造紙廢水資源化和超低排放關鍵技術及應用
2017-09-15 08:56:36王雙飛
中國造紙 2017年8期
關鍵詞:利用
王雙飛
(廣西大學輕工與食品工程學院,廣西清潔化制漿造紙與污染控制重點實驗室,廣西南寧,530004)
·造紙廢水資源化利用·
造紙廢水資源化和超低排放關鍵技術及應用
王雙飛
(廣西大學輕工與食品工程學院,廣西清潔化制漿造紙與污染控制重點實驗室,廣西南寧,530004)
制漿造紙過程中大量的木素、半纖維素等有機物隨著廢水排入江河湖海或被焚燒低值化利用,大量資源被浪費并引起嚴重環境問題。隨著國家環保力度的加大,各種水污染防治政策密集出臺,更高要求的環保標準也逐步實行,部分企業存在處理廢水成本高、不達標等問題,面臨關停風險,給造紙企業帶來巨大挑戰。如何實現造紙廢水的資源化和超低排放是擺在每個造紙人面前的嚴峻問題。本文總結了我國常見造紙資源化利用技術和超低排放技術的研究近況及工程實踐情況。如厭氧產沼氣技術、污泥資源化利用技術等,高級氧化法、膜分離技術、活性炭吸附分離技術、砂濾技術、磁整理技術和人工濕地等的研究及工程實踐應用。旨在促進我國造紙廢水資源化和超低排放技術的科研及工程應用,加速實現造紙行業清潔化、綠色化。
造紙工業廢水;資源化利用;超低排放;發展趨勢
(E-mail: wangsf@gxu.edu.cn)
常見制漿方法中化學法制漿得率僅為40%~50%,機械法制漿得率為85%~95%,化學機械法制漿得率為55%~85%,大量的生物質混合洗滌漂白廢水一起被排入江河湖海,引起嚴重環境污染和資源浪費。據統計最高峰時2009年造紙行業排放廢水44.1億t,占工業排放廢水量18.8%,CODCr排放量占工業總排放量的28.9%[1],給環境帶來巨大壓力。隨著水資源緊缺、環境壓力愈發嚴峻,國家近兩年密集出臺了《水污染防治行動計劃(水十條)》[2]《控制污染物排放許可制實施方案》《關于實施工業污染源全面達標排放計劃的通知》《中華人民共和國水污染防治法修正案(草案)》等政策法規,許多相對于GB3544—2008《制漿造紙工業水污染物排放標準》更加嚴格的地方標準也相繼出臺[3],對造紙等行業提出更為嚴格的環保要求。
造紙行業通過與高校科研單位企業聯合創新,大量廢水資源化及深度處理超低排放技術的利用,同時配合造紙企業綜合整治、小造紙企業落后產能的淘汰等方式使造紙行業在資源化及污染處理方面仍然取得了較好的成績,通過資源化取得較為可觀的經濟效益,同時避免了大量造紙企業因排放不達標被關停,保證了造紙行業的持續健康發展,逐步使造紙行業逐步擺脫了“污染大戶”的帽子[4]。
據2017年發布的環境統計年報和造紙行業年報顯示:造紙行業2005年紙和紙板產量3920萬t,經過10年發展,2015年紙和紙板產量增至10710萬t,產能擴大2倍多,但實際廢水排放量卻由2005年36.7億t減少至23.7億t,占全國廢水排放總量百分比由17.0%降至13.1%。排放廢水中化學需氧量(CODCr)為33.5萬t,較2005年CODCr排放量159.7萬t,降低79.0%,降幅顯著。由占全國CODCr總排放量的28.9%降至13.1%。造紙行業萬元工業產值CODCr排放強度由2005的69 kg/萬元降至2015年的4.7 kg/萬元,水重復利用率達75.5%,萬元工業產值新鮮水用量為40.6 t,比2005年188萬t,降低78.4%[5- 6]。造紙行業正在按照十三五《輕工業發展規劃(2016—2020年)》,逐步實現造紙廢水超低排放乃至資源化利用[7- 8]。
下面就我國主要采用的造紙廢水資源化利用技術和超低排放技術進行介紹。
1 造紙廢水資源化利用技術
1.1 厭氧產沼氣資源化
厭氧處理廢水、污泥過程中有機污染物通過微生物代謝活動而被降解,同時伴有CH4和CO2產生[9]。厭氧發酵共分為三個階段,液化階段主要是發酵細菌起作用,包括纖維素分解菌和蛋白質水解菌,產酸階段主要是醋酸菌起作用,產甲烷階段主要是產甲烷菌,他們將產酸階段產生的產物降解成CH4和CO2,同時利用產酸階段產生的氫將CO2還原成甲烷,整個過程生成的混合氣體稱為生物沼氣。
厭氧微生物在處理不同底物時,有一個相對穩定的發酵過程,發酵過程能實現產沼氣的資源化利用。通常去除1 kg CODCr理論上可產生0.5~0.6 m3的沼氣,具有可觀的收益。常見的厭氧反應器技術產沼氣有升流式厭氧污泥床(Up-flow Anaerobic Sludge Bed,UASB)技術、膨化顆粒污泥床(Expanded Granular Sludge Bed,EGSB)技術、厭氧內循環反應器(Internal Circulating Anaerobic Reactor,IC)技術和上流式多級厭氧反應器(Up-Flow Multi-Stage Anaerobic Reactor,UMAR)技術等。
(1)UASB技術產沼氣
UASB反應器是單層三相分離器結合穿孔管布水,水流自下而上,在頂部通過三相分離器將氣相的沼氣、液相的水和固相的污泥互相分離,生物氣通過收集裝置收集并處理,厭氧污泥被截留在反應器中,處理后的水排出反應器,從而完成整個廢水處理及產沼氣過程。在幾種類型的厭氧反應器中,UASB投資要求相對較低,自1980年以來,被廣泛應用于制漿造紙工業的廢水處理過程中[10]。Buzzini等人[11]使用UASB反應器處理牛皮紙漿的稀釋黑液時,發現,在整個實驗期間廢水的平均CODCr除去率為80%,由于生物質的生長量低,處理比較穩定,沒有出現污泥浪費的情況。Chinnaraj等人[12]用UASB反應器替代常規的厭氧塘處理農業纖維紙漿和造紙廠的廢水,其試驗表明,該反應器對廢水中CODCr的去除率達80%~85%,與此同時,能產生520 L/kg CODCr的沼氣,沼氣經過燃燒可被供發電系統利用,這將極大地減少能源損失,同時可以減少溫室氣體CH4的排放。
