齒輪箱體等構件,其質量要求很高,材質是全鐵素體基體的球墨鑄鐵。風電鑄件運行環境惡劣,常年在高達幾十米至一百多米的高空運行,有的鑄件要求能夠在-20 ℃甚至-40 ℃環境下服役20年[1]。因此對鑄件質量性能指標要求較高,除了要有一定的強度之外,還要在低溫環境中具有較好的韌性。與普通球墨鑄鐵件相比,風電使用的球墨鑄鐵鑄件的成分控制、熔煉工藝、球化孕育處理工藝等方面都具有其獨特性與復雜性[2]。
近幾年隨著風電行業的發展,我國對風電球墨鑄鐵的研究越來越重視,一方面開發了適用于風電鑄件專用的球墨鑄鐵生鐵、球化劑等材料,另一方面由于單一沖天爐對鐵液成分和溫度難以控制,且環境的污染比中頻電爐大,在熔煉設備方面逐步采用中頻感應電爐或沖天爐中頻感應電爐雙聯來替代單一沖天爐[3]。
隨著風機機型的發展,風電球墨鑄鐵零部件的質量和壁厚也在不斷的增加。主要機型從以前的1MW到2.5 MW之間逐步過渡到3 MW到6 MW;球墨鑄鐵關鍵零部件其質量和主要壁厚從5 t~25 t、60 mm~200 mm增加到30 t和200 mm 以上(7 MW產品部分鑄件的質量和壁厚已達到90 t和500 mm)。隨著鑄件結構的復雜化和壁厚的增加,鑄件縮松傾向逐步增大,同時鑄件內部的石墨形態也更容易發生畸變,經常會出現碎塊狀石墨,大大的降低了球墨鑄鐵件的性能[4]。
1 風電鑄件的技術要求
風力發電設備上的鑄件材料大部分采用EN 1563標準的EN-GJS-400-18-LT和EN-GJS-350-22-LT,相當于GB/T 1348標準中的QT400-18AL和QT350-22AL。其主要特點有:
(1)鑄件工作環境惡劣。鑄件安裝在幾十米甚至百米高空,有些地區工作溫度在-20 ℃到-40 ℃,工作時風速變化大。
(2)可靠性要求高。部件必須保證20年不更換,如發生意外失效,則更換費用巨大,加上故障引起的不能發電,損失將更大。
(3)材料性能要求高。要求-20 ℃或-40 ℃的低溫沖擊檢測和高標準的無損探傷檢測,無損探傷包括超聲波無損檢測和磁粉無損檢測。
由于風電鑄件存在上述特點,故存在以下技術難點:
(1)鑄件致密性難以達到超聲波無損探傷要求。由于球墨鑄鐵的糊狀凝固特性,容易產生縮松,嚴重降低鑄件的強度和韌性[5]。
(2)鑄件純凈度難以達到磁粉無損探傷要求。因為球鐵中要加入Mg和RE,因而易產生渣;渣為產生裂紋的源頭[6],必須控制在要求范圍內。
(3)厚大斷面球墨鑄鐵石墨容易產生畸變。大型風力發電機組用輪轂和底座等球墨鑄鐵鑄件的厚大斷面處石墨易發生畸變,大大降低了鑄件本體材料的性能。
(4)工藝必須兼顧材料的各力學性能,以力爭同時達到要求。強度(抗拉強度、屈服強度、疲勞強度)與低溫沖擊值在一股情況下是負相關關系,以及伸長率的特殊要求等。
2 風電用球墨鑄鐵熔煉工藝的比較
2.1 電爐熔煉的特點
中頻感應電爐的成套裝置,是把三相工頻交流電,整流后變成直流電,再把直流電變為可調節的中頻電流,供給由電容和感應線圈里流過的中頻交變電流,在感應圈中產生高密度的磁力線,并切割感應圈里盛放的金屬材料,在金屬材料中產生很大的渦流。這種渦流同樣具有中頻電流的一些性質,即金屬自身的自由電子在有電阻的金屬體里流動要產生熱量從而熔化金屬。在國內,電能絕大部分由火力發電提供,火力發電量約占總發電量的3/4,因此電爐熔煉的能源要經過從煤→電→交變磁場→熱量的轉變,在此過程中能源的損耗較大。
電爐熔煉主要有以下特點:
(1)適合于各種批量和規模的生產需要;
(2)占地面積少;
(3)由于有電磁攪拌,使得鐵液的溫度成分都比較均勻;
