大口徑頂管焊接質量控制對策研究
2017-09-22 03:34:03
水利建設與管理 2017年9期
(1.天津市水務工程建設質量與安全監督站, 天津 300060;2. 天津市水利科學研究院, 天津 300061)
大口徑頂管焊接質量控制對策研究
楊釗1吳樹香2
(1.天津市水務工程建設質量與安全監督站, 天津 300060;2. 天津市水利科學研究院, 天津 300061)
本文結合工程實際,針對大口徑頂管施工中鋼管頂管的接口焊接關鍵技術進行試驗研究,分析了引起壓力鋼管破壞的主要因素,在滿足工程質量要求前提下,解決了提高焊接速度、降低環境影響等問題。同時。提出了該工程施工條件下最佳的焊接工藝及工效,為今后類似工程提供技術參考。
壓力鋼管;焊接質量;控制對策
1 試驗背景
為確保城市供水水量和水質安全,提高雙水源調度的靈活性,加強應對突發事故的能力,天津市亟需建設引江向爾王莊水庫供水聯通管線工程,實現聯合運行調度,保障城市供水安全。
引江向爾王莊水庫供水聯通工程包括西干線分水口至新引河供水管線工程和引江加壓泵站工程。管線工程全長12km,其中,采用DN2400mm鋼管及管件長約3275m,DN2000mm鋼管及管件長約733.50m,合計鋼管長度約4008.50m,管道引水流量設計規模10.80m3/s。為保證焊接質量,完成施工任務,擬對不同施工條件下焊接質量進行試驗,研究影響鋼管焊接質量因素,進而改進焊接工藝。
2 研究內容及試驗方案
2.1 試驗內容
該次試驗主要對頂管段鋼管現場焊接進行試驗。試驗內容如下:對鋼管焊口在頂管前、頂管中、頂管后的質量進行對比、分析。分析頂管過程中,頂管前后焊口質量的變化及頂進過程中對鋼管焊口的影響,完善改進焊接工藝。
2.2 試驗方案
設計試驗方案:選定某鋼管穿越施工段,鋼管直徑2400mm,鋼板厚度32mm。采用手工電弧焊(SMAW),焊條選用E4303,鋼管采用鎮靜鋼,材質為Q235B,坡口為K形內坡口和V形坡口,坡口角度為55°~65°,對口間隙2~3mm,鈍邊1~2mm。
首先,進行焊口焊接工藝評定,確定焊接方法,按工藝評定確定的焊接工藝進行現場焊接。頂管前,對所有焊口進行超聲波及X光片檢測,并對外觀質量進行驗收,做好記錄;頂管過程中,對焊口外觀質量進行全程跟蹤檢測,記錄頂進速度、土質情況,并做好記錄;頂管完成后,對所有焊口進行超聲波檢測,并對外觀質量進行驗收。
3 試驗結果及分析
3.1 焊接質量影響因素分析