(2)EGSB技術產沼氣
在UASB反應器的基礎上,為使進水和污泥之間接觸更良好,布水更均勻,有較高的水力和有機負荷能力,經過設計改造,增加了廢水外循環,設計出了EGSB反應器。與UASB相比,EGSB具有更高的液體上升流速,能使整個顆粒污泥床處于膨脹狀態。自發明起就得到廣泛的關注和應用,有文獻顯示[13]利用EGSB反應器能除去造紙廢水中72.41%的CODCr,同時對廢水中的鈣、鋁等金屬離子以及脂類醇類、烷烴、烯烴、酮類物質等有機物都有著比較好的降解效果,但是對苯及酚類物質、醛類物質等有生物毒性的污染物基本上無法去除。另外,還有調查顯示[14],EGSB技術對造紙廢水的CODCr的去除率大約為70%~80%,厭氧發酵產生的沼氣可以用來發電,這將有效節約能源,降低損耗。王雙飛等人[15]利用EGSB工藝處理造紙廢水,加大了廢水進入反應器的速度,使整個污泥床都處于懸浮狀態,提高了廢水與污泥的接觸強度,從而使反應速度大大加快,結果表明,進水CODCr濃度為2000 mg/L時,水力停留時間為8 h,上升流速為0.8 m/h,CODCr去除率為65%,最大產氣量為3600 L/d, 穩定運行成本為0.75元/m3。周煥祥等人[16]利用EGSB處理商品漿造紙廢水,CODCr去除率在70%~80%以上,厭氧系統運行成本大大降低,為1.8元/t,且厭氧發酵產生的沼氣用于發電,有效實現節能降耗。
(3)IC技術產沼氣
IC反應器是根據UASB改造的新一代效率高、適用范圍廣的厭氧反應器,屬于第三代上流式厭氧污泥床反應器UASB,增加了內循環,相當于雙UASB。IC反應器具有負荷高、凈化效率好的優點,被很好地應用于廢紙制漿廢水的處理過程中,當污染物的負荷約在20~30 kg/(m3·d) 之間時,CODCr、BOD去除率分別能高達到90%和99%[17]。有文獻陳述[18]德國某個用二次纖維為原料生產瓦楞原紙的工廠選用了465 m3的IC反應器,設計最大容積負荷27 kg COD/(m3·d),進水COD濃度1250~3515 mg/L,處理效率達到了61%~86%,并實現沼氣的資源化利用。姜建翔等人[19]采用厭氧內循環反應工藝對廢紙制漿造紙廢水處理工程進行改造,結果表明,該工藝能較好適應進水水質、水量的波動,運行穩定,CODCr去除率達到80%,沼氣產氣率約為0.38 m3/(kgCOD),沼氣發電量約為8000 kWh/d,實現了整個廢水處理系統的收支平衡。浙江某紙業公司采用廢紙和商品木漿為原料,生產牛皮箱紙板和瓦楞紙,廢水排放量為3500 t/a , 采用厭氧內循環+好氧工藝處理造紙廢水。利用厭氧單元產生的沼氣發電,平均沼氣用量為3116 m3/d, 產氣率(以每千克CODCr計)為0.42 m3/kg,平均日發電量為8600 kWh[20]。
(4)UMAR技術產沼氣
針對常規厭氧反應器氣、液、固相分離效果差、抗污染負荷沖擊能力弱、甲烷轉化率低、污泥顆粒化時間長等問題,王雙飛等人通過考察液體流速、產氣量和內循環量等因素對三相混合形態的影響,建立了厭氧反應器水力學模型及高、低負荷區分離的兩級厭氧處理模式,開發了UMAR[21]。采用高效厭氧菌群富集培養及污泥顆粒化加速技術,研究了厭氧過程的微生物種群結構、關鍵酶水平和底物降解的互作關系[22],建立了厭氧系統產甲烷高效微生物指標譜系,使鬃毛甲烷菌和甲烷八疊球菌的數量顯著增加,使甲烷產率提高至0.28~0.33 m3/(kg CODCr),有機污染負荷可達30 kg CODCr/(m3·d);同時通過提升微生物自固定化程度,提高反應體系微生物濃度、底物轉化率和反應效率,使污泥顆粒化時間縮短至30~60天(以污泥顆粒化程度(SGR)80%為標準),顆粒污泥產率達到0.018~0.02 kg/(kg CODCr),沉降速率達到80~100 m/h。該技術在工程化應用中,顆粒化時間、甲烷產率、沉降速率、顆粒污泥產率等指標達到國際先進水平[23](見表1)。該技術在俄羅斯北極星紙漿工業聯合體、白俄羅斯勞動英雄造紙廠緬甸CTMP新聞紙廠、玖龍紙業(控股)有限公司、山東晨鳴紙業集團股份有限公司等100余家大型企業得到推廣應用。
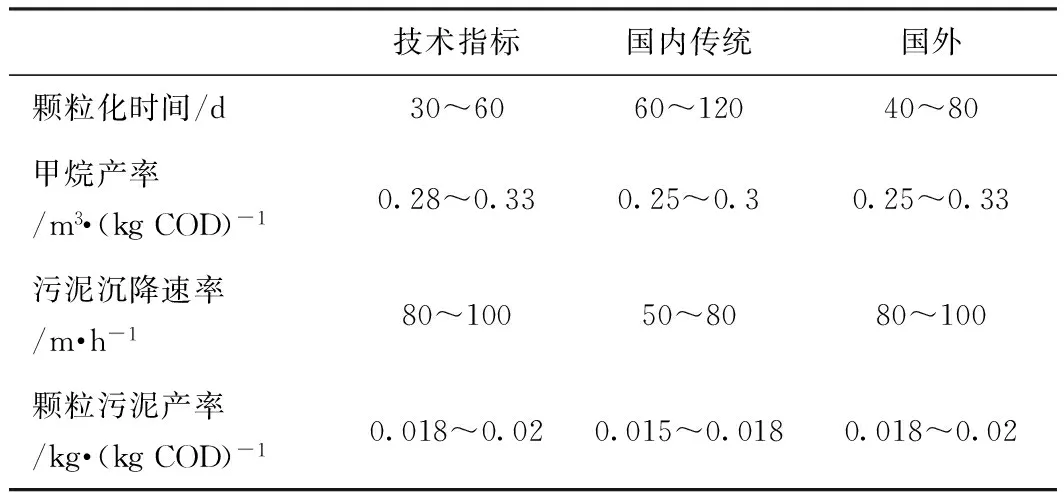
表1 上流式多級厭氧反應器與國內外同類技術指標比較
同時,開發從生物沼氣中分離、純化CH4和CO2技術,將純化后的CO2應用于化工、醫藥、食品等領域具有重要意義[24]。如CO2作為重要的工業原料可用于碳酸飲料的合成、干冰的制作等,實現CO2資源化利用和碳減排。Ahrumi Park等人[25]用PP纖維膜組件分離純化生物沼氣,研究結果表明生物甲烷的獲得率為90%,純度為97%,分離后的CO2可作為重要的碳資源進行利用。
1.2 污泥資源化利用技術
造紙污泥中許多有價值的化工產品,如木素、木素磺酸鹽、香蘭素等,造紙污泥的主要元素為C、H、N,微量元素為P、S、Ni、Fe、Zn、Co、Ca等,微量元素中Fe和Ca的含量最大。