(4)鐵液與空氣接觸較少,氧化易控制,元素燒損少;
(5)沒有添加燃料和溶劑,產生的廢棄物較少;
(6)每一爐鐵液都是獨立的,能控制化學成分的波動范圍,化學成分能夠精確地達到規定要求;
(7)與沖天爐相比,鐵液的白口傾向大,易產生過冷石墨,使鑄件的強度與硬度偏高[7];
(8)熔化效率沒有沖天爐高;
(9)用電量較大,成本較高,能源消耗較大;
(10)維修比沖天爐復雜。
2.2 沖天爐熔煉的特點
在沖天爐熔煉過程中,爐料從加料口加入,自上而下運動,被上升的高溫爐氣預熱。鼓風機鼓入爐內的空氣使底焦燃燒,產生大量的熱,熱量由爐氣傳遞到爐料上,不斷加熱爐料,促使爐料溫度升高,當爐料下落到焦炭上表面時開始熔化,熔化的鐵液經過焦炭表面流到沖天爐底部,鐵液在此流動過程中不斷被加熱,到達爐底時溫度可以超過1600℃,由過橋進入前爐后溫度稍有下降。因為爐料熔化和加熱過程中大量接觸CO2和O2,所以鐵液會被氧化,引起元素燒損,同時因為鐵液在焦炭表面流動,所以會有焦炭中的C、S會熔入鐵液中,引起較大的成分變化[8]。
沖天爐熔煉主要有以下特點:
1) 可連續出鐵液;
2) 設備費用低;
3) 鐵液經過高溫過熱,可以消除生鐵的遺傳性,鐵液品質穩定,特別是高牌號的鑄件;
4) 鐵液通過高溫焦碳層時,鐵液大量接觸高溫空氣,容易被氧化,會產生較大燒損,一方面高溫會有凈化鐵液的作用,另一方面燒損大生產中可以增加回爐料的用量,降低生產成本;
5) 熔煉過程排放大量的灰塵和廢氣,如果處理不好,易造成環境污染;
6) 鐵液吸收來自焦碳的硫,對生產球墨鑄鐵不利,需采取脫硫措施;
7) 鐵液的化學成分和溫度波動較大,合金元素燒損嚴重,且供應量不易改變;
8) 材料和廢棄物運輸量較大。
2.3 雙聯熔煉的特點
從沖天爐和電爐熔煉的特點可以看出,兩種熔煉方式都有其優點和缺點。電爐熔煉鐵液成分比較均勻,而且每一爐鐵液都是獨立的,可以精確調節鐵液成分,是生產高性能鑄件的必備選擇。但是由于電爐熔煉鐵液的最高溫度一般都不會很高,一般的電爐爐襯材料的可使用最高溫度都低于1600℃。鐵液在電爐中溫度超過1550 ℃時對爐襯的侵蝕就已經比較大,而且溫度超過1600 ℃增大電爐安全風險。因此電爐熔化鐵液消除生鐵的遺傳性能力比較差。沖天爐熔煉鐵液成本較低,鐵液經過物理、化學反應和短暫的高溫過熱之后可以提高鐵液的品質,對生產高性能鑄件,尤其是風電鑄件等需要在低溫環境下使用的球墨鑄鐵鑄件有很大好處。由于沖天爐對金屬元素產生燒損,可以促進石墨化進程,避免產生珠光體,不僅可以降低縮松傾向,也可以提高鑄件的低溫韌性,同時還可以改善厚大斷面球墨鑄鐵鑄件的石墨形態及減少微量元素晶界集聚。因此沖天爐-電爐雙聯熔煉結合了沖天爐熔煉和電爐熔煉的特點,起到了揚長補短的效果[9],其主要特點如下:
(1)可以連續出鐵液;
(2)鐵液經過高溫過熱,可以消除生鐵的遺傳性,鐵液的品質比較穩定,對生產鐵素體球墨鑄鐵鑄件具有很大的好處,而且拓寬了生鐵材料的使用要求范圍;
(3)鐵液通過高溫焦碳層時,鐵液大量接觸高溫空氣,容易被氧化,會產生較大燒損,一方面會有凈化鐵液的作用,另一方面也可以增加回爐料的用量,降低生產成本;
(4)由于有電磁攪拌,使得鐵液的溫度成分都很均勻;
(5)鐵液的化學成分和溫度都能夠精確地控制;
(6)熔化效率高;
(7)用電量較少,成本較低;
(8)熔煉過程排放大量的灰塵和廢氣,如果處理不好,易造成環境污染;
(9)鐵液吸收來自焦碳的硫,需采取脫硫措施;
(10)材料和廢棄物運輸量較大。