該工程采用的鋼板厚度在26~40mm之間,由于構件剛度較大,焊接量大,視線和焊件位置、焊絲伸出長度、焊槍角度等焊接時控制不當,易產生焊接缺陷,尤其是鋼板坡口焊縫根部,經常出現未熔合、未焊透等缺陷,直接降低接頭的機械性能,使其承載能力達不到設計要求,為此,從焊接方法和焊接工藝參數兩方面入手,對焊接質量影響因素進行分析。
3.1.1 焊接方法分析
根據母材的性能、焊接結構的特點,以質量和效益為目標,合理選擇焊接方法。一般遵循以下原則:保證質量,獲得外觀和內在質量滿意的焊接接頭,焊接變形盡量小;具有較高的生產率,便于施焊,可試性好,達到較高的經濟效益。
3.1.2 焊條電弧焊
焊條電弧焊設備簡單、方便,適用于任意空間位置和窄間隙的焊接,焊接電弧可見性好,特別適用于高空和野外作業,以及小型焊接。缺點為質量波動大,要求焊工等級高,勞動強度大,生產效率低,焊接煙塵大(圖1)。

圖1 焊條電弧焊焊縫形成過程1-焊縫;2-熔池;3-保護性氣體;4-電弧;5-熔滴;6-焊條;7-焊鉗;8-電焊機;9-焊接電纜;10-工件
3.2 K形坡口鋼管焊接試驗
1號試驗穿越施工段,鋼管直徑2400mm,鋼板厚度32mm。該工程采用手工電弧焊(SMAW),焊條選用E4303,鋼管采用鎮靜鋼,材質為Q235B,外坡口角度65°±5°,內坡口角度45°±5°,對口間隙2~3mm,鈍邊1~2mm。共計2道焊口。
3.2.1 人員配置
挑選現場最好焊工14人進行焊接。其中管道對口2人,氣刨1人,焊接4人(管內2人,管外2人),配置2批人員,輪流焊接。
3.2.2 焊接工藝方法
采用手工電弧焊(SMAW),焊條選用E4303,焊接速度8~12cm/min,焊接電流為170~190A,根焊采用φ3.2mm焊條進行焊接,其他采用φ4.0mm焊條進行焊接,根焊完畢后打氣刨清根后方可進行填充焊接,用φ4.0mm焊條施焊,根據規范要求,每層焊接厚度不大于1.5倍焊條直徑,同時結合目前焊工實際水平,確定焊接層數,內坡口處5層,外口處需用氣刨刨開坡口后,焊接4層(見圖2)。
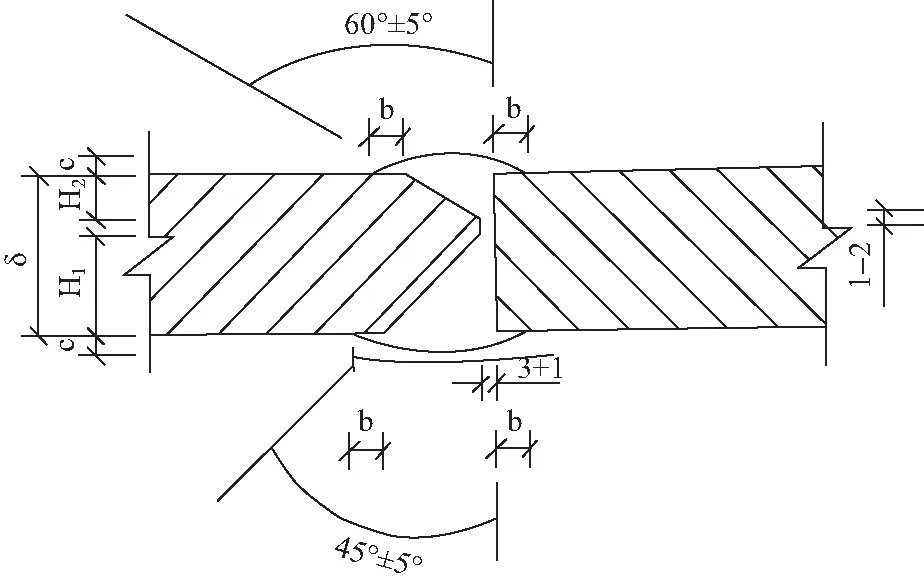
圖2 K形坡口參數示意圖
3.2.3 工藝參數
材料為Q235B,板厚32mm,接頭為K形接頭,間隙2~3mm,鈍邊1~2mm,外坡口角度65°±5°,內坡口角度45°±5°(見表1)。
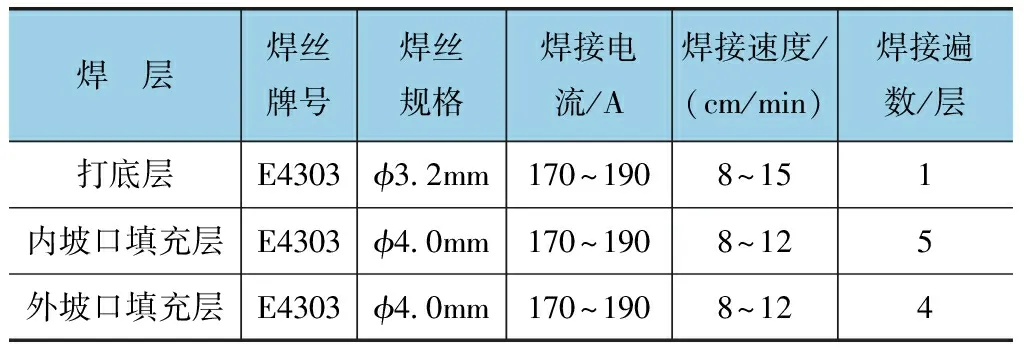
表1 頂管K形坡口鋼管焊接工藝參數