造紙污泥經膜過濾提取后實現高質化利用[26]。在膜法處理過程中既減少濃縮費用,又實現純水、鹽和木素分離回收。
造紙污泥中有機物占60%以上,具有較高的燃燒值,可進行資源化利用[27]。目前,造紙污泥用于焚燒發電的比例,日本為55%、美國為25%、歐洲為11%[28]。玖龍紙業將廢水污泥濃縮、消化處理、脫水干化后進行焚燒處理,實現了污泥的資源化利用[29]。
造紙污泥中除磷含量偏低外,有機質與總氮含量均顯著高于農家肥,可作為農業肥料。據報道,山東亞太森博公司用蚯蚓處理污泥,蚯蚓糞用作肥料,該肥料的營養值高,適合在作物、花卉、市政綠化等方面的應用[30]。
造紙污泥的pH 值為中性,可對酸性土壤進行改良,將土壤的酸度調節到其適宜的pH 值范圍[31]。同時酸性土壤中嚴重缺乏植物生長的所需元素(S、Mn、Mg、K、Fe),而造紙白泥中則含有大量的該類元素[32],因此其可作為良好的土壤改良劑和營養肥料。
由于造紙污泥中有機質含量高,且糖類是有機質水解主要產物,可作為生物制氫的重要原料[33],也可用于水泥生產等[34]。厭氧顆粒污泥可以作為菌種銷售用于其他厭氧設備的啟動[35]和廢水處理等實現了厭氧顆粒的資源化利用。
1.3 黑液氣化
堿法蒸煮是世界上最主要的制漿方法,約占新制漿75%。但生產1 t漿約產生10 m3黑液,其固形物含量約1.2~1.7 t,曾為行業最主要污染源。黑液固形物主要是殘余的蒸煮化學品以及被蒸煮藥液溶解的物質。在傳統堿回收技術中,黑液經過蒸發濃縮后,用于燃燒生產高壓蒸汽和回收堿助劑,但大量物質被低值化利用。黑液氣化技術是在堿回收技術的基礎上增加氣化爐和燃氣渦輪機,形成高效的能量回收系統,是實現堿和能量回收的新方法。氣化的本質是黑液中的碳化合物在高溫條件下分解生成C、H2和H2O, 同時C與H2O或者CO2反應生成CO、H2[36]。也可實現多元化的能源輸出如甲醇、費托合成柴油(FTD)、二甲醚(DME)及合成氣(SNG)等[37]。該技術的產電量是傳統堿回收產電量的2~3倍,同時實現CO2減排。王雙飛課題組開展了大量黑液氣化的研究,對黑液氣化的方法、工藝、設備和黑液焦CO2氣化特性等進行了深入分析,建立了黑液氣化的動力學模型,獲得了黑液氣化的反應常數、CO吸附常數和CO2吸附常數[38]。黑液氣化聯合循環發電能夠提高黑液熱能利用率,使熱能效率由傳統堿回收的55%~67%,提高到74%,對于一個年產10萬t的制漿廠,可以節約標煤0.6~1.95萬t/a,CO2減排1.6~5.2萬t/a,SO2減排300~978 t/a[39]。未來將設備耐用性和生產連續性等難題解決后,實現黑液氣化聯合循環發電的整體推廣,將使制漿造紙行業步入節能環保的新時代。
1.4 廢水回用
對于水資源缺乏的制漿造紙企業,制漿中段廢水經過深度處理后,根據各工段的用水標準進行分質回用,是解決水資源缺乏的重要途徑。在造紙廢水處理的工程實踐中,把握分質處理、分質回用的重要原則,針對不同工序生產水質的標準,選擇經濟、可行的處理組合工藝,實現優質優用、低質低用,降低處理成本。對于制漿造紙廢水,尤其是制漿中段廢水,要實現廢水的回用及超低排放,深度處理技術在廢水處理中扮演著至關重要的作用。
2 造紙廢水深度處理及超低排放技術
2.1 高級氧化技術
為克服二級處理仍難達標問題,高級氧化法等深度處理方法被引入,如光化學氧化、催化濕式氧化、聲化學氧化、臭氧氧化、電化學氧化、Fenton氧化等。其中Fenton氧化法是目前我國造紙企業應用最廣泛的深度處理方法,現約占廢水深度處理規模的70%~80%。該方法具有占地面積小、穩定性高、反應速度快、處理效率高、對有毒污染物破壞徹底、無二次污染、適用范圍廣、易操作等優點[40]。
Fenton氧化法的機理是H2O2在Fe2+的催化作用下分解產生·OH自由基,其氧化電位達到2.8 V,利用其強氧化性將有機物氧化分解成小分子[41]。同時,Fe2+被氧化成Fe3+產生混凝沉淀,去除大量有機物,將CODCr由100~300 mg/L降為40~80 mg/L實現達標排放。
但傳統Fenton也存在成本較高,Fenton過程H2O2無效降解、催化劑活性較差、傳質效果較差、關鍵設備被國外壟斷等問題。王雙飛等人針對以上問題,在傳統Fenton技術基礎上,開發了水溶性多金屬多配體自由基緩釋劑和負載型固相催化材料,形成了高效異相催化氧化技術,解決了常規Fenton處理廢水過程化學品消耗量大、應用pH范圍窄等問題,使H2O2用量較傳統技術減少了30%~40%,FeSO4用量減少30%以上,pH值范圍拓展至2~11,酸堿調節費用降低30%~50%。
在傳統Fenton技術基礎上,王雙飛等人通過分析反應器中液固體系的流動、傳遞和混合過程的流體力學參數,利用雙流體理論及流域速度矢量分布,優化了載體流化床的結構,開發了上流式多相廢水處理氧化塔UHOFe(Up-flowHeterogeneous Oxidation Tower)。實現了流體從UHOFe底部流到頂部的湍流混合,且使催化劑載體布滿整個氧化塔,達到固液兩相充分接觸的目的。加強了均相催化氧化、非均相催化氧化在反應器中的協同作用,有效提高了固液相間的傳質效率,使反應時間縮短至20~60 min。該技術打破了國外技術壟斷,已成功應用于廢紙制漿、化學機械制漿、甘蔗渣制漿等國內外100余家造紙企業,廢水處理規模達6億m3/a,CODCr減排1.7萬t/a。再生水回用4億m3/a。有效解決了抗負荷沖擊能力差、H2O2和FeSO4使用量大等問題,實現了造紙廢水再生水有效回用、污染物超低排放(見表2)。該技術是目前國內應用最廣泛的造紙廢水深度處理技術。

