
五軸聯動數控加工后置處理技術及高速切削仿真技術分析
2017-09-23 03:27:50平艷玲
裝備制造技術 2017年7期
平艷玲
五軸聯動數控加工后置處理技術及高速切削仿真技術分析
平艷玲
(長治職業技術學院,山西長治046000)
基于五軸聯動數控加工的操作,對后置處理算法和高速切削技術展開了分析,并通過仿真分析對后置處理過程和高速切削工藝進行了闡述,從而為關注這一技術的人們提供參考。
五軸聯動數控加工;后置處理技術;高速切削仿真技術
在復雜零件加工方面,五軸聯動數控機床能夠完成零件的高效、高精度加工。通過后置處理技術,能將零件加工刀具源文件轉化為數控加工NC代碼,應用高速切削仿真技術,可以進行切削速度和切削厚度的合理選擇,從而達到數控加工的效率和精度要求。
1 五軸聯動數控加工的技術分析
在五軸聯動數控加工中,后置處理技術為數控編程技術的核心部分,高速切削技術為數控加工的先進技術。后置處理技術可利用CAM獲得的編程內容轉化為NC程序[1]。高速切削技術可獲得較高主軸切削速度,可在增大進給切削量的同時獲得加工質量更好的零件。
2 五軸聯動數控加工后置處理技術及高速切削仿真技術
2.1 后置處理原理
在五軸聯動數控加工中,數控系統軟件將自動生成數控程序,包含工藝信息和操作信息等多個程序段。加工事件采用字符指令和數值信息表示,走刀事件包括刀具長度和半徑偏置等,確保刀具行走位置精確。這些信息包含在刀位源文件中,與數控加工程序保持對應聯系[2]。在后置處理中,要結合這種聯系將源文件指令轉化為加工指令。
數控加工后置處理流程如下圖1所示,該部分為CAM軟件運行的一部分,可以根據加工要求將刀位源文件轉換為加工程序。
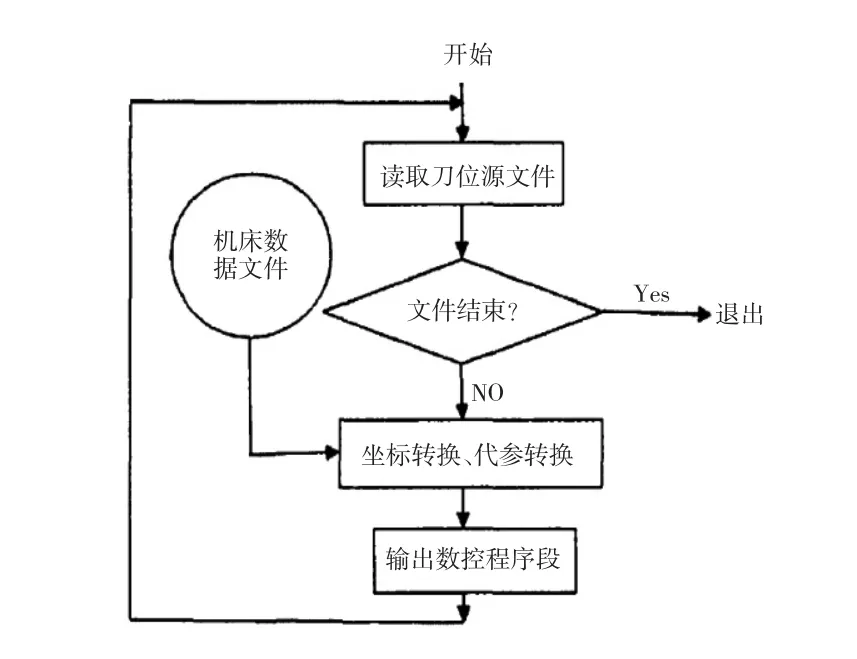
圖1 數控加工后置處理流程
五軸數控機床擁有X、Y、Z三個移動坐標軸和A、B、C三個旋轉軸,機床加工時采用X、Y、Z三個軸和A、B、C中的兩個軸,擁有“機架-刀具”和“機架-工作臺”兩個運動鏈結構。數控加工后置處理時,如機床選取的軸為X、Y、Z、A、C,工件坐標利用OwXwYwZw表示,機床坐標利用OmXmYmZm表示。在擁有相同坐標系方向的情況下,二者的間距為d,假設刀具長L,分別繞X軸和Z軸進行A角度和C角度旋轉,則刀心位置可設為(x,y,z),刀軸矢量為(ai,aj,ak)。后置處理時,需將矢量移動至坐標系原點,即利用OwT =(ai,aj,ak)進行單位矢量的表示,然后將其繞Z軸逆時針旋轉C,并繞X軸旋轉A,從而使其與Z方向保持平行。經過推導轉化,根據空間結構原理獲得刀具在工件坐標系中的位置,即(X-0 Y-0 Z-d 1-0)=(0 0 L 1)R(A)R(C)+(x y z 1).經過計算,得到下式(1).

