新型圓軌道法引緯方式的設計*
2017-09-20 07:07:14
產業用紡織品 2017年7期
1.東華大學紡織面料技術教育部重點實驗室, 上海, 201620; 2. 東華大學產業用紡織品教育部工程研究中心, 上海, 201620;3.上海紡織控股集團, 上海, 200336
新型圓軌道法引緯方式的設計*
周蕊1, 2馬顏雪1, 2李毓陵1, 2胡吉永1, 2張瑞云1, 2杜衛平3
1.東華大學紡織面料技術教育部重點實驗室, 上海, 201620; 2. 東華大學產業用紡織品教育部工程研究中心, 上海, 201620;3.上海紡織控股集團, 上海, 200336
圓軌道法是三維筒狀織物的新型成型方法。分析織物手工織造過程中引緯方式的設計,詳細討論各種方式的特點,并選取適當的引緯方式,以一種聯合接結組織為例,進行三維筒狀織物的織制,為實現圓軌道法的機械化生產提供借鑒。
圓軌道法, 三維筒狀織物, 聯合接結組織, 引緯方式
筒狀結構件是工程中廣泛應用的基本構件,是由輕質高強復合材料制作的立體筒狀織物,在能源輸送、環境保護、化學化工、航空航天、生物化工、醫學等多個領域有著較好的應用前景[1-3]。多層接結三維機織物應用廣泛,能夠一次完成與樹脂基體的復合成型,簡化了復合材料的后加工工藝,降低了成本,同時減少了層合板在使用過程中的層間剝離破壞。楊婷婷[4]提出的新型圓軌道法,采用周向開口、徑向引緯和軸向打緯的方式進行連續性織造,可實現各種三維機織結構筒狀機織物的規模化生產。如圖1所示,宮慶雙[5]16-29分析了不同的經紗上機方式對手工織造時的效率、織物厚度及力學性能的影響。
本文將重點討論手工織造時引緯方式的不同對加工效率和制品質量的影響。