表2 造紙典型廢水特點及處理效果
萬金泉等人[42]采用零價鐵(ZVI)活化過硫酸鈉(PS)產生硫酸根自由基的高級氧化技術,處理造紙廢水的二級出水(CODCr為160 mg/L),處理后廢水的CODCr降解率可達到57.5%。又采用Fe2+活化PS高級氧化-離子沉淀-V型砂濾組合工藝對模擬印染廢水(AO7,CODCr約100 mg/L)進行深度處理,CODCr去除率可達64.7%,SS<10 mg/L,處理成本為1.5元/m3[43]。
張媛媛等人[44]采用多相異相類Fenton催化氧化結合膜過濾技術解決催化劑流失的問題,實驗結果顯示,膜組件可有效的攔截反應體系中的超細鐵固定化碳(FeOOH-C)顆粒,有效防止其流失;當FeOOH-C在反應器中的濃度為1 g/L,處理初始濃度為100 mg/L,流速為3 L/(m2·min)的酸性橙溶液,在120 min內,不需外加催化劑,酸性橙的降解效率維持在98%以上,表明多相異相類Fenton催化氧化結合膜過濾技術可有效降解有機污染物,并有效地防止了催化劑的流失。
大量科研工作者[45- 46]對其他高級氧化技術包括光催化氧化法[47]、電化學氧化技術[48]、臭氧氧化法[49]等也進行深入研究,取得豐碩成果,但目前大多方法未進入工廠實用階段。隨著研究的不斷深入,相信會有更多先進的、經濟的高級氧化法投入到生產實際中。
2.2 膜分離技術與膜生物反應器(MBR)技術
常規處理的污水降級回用已在紙廠實現,但很難實現封閉循環。廢水的封閉循環,會使廢水中的可溶性有機物、無機鹽、二次膠黏物和陰離子垃圾等有害物質逐漸積累,達到很高的濃度,以致影響紙機的正常生產,造成紙張污染、施膠量成倍增加,影響造紙化學助劑的使用效果。因此,要實現造紙廢水循環利用和零排放,必須依靠膜分離等技術盡可能去除其中所有污染物質。膜分離技術在發達國家已經廣泛應用于造紙工業的廢水處理[50],在我國約占造紙廢水三級處理的10%~20%。由于膜過濾后的凈化水可重復用于生產或升級利用,使其在廢水超低排放甚至零排放領域有很大的發展潛力。
膜分離技術是指在分子水平上不同粒徑的混合物,在壓力或電場作用下通過濾膜實現選擇性分離的技術[51]。根據孔徑大小可以分為:微濾(MF,Microfiltration,孔徑范圍約為0.02~10 μm)、超濾(UF,Ultra-filtration,0.001~0.02 μm)、納濾(NF,Nanofiltration,約0.001~0.002 μm)、反滲透(RO,reverse osmosis,0.0001~0.001 μm)、電滲析(ED,electrodialysis),離子交換,非阻隔性膜等。通常在二級處理后,幾種膜技術搭配使用。
采用膜分離法進行造紙廢水的處理,是目前研究的熱點和難點。雖然膜分離在造紙廢水的處理具有一些優勢,但也存在一定的問題。如膜的污染和分離效果降低,膜組件價格較高等。隨著膜分離技術研究的深入,這項技術在實現造紙廢水的零排放方面將具有更加廣闊的應用前景。
韓瑜慶等人研發了以膜技術為核心的“制漿造紙廢水零排放成套工藝”。該工藝包括去除CODCr的臭氧生物膜預處理、電吸附、膜集成以及高效蒸發結晶等4個工藝板塊,使制漿廢水變成完全可回收利用的純水、工業用鹽及干泥,在南通王子紙業實現了零排放和廢水的全回收利用。處理成本約5元/m3,較水費10元/m3,仍然有較大利潤空間[52]。金東紙業設計建造了“放流水逆滲透回用系統”,該企業每天車間排放廢水40000 m3,其中10000 m3被該系統深度處理,經微濾-納濾-逆滲透,廢水CODCr從100 mg/L降為<1 mg/L的純凈水,鈣、鎂離子含量極低,被回用于熱電廠鍋爐中,鍋爐用水成本降低了1元/t[53]。
另外,將膜分離技術與好氧生物處理技術有機結合起來的新型水處理技術——膜生物反應器(Membrane Bio-Reactor,MBR)技術[54],是目前最具發展前景的廢水深度處理新技術之一。以膜組件取代傳統生物處理技術末端二沉池,從源頭上降低COD值,而使出水比一般生化法回用水質量更好[55]。荷蘭Uchelen紙廠將漂白廢水經生產能力為10 m3/h的MBR系統進行處理后,80%~90%的水回用于漂白生產中,且不影響漂白質量。MBR是當今廢水回用中最為熱門的技術,其在生物反應器中保持高活性污泥濃度,提高生物處理有機負荷,減少剩余污泥量,顯著減少占地面積[56]。主要利用沉浸于好氧生物池內的膜分離設備截留槽內的活性污泥與大分子有機物。膜生物反應器系統內活性污泥(MLSS)濃度可提升至8000~10000 mg/L,甚至更高;污泥齡(SRT)可延長至30天以上。
MBR反應器因其有效的截留作用,可保留世代周期較長的微生物,實現對廢水深度凈化,同時硝化菌在系統內能充分繁殖,其硝化效果明顯,對深度除磷脫氮提供可能[57]。2011年江蘇省某造紙廠污水處理項目,處理水量9000 m3/d,采用平板膜MBR工藝的工業廢水處理設施,出水效果良好。