焊接完成后,在頂管施工前,對所有焊口進行超聲波及X光片檢測,做好記錄;拍片位置每道焊縫Y軸上部±30°、下部±22.5°進行連續X光檢測,左右部位騎T字口進行X光檢測,每道口共計9張片子,共2道口,18張片子(檢測結果詳見表2~4)。
3.2.4 焊接效果分析
試驗結果表明,K形坡口鋼管焊接的一次合格率為0%,返修率100%,每道焊口平均用工108.5工時。人員飽和狀態下,最短用時32.80h。
綜合分析試驗結果表明:K形坡口焊接工藝返修率高,幾乎為100%,返修后焊接質量達到Ⅰ級片的概率很小,其中1號焊縫返修后Ⅰ級片1張、Ⅱ級片8張,Ⅰ級片合格率為11%,2號焊縫返修后Ⅰ級片2張、Ⅱ級片7張、Ⅰ級片合格率為22%。焊接力學性能試驗結果表明返修后接頭拉伸強度最大為382MPa,大于規范要求的370MPa。通過對2道焊縫進行工效統計分析,在人員飽和情況下,每道口所用工時平均為32.50h,此種坡口形式唯一優勢是在進行頂管施工時,鋼管坡口立面為平口,頂進時,便于施工。
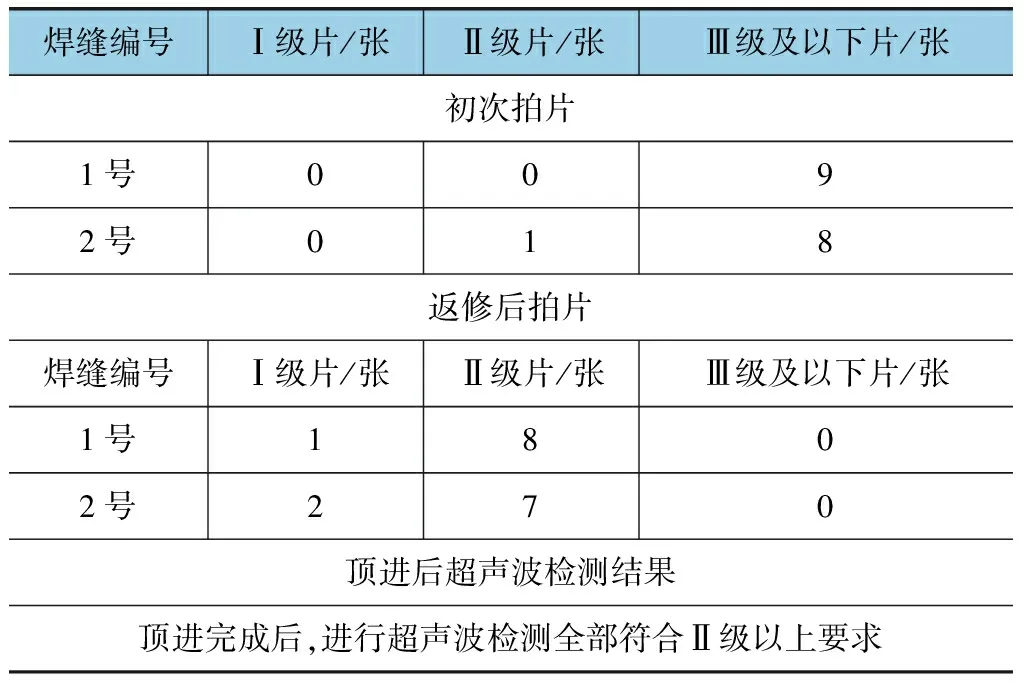
表2 頂管K形坡口鋼管焊縫無損檢測結果

表3 頂管K形坡口鋼材焊接力學性能試驗

表4 頂管K形焊口工效統計
通過對試驗結果分析,影響焊接質量的因素主要有以下幾個:K形坡口焊接對焊工技術要求較高,受焊縫立面限制,不方便施焊,焊槍角度不好控制,極易造成未焊透等缺陷;K形接口清根時,內部雜質不能保證全部清理干凈;焊接時間長,勞動強度大,焊接質量不穩定。
3.3 V形坡口形鋼管焊接試驗
為保證施工質量,提高焊接效率,降低勞動強度,改善工作環境,安全優質的完成施工任務,決定打破常規,采用V形坡口形式進行焊接試驗,并針對改進思路制定詳細的實施方案。
選擇2號穿越施工段,鋼管直徑2400mm,鋼板厚度32mm。采用手工電弧焊(SMAW),焊條選用E4303,鋼管采用鎮靜鋼,材質為Q235B,坡口為V形,坡口角度為55°~65°,對口間隙2~3mm,鈍邊1~2mm。共計9道焊口。
3.3.1 人員配置
挑選現場最好焊工12人進行焊接。其中管道對口2人,氣刨1人,焊接3人(管內2人,管外1人),配置2批人員,輪流焊接。
3.3.2 焊接工藝方法
采用手工電弧焊(SMAW),焊條選用E4303,焊接速度 8~15 cm/min,焊接電流為170~190A,其中根焊采用φ3.2mm焊條進行焊接,其他采用φ4.0mm焊條進行焊接,根焊完畢后打氣刨清根后方可進行填充焊接,用φ4.0mm焊條施焊,每層焊接厚度不大于1.5倍焊條直徑,同時結合目前焊工實際水平,確定焊接層數,內坡口處6層,外口處需用氣刨刨開坡口后,焊接2層。