圖1 圓軌道法原理
1 引緯方式
引緯是將緯紗引入到由經紗開口所形成的梭口中。通過引緯,緯紗得以和經紗實現交織,形成織物。在圓軌道織機上,宮慶雙[5]6-7采用的引緯方式是沿圓軌道某一半徑位置,分開各層圓軌道上載紗滑塊,即沿周向開口,形成徑向梭口,然后沿徑向梭口引入緯紗,但此方法的織造效率有待提高。因此,為使手工織造高效無誤地進行,引緯時可直接將經紗沿圓軌道直徑方向撥動,即沿徑向開口,形成周向梭口,然后沿周向梭口引入緯紗。
同時,考慮到圓軌道的形狀特殊性,可將單一梭口擴展至多梭口引緯,即在手工引緯時,將一個操作工位增加至多個操作工位。而每個工位所攜帶的引緯器的數量將直接影響織造的效率,引緯器數越少,織造效率越高。此外,每個工位操作時不同的開口規律數也是影響差錯率的重要因素,不同開口規律數越少,差錯率越低。
2 引緯方式的設計
經分析可以看出,在新型圓軌道法的織物手工織造過程中,操作工位數、每個工位所攜帶的引緯器數和每個工位的不同開口規律數,都是影響手工織造效率和差錯率的最主要的因素。為討論這些因素之間的關系,首先設Rj為基礎組織經紗循環數,Rw為基礎組織緯紗循環數,Sw為基礎組織緯向飛數,Z為基礎組織循環倍數,M1為單圈軌道上的經紗數,N為軌道圈數,MN為N圈軌道上的總經紗數。為簡化起見,本文只討論自身接結中的聯合接結方式(圖2)。
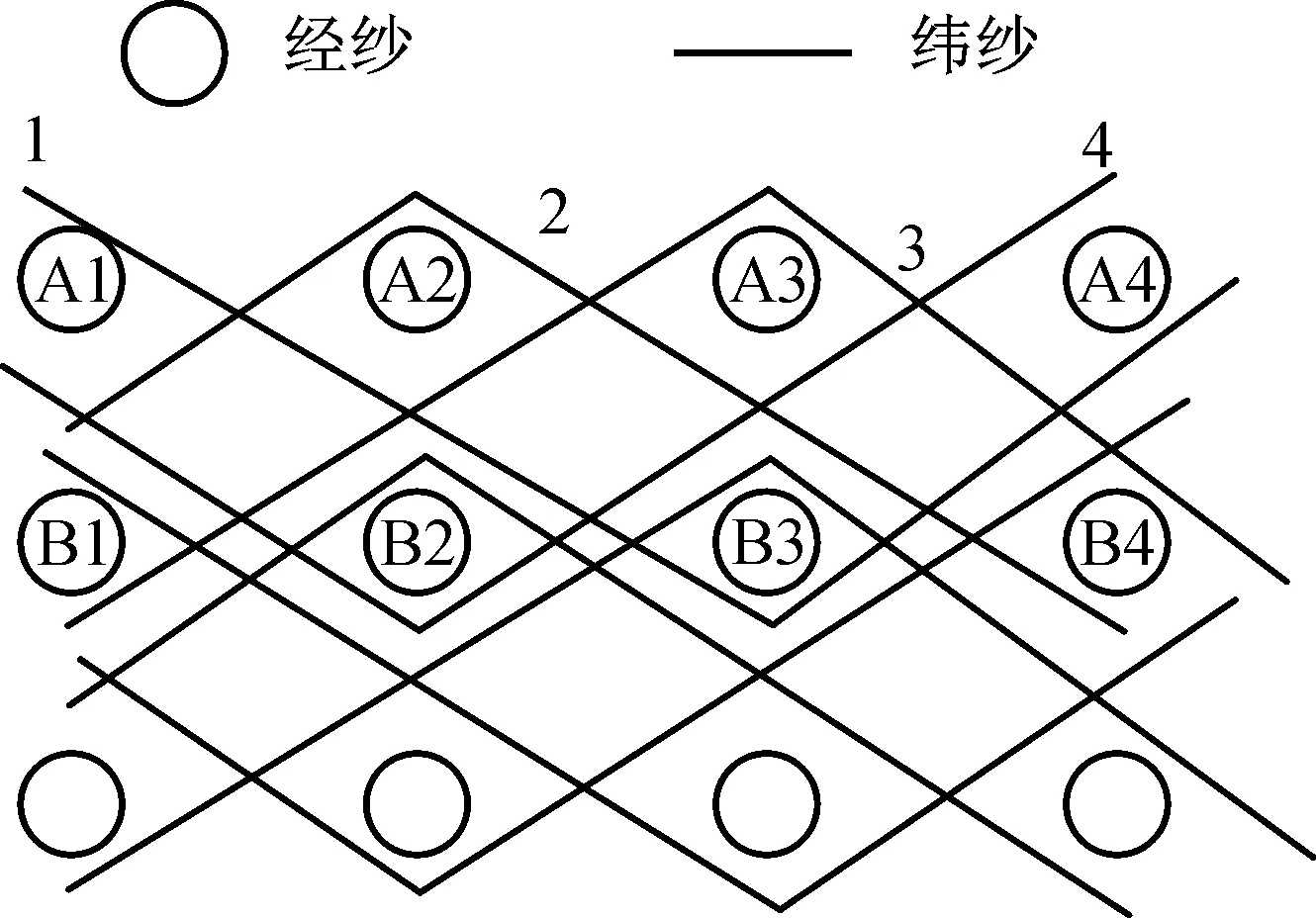
圖2 聯合接結組織(緯向截面)
條件1:若單層管狀織物的引緯紗線數,即引緯器數X=1,則基礎組織緯向飛數為Sw的單層管狀織物的總經紗數M1[6]:
M1=Rj×Z±Sw
(1)
式(1)中,Sw取“+”號表示從右向左織第一緯,Sw取“-”號表示從左向右織第一緯。
由于圓軌道織造是連續環繞進行的,且每根經紗都必須開一次口,故完成單層管狀織物一個組織循環總開口數W1:
W1=M1×Rw
(2)
總經紗數M1中±Sw的存在使得完成一緯織造后,下一緯可完全按照前一緯的開口規律進行下去。所以,完成單層管狀織物的一個組織循環,不同開口規律數W1d(此時±Sw忽略不計):

(3)
對于N層三維筒狀織物,如果每圈軌道負責一層基礎組織織物,則其總經根數MN:
MN=M1×N
(4)
類似地,完成N層三維筒狀織物的一個組織循環,總開口數WN:
WN=W1×N
(5)
不同開口規律數WNd:

(6)
采用自身接結中的聯合接結,相當于每圈軌道間兩兩連接,則N圈軌道所需引緯器數X:
X=N-1
(7)
采用手工引緯的方式,對于任意三維筒狀織物的織造,操作工位數P可選取整數1、 2、 3……此條件下,有兩種引緯方式。