膜生物流化床(MBFB)工藝[58],以生物流化床為基礎,以粉末活性炭(Pow-dered activated carbon,簡稱PAC)為載體,結合膜生物反應器工藝(MBR)的固液分離技術,然后利用陶瓷膜分離系統(微濾)進一步凈化污水,使其達到中水回用標準。研究表明,MBFB能有效除去微污染水體中氨氮、COD和其他難降解小分子有毒有機物等。可直接進入反滲透膜進行脫鹽,而不需經過復雜的保安過濾(微濾)和超濾工段。該工藝已有較多研究報道,但還未在廢水處理領域得到推廣和應用。
2.3 活性炭吸附技術及其綜合運用
吸附法是利用多孔材料的多孔結構和表面特性吸附有機污染物,對臭味和余氯有機氯化物有較好的去除效果[59]。
中冶銀河紙業于2010年6月建成投用了處理能力為50000 m3/d的中段廢水回用設施,主體采用臭氧氧化、活性炭過濾以及低壓膜(超濾膜和納濾膜)中段廢水回用技術工藝,其中臭氧氧化+活性炭過濾建設規模為50000 m3/d,低壓膜水處理建設規模為20000 m3/d,水質達到了生產用水要求。
民豐特紙采用生化處理-中速過濾器-常規凈化處理-活性炭深度處理-氯氣消毒工藝處理造紙廢水,處理后廢水水質穩定,回收利用率高,并且在較低運行成本的條件下亦可去除95%以上的CODCr和97%的色度[60]。
2.4 砂濾技術
砂濾是以天然石英砂作為濾料截留水中懸浮物等雜質,使廢水得到澄清的水過濾處理工藝,該處理過程簡單有效、經濟實用。活性砂濾技術是重要的廢水深度處理技術之一,它能同時去除多種污染物,如SS、COD、BOD等是一種經濟可行的深度處理方法。王雙飛課題組設計了一種可連續運行的逆流連續砂濾器,該設備具有廢水布水均勻穩定,對廢水中懸浮物過濾截留及污砂清洗效果好,可防止濾砂短流、底部污砂的沉積,保持的砂濾層穩定等優點[61]。同時,在普通砂濾的基礎上,通過菌懸液和營養溶液同時投加的掛膜方法,設計了可連續反沖洗的氣浮砂濾設備,當過濾砂層高度為650 mm,過濾速度60 L/h,壓縮空氣壓力為0.4~0.8 MPa,壓縮空氣流量為0.375 Nm3/h時,對懸浮物的去除率為78.13%[62]。
2.5 磁整理及磁化-仿酶催化縮合
磁整理技術是利用磁體吸附相對分子質量較高的木素,使其混凝,起到降低CODCr的作用。造紙廢水經過超高梯度磁分離處理后,可實現廢水的回用。在大阪府柏原市某廢紙造紙廠,采用長度為680 mm,內徑為400 mm的孔腔(磁場空間)的超導磁鐵NbTi螺線管組裝的過濾器處理CODCr為60~200 mg/L的廢水,處理后,廢水的CODCr降低到了30~60 mg/L,濁度降到了5NTU以下。采用磁性絮凝劑與磁技術相結合,提高了對廢水脫氮除磷的處理效果[63]。
2009年山東晨鳴紙業集團在造紙廢水處理中試時,運用磁整理-梯級反應混凝-生物碳深度處理工藝,其處理能力達3000 m3/d,且能抵抗一定強度的廢水負荷沖擊。該工藝投入使用以來,運行穩定,不僅能使處理后的出水很好的回用于制漿造紙過程中去,而且經此工藝處理后的出水水質十分理想,出水CODCr剩余率僅為進水時的10%~20%,SS降至10 mg/L以下,色度亦得到了明顯的去除,經核算處理費用約0.7元(未計入電費)[64],但該方法未見后續報道。
磁化-仿酶催化縮合廢水深度處理技術,利用仿生酶代替天然的過氧化氫酶,催化過氧化氫與二級生化處理后的難降解的小分子脫氫縮合的木質素,生成水溶性較差的大分子物質,再經過磁分離處理,達到回用或高標準排放的目的。該技術在處理工藝上與Fenton氧化工藝相類似,但因類似實現酶的固定化作用而在化學品用量、污泥產量等方面相對較少。劉勃等人[65]成功地將磁化-仿酶催化縮合廢水深度處理技術在山東、江西、天津、吉林、湖北等省的制漿造紙企業推廣應用。
2.6 氧化塘及人工濕地
氧化塘(穩定塘),是一種利用天然凈化能力對廢水進行處理的構筑物的總稱。其凈化過程與自然水體的自凈過程相似。通常是將土地進行適當的人工修整,建成池塘,并設置圍堤和防滲層,依靠塘內生長的微生物來處理廢水。主要利用菌藻的共同作用處理廢水中的有機污染物。氧化塘廢水處理系統具有基建投資和運轉費用低、維護和維修簡單、便于操作、能有效去除廢水中的有機物和病原體、無需污泥處理等優點[66]。
人工濕地[67]是由人工建造和控制運行的沼澤地,將廢水有控制的排入到人工濕地,廢水在流動的過程中,利用土壤、植物以及微生物的物理、化學和生物三重協同作用,對廢水進行處理的一種技術。其作用機理包括吸附、滯留、過濾、氧化還原、沉淀、微生物分解、轉化、植物遮蔽、殘留物積累、蒸騰水分和養分吸收等。同時人工濕地可以建設成濕地景觀公園,濕地中的高等植物可用于造紙,應用較多的是蘆葦人工濕地,可查閱到的案例資料如下:
(1)2005年山東沾化齊明紙業(已注銷)日排放工業廢水25000 m3,采用廢水澆灌鹽堿地400 hm2,創造濕地環境種植蘆葦,利用蘆葦濕地對廢水進行自然降解,處理后的廢水CODCr小于500 mg/L并回用于生產,實現了廢水的資源化利用。
(2)2013年山東海韻生態紙業采取“生態造紙”辦法,推行無堿蒸煮、無氯漂白,一方面對造紙廢水進行資源化利用,使20世紀80—90年代造紙廠廢水直排造成鹽堿荒地的蘆葦得以恢復,修復了濕地生態,另一方面將濕地所產蘆葦用以造紙,達到了工業廢水“零排放”標準。