3.3.3 現場工藝參數
材料為Q235B,板厚32mm,接頭為V形接頭,間隙2~3mm,鈍邊1~2mm,坡口角度60°±5°(圖3、表5)
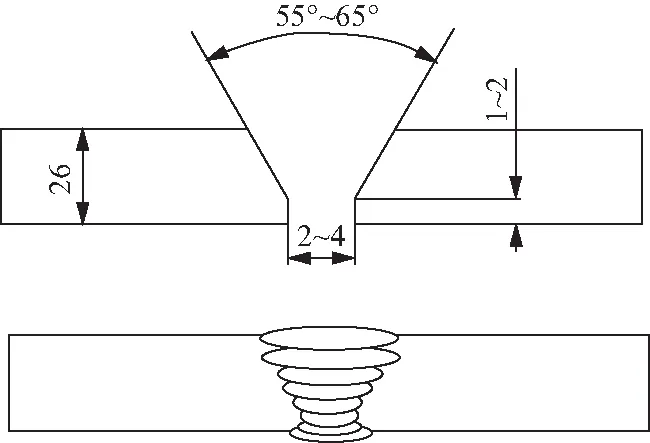
圖3 V形接頭坡口參數示意圖
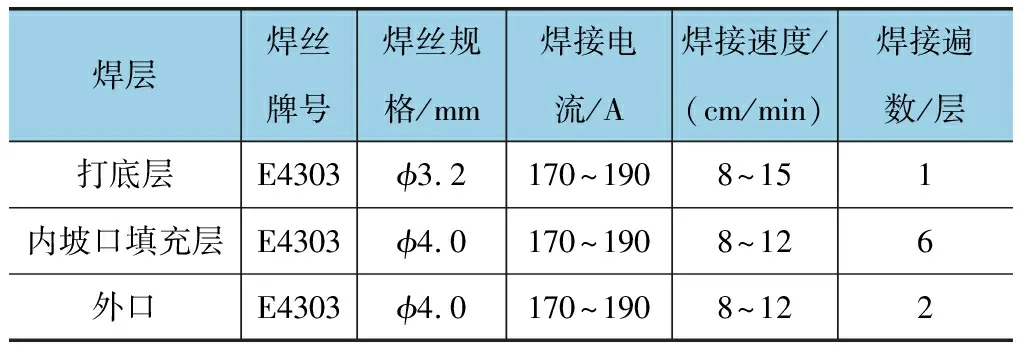
表5 頂管V形坡口鋼管焊接工藝參數
焊接完成后,在頂管施工前,對所有焊口進行超聲波及X光片檢測,做好記錄;拍片位置為每道焊縫Y軸上部±30°、下部±22.5°進行連續X光檢測,左右部位騎T字口進行X光檢測,每道口共計9張片子。共7道口,63張片子(檢測結果見表6~表8)。

表6 頂管V形坡口鋼管焊縫無損檢測結果

表7 頂管V形坡口鋼管焊接力學性能試驗

表8 頂管V形焊口工效統計
3.3.4 焊接效果分析
試驗結果表明,一次合格率100%,每道焊口平均用工68.2工時。人員飽和狀態下,最短用時25.1h。
綜合分析試驗結果表明:V形坡口焊接工藝返修率幾乎為0%,1次拍片Ⅱ級及以上100%,其中3號焊縫Ⅰ級片3張、Ⅱ級片6張,Ⅰ級片合格率為33%;4號焊縫Ⅰ級片3張、Ⅱ級片6張,Ⅰ級片合格率為33%;5號焊縫Ⅰ級片4張、Ⅱ級片5張,Ⅰ級片合格率為44%;6號焊縫Ⅰ級片3張、Ⅱ級片6張,Ⅰ級片合格率為33%;7號焊縫Ⅰ級片4張、Ⅱ級片5張,Ⅰ級片合格率為44%;8號焊縫Ⅰ級片4張、Ⅱ級片5張,Ⅰ級片合格率為44%;9號焊縫Ⅰ級片2張、Ⅱ級片7張,Ⅰ級片合格率為22%。焊口檢測合格率遠高于K形坡口返修后鋼管焊口。焊接力學性能試驗結果表明接頭拉伸強度最大為424MPa,遠大于K形坡口焊接強度。通過對9道焊縫進行工效統計分析,每道口所用工時平均為25h,工作效率大大提高。頂管后超聲波檢測結果也表明鋼管坡口形式的變化對焊縫質量影響不大。
綜合分析表明,通過對鋼管坡口形式的改變及焊接工藝的完善,焊接質量得到明顯改善,焊縫力學性能也相應提高,工效方面由原來的33h縮短至25h。
4 結 論
K形坡口焊接對焊工技術要求較高,受焊縫立面限制,不方便施焊,焊槍角度不好控制,極易造成未焊透等缺陷。K形接口清根時,內部雜質很難全部清理干凈。K形坡口焊接工藝返修率高,返修后焊接質量達到Ⅰ級片的概率很小。K形坡口鋼管每道焊口平均用工109工時。在人員飽和情況下,每道口所用工時平均為33h,焊接時間長,勞動強度大,極易造成焊接質量的不穩定。
V形坡口焊接工藝返修率幾乎為0%,一次拍片Ⅱ級及以上100%,焊接接頭拉伸強度大于K形坡口焊接強度。V形坡口鋼管每道焊口平均用工68工時。人員飽和狀態下,最短用時25h,工作效率大大提高。頂管后超聲波檢測結果表明鋼管坡口形式的變化對焊縫質量影響不大。
Researchonlarge-diameterjackingweldingqualitycontrolcountermeasures
YANG Zhao1, WU Shuxiang2
(1.TianjinWaterProjectConstructionQualityandSafetySupervisionStation,Tianjin300060,China;2.TianjinInstituteofWaterScienceandTechnology,Tianjin300061,China)
In the paper, interface welding key technology of steel pipe jacking in large diameter jacking construction is experimentally studied. Main factors of pressure steel pipe damage are analyzed. The problems of improving welding speed, lowering influence on environment, etc. are solved under the precondition of meeting engineering quality requirements. Meanwhile, the optimum welding process and effect under the project construction condition are proposed, thereby providing technical reference for similar projects in the future.
pressure steel pipe; welding quality; control countermeasures
TV554
:B
:1005-4774(2017)09-0042-04
10.16616/j.cnki.11- 4446/TV.2017.09.011
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39