則,每個工位需要的引緯器數XP:

(8)
每個工位的不同開口規律數WNP:

(9)
此時,每個工位負責的軌道位置均不相同。
方式2——每個工位都負責N圈軌道的引緯,圖4所示為P=4時的引緯方式。

圖4 每個工位都負責N圈軌道
則,每個工位需要的引緯器數XP:
XP=X=N-1
(10)
每個工位的不同開口規律數WNP:
WNP=WNd=Rj×N
(11)
此時,每個工位負責的軌道位置均相同。
條件2:若單層管狀織物的引緯紗線數,即引緯器數X為Rw,則基礎組織緯向飛數為Sw的單層管狀織物的總經紗數M1[5]31:
M1=Rj×Z
(12)
由于圓軌道織造是連續環繞進行的,故完成單層管狀織物一個組織循環總開口數W1:
W1=M1×Rw
(13)
又由于引緯器數X為Rw,這使得各引緯器都按照各自的開口規律織造下去,所以完成單層管狀織物的一個組織循環,不同開口規律數W1d:
W1d=W1=M1×Rw
(14)
對于N層三維筒狀織物,如果每圈軌道負責一層基礎組織織物,則其總經根數MN:
MN=M1×N
(15)
類似地,完成N層三維筒狀織物的一個組織循環,總開口數WN:
WN=M1×N×Rw
(16)
不同開口規律數WNd:

(17)
同樣,采用自身接結中的聯合接結,則N圈軌道所需引緯器數X:
X=(N-1)×Rw
(18)
采取手工引緯的方式,對于任意三維筒狀織物的織造,操作工位數P也選取整數1、 2、 3……此時,也有兩種引緯方式。
則,每個工位需要的引緯器數XP:
(19)
每個工位的不同開口規律數WNP:
(20)
此時,每個工位負責的軌道位置均不相同。
方式4——每個工位都負責N圈軌道的引緯,如圖4所示的P=4時的引緯方式。
則,每個工位需要的引緯器數XP:
XP=X=(N-1)×Rw
(21)
每個工位的不同開口規律數WNP:

(22)
此時,每個工位負責的軌道位置均相同。
將上述分析制成如表1所示的對照表。
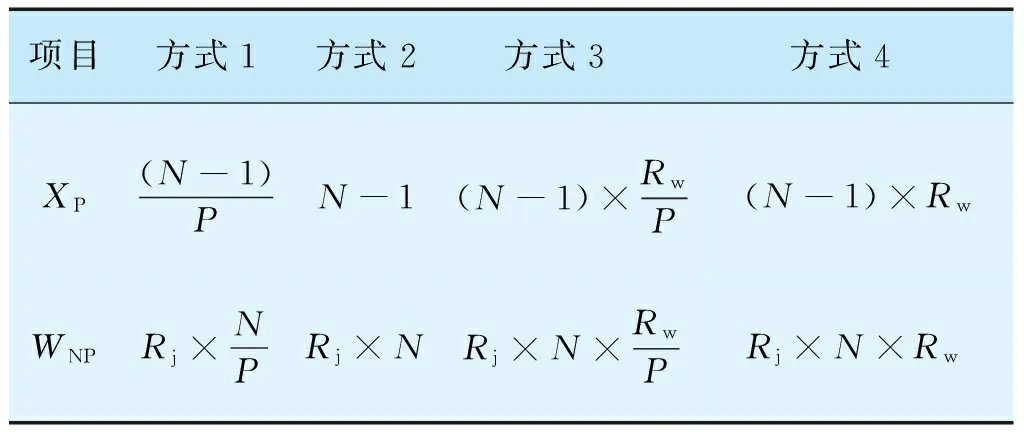
表1 引緯方式對照表
對比分析可知:
(1) 方式3和方式4的引緯器數和不同開口規律數均多于方式1和方式2,從織造效率和差錯率綜合方面考慮,方式1和方式2明顯優于方式3和方式4;
(2) 方式1中每個工位的不同開口規律數少,理論上有利于差錯率的降低,但多工位操作時每個工位負責的軌道位置均不相同,實際手工織造時差錯率可能會難以控制;但每個工位所需要的引緯器少,有利于機械化生產時織造效率的提高;
(3) 方式2中每個工位的不同開口規律數雖多于方式1,但每個工位負責的軌道位置均相同,實際手工織造時可將差錯率盡可能地降到最低,而且增加、減少或更換操作工所造成的負面影響也很小。
3 聯合接結組織織物的上機設計
依據對比分析結果,本文采用方式2的引緯方法,對經密為3根/cm、直徑為30 cm、基礎組織為斜紋的聯合接結組織、軌道圈數為20的三維筒狀織物,設計出操作工位數P=4的上機方法。基本設計參數見表2。