(3)江蘇某燈紙業集團利用當地沿海灘涂濕地的資源優勢,建設了2270 hm2的氧化塘-人工濕地廢水處理系統,造紙廢水經氧化塘系統厭氧和兼性發酵后,進入蘆葦濕地深度處理,人工濕地中的廢水在不斷降解的同時,依靠大氣蒸發和蘆葦的蒸騰等作用被消耗掉,實現了封閉循環。2003年受到世界濕地專家高度贊揚[68],并通過環保鑒定[69]。而現實是據2010年國家環保部華東督察中心有關負責人表示:某燈紙業長年的違法排污已經給保護區的濕地生態環境造成不可恢復的影響,央視等多家媒體進行報道[70],2013年環保廳[71]做出整改決定停止氧化塘、停止處理尾水排入濕地,廢水匯集經Fenton工藝處理。經整改該企業廢水達到排放標準。
企業偷排甚至高調排污,加上環保人員的瀆職、甚至與排污企業的惡意串通,給濕地環境帶來極大危害。隨著國家監管力度加大,對該類項目審批更加謹慎,污染現象越來越少。另外該方法也存在一些先天不足,如重金屬富集和處理性能季節性差異等,影響了該方法的實際應用。
3 結 語
我國造紙工業廢水深度處理技術正值蓬勃發展階段,不少深度處理技術及其聯合處理技術取得了巨大的進步和豐碩的成果。隨著科學技術的發展進步,必將會有技術更加成熟穩定、成本更加低廉的深度處理工程技術出現,從而實現制漿造紙廢水的資源化利用和超低排放,將為中國造紙工業節能減排做出重要貢獻,對制漿造紙行業的健康發展產生積極和深遠的促進作用。
[1] 中國造紙協會. 中國造紙工業2009年度報告[J]. 造紙信息, 2010(6): 6.
[2] 中國環境報. 水污染防治行動計劃[M]. 北京: 人民出版社, 2015.
[3] 鐘 華. 福建頒布新的制漿造紙水污染物排放標準[J]. 中華紙業, 2013(5): 65.
[4] 徐金鵬, 陳 灝, 席 敏. 史上最嚴環保標準倒逼出行業領軍者山東造紙業轉型升級調查[J]. 市場觀察, 2015(7): 68.
[5] 盤點2016[J]. 造紙信息, 2017(1): 32.
[6] 中國造紙協會. 中國造紙工業2015年度報告[J]. 造紙信息, 2016(6): 10.
[7] 中國環保部: 2015年環境統計年報[R]. http: //www.zhb.gov.cn/gzfw_13107/hjtj/hjtjnb/.
[8] 中國造紙協會. 中國造紙工業2016年度報告[J]. 造紙信息,2017(6): 8.
[9] Kamali M, Khodaparast Z. Review on recent developments on pulp and paper mill wastewater treatment[J]. Ecotoxicology & Environmental Safety, 2014(114): 326.
[10] Chong S, Sen T K, Kayaalp A, et al. The performance enhancements of upflow anaerobic sludge blanket (UASB) reactors for domestic sludge treatment—a state-of-the-art review[J]. Water Res., 2012, 46(11): 3434.
[11] Buzzini A P, Pires E C. Cellulose pulp mill effluent treatment in an upflow anaerobic sludge blanket reactor[J]. Process Biochemistry, 2002, 38(2): 707.
[12] Chinnaraj S, Venkoba Rao G. Implementation of an UASB anaerobic digester at bagasse-based pulp and paper industry[J]. Biomass and Bioenergy, 2006, 30(3): 273.
[13] 涂 勇, 郭方崢, 劉偉京, 等. EGSB反應器處理廢紙造紙廢水的實驗研究[J]. 環境工程, 2010(s1): 102.
[14] 李 昂, 李 燕, 陸 賢. EGSB工藝處理廢紙造紙廢水影響因素研究[J]. 環境科技, 2013, 26(6): 21.
[15] 王鑫宇, 陳嘉川, 王雙飛,等. 外循環EGSB反應器處理制漿造紙廢水的中試研究[C]//中國造紙學會學術年會. 2014.
[16] 周煥祥, 汪艷雯, 房愛東,等. EGSB厭氧反應器在造紙廢水處理中的應用[J]. 造紙科學與技術, 2013(2): 97.
[17] 賀延齡. 廢水厭氧處理技術的新進展——IC反應器在造紙工業上的應用[J]. 紙和造紙, 2001(6): 45.
[18] 曹 瑩, 郭方崢, 李紅藝, 等.IC反應器處理造紙廢水技術[J]. 中國資源綜合利用, 2010, 28(1): 50.
[19] 蔣健翔, 次新波, 萬先凱, 等. 厭氧內循環工藝在廢紙造紙廢水處理中的應用[J]. 工業水處理, 2010, 30(11): 89.
[20] 楊曉秋, 蔣健翔, 萬先凱, 等. 造紙廢水厭氧處理產沼氣發電研究[J]. 環境污染與防治, 2010(32): 46.
[21] Zhao J R H, Wang S. Up-flow multi-stage anaerobic reactor (UMAR): US, US7537693[P]. 2009.