2.2 后置處理仿真分析
對上述技術進行仿真時,可以用VERICUT軟件進行數控加工過程的模擬。該軟件,能對刀位源文件和后置處理程序進行仿真,驗證加工程序是否正確。采用的仿真載體為5DGBC50五軸加工中心,選取的仿真加工對象為葉輪,如下圖2.在實際仿真時要結合實際加工情況完成機床幾何模型、工件模型和刀具模型等模型的創建,完成模型間相對運動關系的定義,然后調入NC程序完成加工參數設置[3]。利用后置處理程序和軟件仿真功能進行加工軌跡的生成,經過后置處理的程序可以較好用于葉輪數控加工,因此應用該技術能夠獲得正確的NC程序。
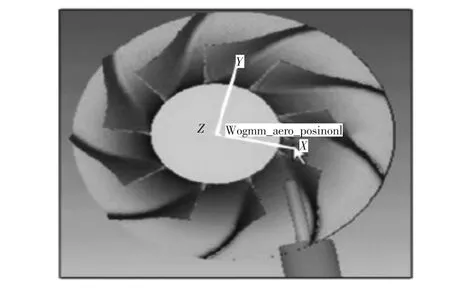
圖2 葉輪代碼仿真效果
2.3 高速切削技術原理
高速切削技術,可利用切削速度和切削溫度的關系進行切削加工質量的控制。按照薩洛蒙高速切削理論,在一定的切削溫度下,存在相互對應的低速度和高速度,在二者之間為一般切削區域,超出高速度為高速切削區域[4]。應用高速切削技術,能保持一定的切削溫度和較淺的切削量,因此刀具和機床主軸只需承擔較低的徑向力,能減少數控加工對機床和刀具的磨損。
2.4 高速切削仿真分析
對高速切削技術進行分析時,考慮到鈦合金對切削工藝有較高的效率和質量要求,可以對其高速切削情況展開分析。仿真分析時,可以采用硬質合金刀具YG6X.在實際切削加工時,受刀具擠壓剪切作用影響,工件易產生膨脹變形或塑性變形。所以在加工結束后,有較大殘余應力在加工表面產生,進而對零件的尺寸穩定性和性能產生影響[5]。因此在應用高速切削技術進行零件加工前,可采用仿真法對零件加工表面的殘余應力分布展開分析,完成加工工藝的合理選取。
在實際模擬過程中,需完成刀具進給、刀具推刀、工件停止和工件冷卻這四個階段的工件表面殘余應力模擬分析。選取的切削速度為300 m/min,切削厚度為0.4 m.如下圖3所示,刀具在沿著X方向切削過程中產生的殘余應力最大能達544.2 MPa,在0.12 mm工件表層厚度得到了集中分布。隨著深度的增加,工件殘余應力大幅度減少。因此,通過合理選取切削厚度,就能加強零件加工精度控制。
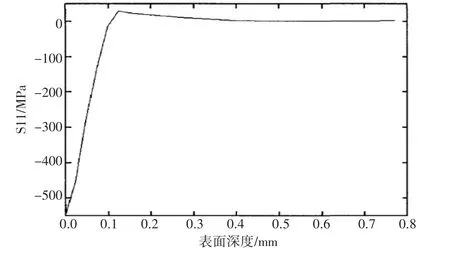
圖3 高速切削仿真結果
在實際進行五軸聯動數控加工的高速切削仿真分析時,可以在CM6140機床上進行鈦合金切削的仿真分析。分析仿真結果發現,主切削力絕對誤差能控制在200 N以內,進給切削力絕對誤差可控制在20 N以內。由于二者的相對誤差都在15%的范圍內,所以采用該種仿真技術能對五軸聯動數控加工的殘余應力進行分析,滿足數控加工的效率和精度要求。
3 結束語
通過分析可以發現,在進行較高加工精度要求的復雜零件數控加工時,采用五軸聯動數控機床可以運用后置處理技術和高速切削仿真技術滿足零件的加工效率和質量要求。
[1]范清華.五軸聯動數控加工后置處理研究[J].新技術新工藝,2015(12):62-64.
[2]唐清春,張仁斌,何俊,等.基于VB BV100五軸聯動加工中心后置處理的研究[J].機械設計與制造,2012(02):73-75.
[3]佐景濤.雙轉臺五軸數控加工中心后置處理的算法研究[J].黑龍江科技信息,2012(15):25,6.
[4]黃云林,袁軍堂,汪振華.基于PowerMill的整體葉輪五軸聯動高速加工后置處理的研究[J].機床與液壓,2012(17):12-14.
[5]李響.五軸聯動機床(A-B轉臺)后置處理設計及數控仿真[J].電子世界,2012(17):121-124.
Five Axis NC Machining Post Processing Technology and High Speed Cutting Simulation Technology Analysis
PING Yan-ling
(Changzhi Vocational and Technical College,Changzhi Shanxi 046000,China)
Five Axis NC machining based on the operation,analyzes the algorithm and technology of high speed cutting and post processing,post processing and high speed cutting process was discussed through simulation and analysis,so as to provide reference for people to pay attention to this technology.
five axis NC machining;post processing technology;high speed cutting simulation technology
TG659
A
1672-545X(2017)07-083-03
2017-04-22
平艷玲(1984-),女,山西長治壺關人,本科,助教,研究方向:數控加工。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年18期)2018-11-14 01:48:24
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
山東工業技術(2016年15期)2016-12-01 05:31:22
中國衛生(2015年3期)2015-11-19 02:53:32
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
政治與法律(2014年11期)2014-03-01 02:20:40