表2 基本設計參數
圖5為方式2的引緯過程及局部放大照片,可見其中一個操作工位的引緯過程,引緯時差錯率較低、效率較高。由局部放大圖可見19把引緯器所攜帶的19根緯紗緊密整齊地排列,且處于同一平面,緯紗在織物中的位置關系與理論設計的緯向截面(圖2)相符,同時層層緊密排列的緯紗使織物的厚度和強度得以實現。
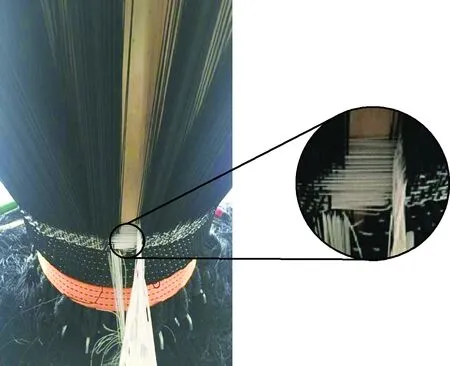
圖5 方式2引緯過程及局部放大照片
圖6所示為聯合接結組織的基礎組織圖。

圖6 基礎組織圖
圖7所示為采用碳纖維試織的樣品及局部放大照片。織物試織過程順利,試樣成型良好,結構穩定,表面外觀平整光滑,織物表面與基礎組織圖表面形態一致。

圖7 試織樣品及局部放大照片
4 結語
(1) 新型圓軌道法中,對于同一種組織的手工織造,不同的引緯方式的設計會產生不同的織造過程。操作工位數、每個工位所攜帶的引緯器數,以及每個工位的不同開口規律數,都是影響手工織造效率和差錯率的重要因素。
(2) 每個工位的不同開口規律數少,理論上有利于差錯率的降低,但多工位操作時,若每個工位負責的軌道位置均相同,實際手工織造時才能將差錯率盡可能地降到最低,而且增加、減少或更換操作工所造成的負面影響也很小。每個工位所需要的引緯器少,則更有利于機械化生產時織造效率的提高。
(3) 實際織造時,結合試織要求和目的,織物組織和引緯方式需謹慎選取。
[1] 易洪雷,丁辛.三維紡織預型件織物[J].高科技纖維與應用,2001,26(3):32-34.
[2] 黃新樂,林富生,孟光.三維紡織復合材料力學性能研究進展[J].武漢科技學院學報,2005,18(4):11-15.
[3] 車劍飛,黃潔雯,楊娟.復合材料及其工程應用[M].北京:機械工業出版社,2006:138-195.
[4] 楊婷婷.三維筒狀織物的織造技術研究[D].上海:東華大學,2015.
[5] 宮慶雙.三維筒狀織物的結構與上機設計[D].上海:東華大學,2016.
[6] 白燕.管狀織物新設計方法[J].上海紡織科技,2004,32(3):28-29.
Design of the weft insertion methods in new circular orbit weaving
ZhouRui1, 2,MaYanxue1, 2,LiYuling1, 2,HuJiyong1, 2,ZhangRuiyun1, 2,DuWeiping3
1. Key Laboratory of Textile Science & Technology, Ministry of Education, Donghua University, Shanghai 201620, China; 2. Engineering Research Center of Technical Textiles, Ministry of Education, Donghua University, Shanghai 201620, China; 3. Shanghai Textile Holding Co., Ltd., Shanghai 200336, China
Circular orbit weaving was a new shaping method to weave three-dimensional(3D) woven tubular fabrics. The design of weft insertion methods in the manual weaving process of fabrics was analyzed, respective characteristics of each methods were discussed in detail, and then taken a kind of joint junction weaving as an example, the appropriate weft insertion method was selected to weave the 3D woven tubular fabrics, which could provide some references for the mechanization of circular orbit weaving.
circular orbit weaving, 3D tubular woven fabric, joint junction weave, weft insertion method
*上海市自然基金項目(14ZR1401000);上海市浦江人才計劃(2015PJC0002)
2016-10-18
周蕊,女,1992年生,在讀碩士研究生,研究方向為三維機織物的設計與制備
馬顏雪,E-mail:yxma@dhu.edu.cn
TS105
:A
1004-7093(2017)07-0037-05