[22] Shen P, Zhang J, Zhang J, et al. Changes in microbial community structure in two anaerobic systems to treat bagasse spraying wastewater with and without addition of molasses alcohol wastewater[J]. Bioresource Technology, 2013(131): 333.
[23] 周敬紅, 孫 蕾, 蘭 雯, 等. 上流式多級厭氧反應器(UMAR)處理木薯淀粉廢水的研究[J]. 環境科學, 2008(12): 3445.
[24] Sun Q, Li H, Yan J, et al. Selection of appropriate biogas upgrading technology-a review of biogas cleaning, upgrading and utilisation[J]. Renewable & Sustainable Energy Reviews, 2015(51): 521.
[25] ParkA, KimY M, Kim J F.Biogas Upgrading Using Membrane Contactor Process: Pressure-Cascaded Stripping Configuration[J]. Separation and Purification Technology, 2017(5866): 32810.
[26] 路 平. 華南理工大學研究團隊用造紙黑液提取木質素“變廢為寶”項目成果獲國家技術發明獎二等獎[J]. 廣東科技, 2016(25): 13.
[27] 萬紅軍. 利用造紙污泥焚燒發電[J]. 造紙化學品, 2010(3): 27.
[28] 張東翔, 劉長灝, 黎漢生. 用循環經濟理念解決城市污泥問題的探討[J]. 環境保護, 2005(4): 59.
[29] 樊會娜, 李飛明, 伍忠磊. 玖龍紙業: 廢紙造紙污泥的干化焚燒技術創新實現廢物資源化利用[J]. 中華紙業, 2012(33): 35.
[30] 徐 軼. 造紙廢水污泥的資源化利用[J]. 環境保護與循環經濟, 2015(2): 27.
[31] 李慧菊, 馬 甜, 王 磊. 改良沙地的有機肥源——“造紙廢泥”田間試驗分析[J]. 寧夏農林科技, 2008(1): 15.
[32] Shi lin, Luo hanjin. Preparation of soil nutrient amendment using white mud produced in ammonia-soda process and its environmental assessment[J]. 中國有色金屬學報(英文版), 2009(19): 1383.
[34] Joshi R R, Kerai H M, Kerai M G. Comparative study on utilization of waste paper sludge as partial replacement of cement in concrete[J]. International Educational Scientific Research Journal, 2013(1): 51.
[35] 李和平. 焦作瑞豐紙業厭氧菌“補鈣”增效益[J]. 中華紙業, 2014(13): 77.
[36] NONG Guang-zai, LI Xu-sheng, WANG Shuang-fei. A Review on Gasification of Black Liquor[J]. China Pulp & Paper, 2006, 25(10): 54. 農光再, 李許生, 王雙飛. 黑液氣化研究現狀及進展[J]. 中國造紙, 2006, 25(10): 54.
[37] LI Xu-sheng, NONG Guang-zai, WANG Shuang-fei. A Review of the Gasification Process and Its Key Equipment of Black Liquor[J]. China Pulp & Paper, 2007, 26(12): 59. 李許生, 農光再, 王雙飛. 黑液氣化工藝及設備研究現狀[J]. 中國造紙, 2007, 26(12): 59.
[38] 李許生, 衛 威, 農光再, 等. 黑液焦CO2氣化及動力學研究[J]. 廣西大學學報自然科學版, 2015, 40(6): 1577.
[39] 王雙飛, 農光再. 黑液氣化研究進展及其工業化應用展望[C].中國科協年會, 2008.
[40] Fang S, Wang C, Chao B. Operating conditions on the optimization and water quality analysis on the advanced treatment of papermaking wastewater by coagulation/Fenton process[J]. Desalination & Water Treatment, 2015(57): 1.
[41] DONG Ya-rong, WANG Li-dong, ZHANG Zui-rong. Three-dimensional Electrode-electro Fenton for Advanced Treatment of Papermaking Wastewater[J]. China Pulp & Paper, 2016, 35(7): 35. 董亞榮, 王立棟, 張尊舉. 三維電極-電Fenton法深度處理造紙廢水[J]. 中國造紙, 2016, 35(7): 35.
[42] GUO Xin, MA Yong-wen, WAN Jin-quan, et al. Advanced Treatment of Papermaking Wastewater by Sulfate Radical-based Advanced Oxidation Process[J]. China Pulp & Paper, 2012, 31(9): 32. 郭 鑫, 馬邕文, 萬金泉, 等. 基于硫酸根自由基的高級氧化技術深度處理造紙廢水的研究[J]. 中國造紙, 2012, 31(9): 32.
[43] 萬金泉, 濮夢婕, 馬邕文,等. PS高級氧化-離子沉淀-V型砂濾組合工藝深度處理AO7染料廢水應用研究[J]. 環境工程學報, 2016(10): 1138.
[44] Zhang Y, He C, Sharma V K, et al. A coupling process of membrane separation and heterogeneous Fenton-like catalytic oxidation for treatment of acid orange II-containing wastewater[J]. Separation & Purification Technology, 2011(80): 45.
[45] Brink A, Sheridan C M, Harding K G. The Fenton oxidation of biologically treated paper and pulp mill effluents: A performance and kinetic study[J]. Process Safety & Environmental Protection, 2017(107): 206.
[46] Wang Y, Lin X, Shao Z, et al. Comparison of Fenton, UV-Fenton and Nano-Fe3O4, catalyzed UV-Fenton in degradation of phloroglucinol under neutral and alkaline conditions: role of complexation of Fe3+, with hydroxyl group in phloroglucinol[J]. Chemical Engineering Journal, 2017(313): 938.
[47] Ghaly M Y, Jamil T S, El-Seesy I E, et al. Treatment of highly polluted paper mill wastewater by solar photocatalytic oxidation with synthesized nano TiO2[J]. Chemical Engineering Journal, 2011(168): 446.
[48] Ma X, Gao Y, Huang H. Treatment of papermaking tobacco sheet wastewater by electrocoagulation combined with electrochemical oxidation[J]. Water Science & Technology, 2015(71): 1165.
[49] Cheng Z, Yang R, Wang B, et al. Chlorophenol Degradation in Papermaking Wastewater through a Heterogeneous Ozonation Process Catalyzed by Fe-Mn/Sepiolite[J]. Bioresources, 2015(10): 5503.