3 生產實踐中的對比
(1)對鑄件組織和力學性能的影響
為了提高鑄件性能,探索了沖天爐-電爐雙聯熔煉工藝,選擇2.5 MW定軸和輪轂兩種風電鑄件,并對沖天爐-電爐雙聯與感應電爐兩種熔煉工藝生產鑄件的組織和力學性能進行對比。圖1為兩種鑄件的結構圖,圖1.a是2.5 MW定軸,圖1.b是2.5 MW輪轂。

圖1 鑄件結構
感應電爐熔煉由于熔煉過程中有害合金元素燒損小,對風電鑄件的鐵素體基體影響大,相對于沖天爐對生鐵等材料的要求高。本公司曾經使用電爐熔煉鐵液生產部分鑄件,鐵液中的Mn和其它一些金屬雜質元素含量較高,其沖擊性能雖然能滿足標準要求,但余量不夠大,在改用沖天爐-電爐雙聯熔煉后,鑄件的沖擊性能得到了顯著的提高。
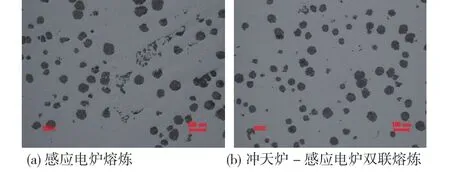
圖2不同熔煉工藝對應的金相組織
圖2 是采用兩種不同熔煉工藝生產的球墨鑄鐵件對應的金相組織,圖2.a為采用感應電爐熔煉工藝得到的2.5 MW輪轂附鑄試塊金相組織,圖2.b為采用沖天爐-感應電爐雙聯熔煉工藝得到的2.5 MW輪轂附鑄試塊金相組織,除了熔煉工藝不同,其他工藝均相同。由上圖可以看出,感應電爐熔煉所得到的鑄件石墨球化率及球化等級均沒有雙聯熔煉得到的高。經過軟件計算,圖2.a圖球化率為82.42%,石墨球大小為6.4級;圖2.b圖球化率為92.41%,石墨球大小為6.2級。
表1是兩種風電鑄件分別采用感應電爐熔煉與雙聯熔煉所得到的鑄件附鑄試塊力學性能對比,從表中可以看出兩種鑄件力學性能有所差異,且雙聯熔煉均優于感應電爐熔煉。采用雙聯熔煉工藝后,兩種鑄件抗拉強度分別由375 MPa、378 MPa提高至381MPa、379 MPa;斷后伸長率分別由22.1%、24%提升至24.3%、25.5%;-30 ℃低溫沖擊韌性(AKv)分別由 11.9 J、11.2J增強至 12.9 J、12.5 J。

表1 鑄件附鑄試力學性能對比(70×70×170附鑄試塊)
表2是對2.5 MW輪轂本體取樣,比較兩種工藝所得到的鑄件力學性能,從表中可以看出雙聯熔煉得到的鑄件本體抗拉強度為368 MPa,高于感應電爐熔煉所得鑄件的356 MPa;雙聯熔煉的斷后伸長率為17.3%,高于感應電爐熔煉的14.5%。

表2 鑄件本體力學性能對比
(2)對鑄件鑄造性能的影響
電爐熔煉生產的某鑄件經過多次試驗,超聲波檢測仍一直無法滿足客戶要求,而采用沖天爐鐵液進行澆注,其縮松缺陷得到了大大的減小,滿足了客戶要求。圖3 中的紅圈部分是超聲波檢測容易出現的缺陷的位置,分別對雙聯熔煉工藝與感應電爐熔煉工藝澆鑄得到的鑄件進行了縮松面積的比較,由表3可以看出,感應電爐熔煉得到的鑄件縮松面積偏大,而采用沖天爐熔煉工藝得到的鑄件縮松面積大大降低。

表3 兩種熔煉工藝所得鑄件的縮松面積

圖3 鑄件結構
4 結語
風電鑄件質量要求非常高,生產過程中對成分、溫度等工藝參數控制要求嚴格,單純的沖天爐熔煉鐵液無法滿足其過程控制的需要。沖天爐有熔化效率高、凈化鐵液的作用,鐵液品質高,有害合金元素燒損大,易于得到鐵素體基體的球墨鑄鐵件等優點;電爐熔煉由于溫度和成分調整控制方便靈活,結合二者的優點,采用沖天爐-電爐雙聯熔煉是生產風電鑄件較好的熔煉方式。
[1] 劉升陽,錢紅武.風電球墨鑄鐵的發展現狀[J]. 致富時代,2014(03): 148.
[2] 劉玲霞,等, 大型風電球墨鑄鐵輪轂的質量控制措施[J]. 兵器材料科學與工程, 2010(06): 84-88.