[50] J?nsson A S. Membranes for lignin and hemicellulose recovery in pulpmills[M]. Membrane Technologies for Biorefining, 2016.
[51] M?ntt?ri M, Kallioinen M, Nystr?m M. Membrane technologies for water treatment and reuse in the pulp and paper industries[M]. Advances in Membrane Technologies for Water Treatment. 2015.
[52] 韓瑜慶. 江蘇攻克造紙制漿廢水零排放世界性難題[J]. 紙和造紙, 2015(8): 126.
[53] 錢伯章. 膜法技術在造紙廢水處理中大規模應用[J]. 水處理技術, 2010(7): 5.
[54] Achilli A, Cath T Y, Marchand E A, et al. The forward osmosis membrane bioreactor: A low fouling alternative to MBR processes[J]. Desalination, 2009(239): 10.
[55] WANG Chun, PING Qing-wei, ZHANG Jian, et al. Research and Application of New Technologies for Pulp and Paper Wastewater Treatment[J]. China Pulp & Paper, 2015, 34(2): 61. 王 春, 平清偉, 張 健, 等. 制漿造紙廢水處理新技術[J]. 中國造紙, 2015, 34(2): 61.
[56] 褚 紅. 膜分離技術在工業廢水回用中的應用[C]. 海水淡化與水再利用西湖論壇. 2006.
[57] 馮 涌, 盧 龍, 楊 敏. 混凝氣浮-好氧顆粒污泥膜生物反應器處理造紙廠廢水[J]. 環境工程, 2012(30): 28.
[58] Aslam M, McCarty P L, Shin C, et al. Low energy single-staged anaerobic fluidized bed ceramic membrane bioreactor (AFCMBR) for wastewater treatment[J]. Bioresource Technology, 2017, 240: 33.
[59] Ahmed M J. Adsorption of non-steroidal anti-inflammatory drugs from aqueous solution using activated carbons: Review[J]. Journal of Environmental Management, 2017(190): 274.
[60] 劉敏輝. 民豐特紙造紙污廢水再生回用水工程實例簡介[J]. 上海造紙, 2005, 36(1): 52.
[61] 陳 楠, 覃當麟, 陳永利, 等. 逆流連續砂濾器: CN202015-528U[P]. 2011- 03-28.
[62] 李盼盼. 活性氣浮砂濾深度處理城鎮污水的研究[D]. 南寧: 廣西大學, 2012.
[63] 馮曉靜. 磁分離廢紙造紙廢水處理裝置[J]. 中華紙業, 2010(12): 96.
[64] HONG Wei, LIU Bo, JI Hua-dong, et al. Pilot Experiments of Advanced Treatment of the Wood Based Alkaline Pulping and Papermaking Wastewater[J]. China Pulp & Paper, 2007, 26(7): 31. 洪 衛, 劉 勃, 季華東, 等. 堿法木漿制漿造紙綜合廢水深度處理試驗[J]. 中國造紙, 2007, 26(7): 31.
[65] 劉 勃, 洪 衛, 季華東, 等. 磁化-仿酶催化縮合廢水深度處理技術及其在制漿造紙企業的應用[J]. 中華紙業, 2010(31): 32.
[66] 劉稚鵬. 造紙廢水深度處理氧化塘技術工程研究[D]. 廣州: 中山大學, 2009.
[67] Vymazal J. Constructed wetlands for treatment of industrial wastewaters: A review[J]. Ecological Engineering, 2014(73): 724.
[68] 李 兵. 國際知名濕地保護專家盛贊雙燈紙業生態治污[J]. 中國造紙, 2003, 22(12): 29.
[69] 徐維騮, 周正培. 雙燈紙業海涂濕地污染物遷移轉化研究成果通過鑒定[J]. 中國造紙, 2005,24(1): 34.
[70] 江蘇鹽城: 萬畝保護濕地變身造紙廠“氧化塘”[R]: http://news.cntv.cn/program/zdxwzx/20100327/101611.shtml.

(責任編輯:常 青)
The Key Technologies and Applications of Paper Wastewater Reuse and Ultra-low Emission
WANG Shuang-fei
(GuangxiKeyLabofCleanPulpingandPapermakingandPollutionControl,LightIndustryandFoodEngineeringInstitute,GuangxiUniversity,Nanning,GuangxiZhuangAutonomousRegion, 530004 )
Large amount of lignin、hemicellulose and other organic chemicals were discharged into revers and seas along with waste water or burned for low-value utilization during the process of pulping and papermaking. This not only caused serious environmental problems, but also wasted a lot of renewable resources. Therefore, for the paper industry have introduced a variety of environmental polices and implemented higher environmental standards. Some enterprises have to face the risk of shutting down because of the high treatment cost and higher environment protection. The serious problem was how to realize the reuse of paper industry wastewater and ultra-low emission in modern paper industry. In this paper, the recent research advances and engineering practice of common paper resource utilization technology and ultra-low emission technology were summarized, such as anaerobic fermentation for biogas, sludge resources utilization, advanced oxidation process, membrane separation technology, active carbon absorption and separation technology, sand filtration technology, magnetic finishing technology and constructed wetland research. This conclusion could promote scientific research and engineer utilization of paper wastewater and ultra-low emission technology and a clean and green production for the paper industry.
waste water of paper industry; resource utilization; ultra-low emission; development prospect
王雙飛先生,教授;主要從事清潔化制漿造紙與污染控制方向研究。
2017- 06- 28
X793
A
10.11980/j.issn.0254- 508X.2017.08.010
猜你喜歡
中等數學(2022年2期)2022-06-05 07:10:50
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:48
中學生數理化(高中版.高考數學)(2021年6期)2021-07-28 06:19:08
小學生學習指導(低年級)(2020年6期)2020-07-25 02:31:36
小學生學習指導(低年級)(2019年11期)2019-11-25 07:31:44
小學生學習指導(低年級)(2018年9期)2018-09-26 05:59:44
瘋狂英語·新讀寫(2018年2期)2018-09-07 09:32:10
數學小靈通·3-4年級(2017年6期)2017-06-22 11:28:50
工業設計(2016年5期)2016-05-04 04:00:33
河北遙感(2015年4期)2015-07-18 11:05:06