[3] 薛留虎,等, 短流程雙聯熔煉工藝為綠色鑄造的首選途徑[J].鑄造技術, 2014(12): 299 2-299 5.
[4] 吳德海,等, 大斷面球墨鑄鐵冶金因素的研究[J]. 清華大學學報(自然科學版), 198 4(03): 74-85.
[5] 馮淑花,等, 球墨鑄鐵縮孔、縮松形成機理的探討與預防[J]. 鑄造技術, 2015(08): 2153-2155.
[6] 陳士華, 風電球墨鑄鐵件夾渣的超聲波探傷[J]. 科技創新導報,2014(24): 81.
[7] 楊紹同,等, 沖天爐-電爐雙聯熔煉和中頻感應電爐熔煉對比分析[J]. 中國科技信息, 2014(21): 68-69.
[8] 徐輝,李培亮. 淺談提高沖天爐冶金質量的控制措施[J]. 鑄造技術, 2013(04): 516-517.
[9] 柳靖,張平, 雙聯熔煉批量生產鑄態QT55 0-7球鐵件[J]. 現代鑄鐵, 2014(05): 19-21.
[10] 劉小龍,崔瑞奇.淺談沖天爐和電爐熔煉[J].中國鑄造裝備與技術,200 6(7):30 .
Application of duplex melting in wind power casting
WANG MeiXi1, SHI XueYong1, YAN XingYi1, YE ChangQiang2, YU XinQuan2
(1.Jiangsu Sinojit Wind Energy Technology Co., Ltd., Jiangyin 214422, Jiangsu,China ;2. Southeast University, Nanjing 211189, Jiangsu,China )
This paper summarizes the development of wind power castings. In order to meet the development and the technical requirements of wind power castings, the advantages and disadvantages of different smelting processes for the production of ductile iron castings are compared and analyzed. On this basis, combined with the practice of wind power casting production, the blast furnace - electric furnace double smelting process is explored,and the wind power castings with excellent mechanical properties, spheroidizing rate and spheroidization grade are obtained, and obviously better than that obtained by induction furnace melting casting performance.
duplex melting; wind power casting; ductile iron
T G 243;
A;
100 6-96 58(2017)05-00 53-04
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
