壓力容器制造過程中變形的控制對策分析
2017-09-11 10:12:45楊波
煉油與化工 2017年4期
楊波
(大慶石化公司機械廠,黑龍江大慶163714)
壓力容器制造過程中變形的控制對策分析
楊波
(大慶石化公司機械廠,黑龍江大慶163714)
壓力容器大部分是特殊環境下使用的設備,常在高溫、高壓、易腐蝕的環境中使用。文中通過對原材料、切割、焊接等方面分析,采取了壓力容器相應的變形問題的控制對策,驗證了控制對策的實用性,以提高產品的制造質量及生產效率。
壓力容器;變形問題;控制對策
壓力容器制造過程中出現變形問題,如果誤差較小并不影響使用,但有不少壓力容器會因為變形的影響導致設備不能夠正常使用,甚至導致安全事故的發生。因此,壓力容器的制作要精細化,嚴格按照制造流程制作,嚴格遵守技術要求,提高壓力容器的質量。
1 壓力容器變形問題分析
1.1 原材料問題
鋼材的制作直徑因為較大,所以多數情況下切割鋼材要使用熱切割技術,因此,由于熱脹冷縮,切口的弧邊在冷卻過程中有可能產生變形。原材料鋼材由于出現變形的問題,就會導致焊接組對時不能夠準確地將筒節制成輥圓。此外,一些制造部門常用相對較厚的材料代替薄一點材料,會導致容器焊接處產生受力和結構變化,從而致使壓力容器產生變形的情況。
1.2 切割過程中的問題
壓力容器的密封圈、大型法蘭的構成是鋼板坯料,一般情況下,在鋼板坯料切割后,由于受熱不均,會導致鋼板表面凹凸不平、且切削加工量不足,而且在熱切割作業過程中,還會使鋼板坯料數量下降,如果沒用進行適當地增加切割量,會導致壓力容器質量不達標。另外,在生產時,鋼材金屬等材質會融進氫原子,氫原子會造成機械性能的下降,導致容器壁嚴重腐蝕,這種危害往往在容器制造成型之后逐漸出現,致使壓力容器出現裂縫、變形的情況[1]。
1.3 材料焊接應力問題
焊接工藝在很大程度上是決定壓力容器的質量的關鍵因素,在焊接過程當中,由于焊接溫度高,易產生熱脹冷縮,如不及時處理,當焊接溫度場消失后,會產生焊接殘余應力,容易造成焊接出現裂紋和變形。焊接應力和變形會嚴重影響壓力容器的質量和功能。因此,在制造壓力容器必須要重視焊接技術的提高。
2 壓力容器變形的控制對策
2.1 原材料誤差控制對策
選用的原材料必須經過嚴格檢驗,所有材料必須經過測試才能夠投入使用,要避免劣質材料流入生產線,同時要注意檢測材料在各種環境下的變化,選擇高性能的材料,使其適應于壓力容器的制造。
(1)材料必須具有足夠的強度,塑性,韌性和穩定性。
(2)具有良好熱加工性和焊接性能,有腐蝕性介質的設備必須有良好的耐蝕性和抗氫性。
(3)在高溫狀態使用的設備要有良好的熱穩定性。在低溫狀態下使用的設備要考慮有良好的韌性。
2.2 壓力容器金屬焊接控制對策
(1)選擇正確的焊接方法,焊接變形程度與受熱狀況相關。受熱面積大,受熱不集中都會導致焊件的變形。在條件允許的情況下采用氣體保護焊,如CO2氣體保護焊。但是要注意當進行氣體保護焊時,風速大于2 m/s,不可以進行相關工作。
(2)焊接環境要額外注意,焊接材料的的儲存倉庫應保持干燥,相對濕度不得大于60%。在手工焊時,要注意風速,當風速大于10 m/s時,不可以實施手工焊接工作。在相對濕度大于90%時,也應該禁止工作[2]。
(3)要控制焊接電流電壓,焊接的電流電壓越大,焊件的受熱程度也會越高,變形的情況就會更嚴重。因此必須控制好焊接的電流和電壓,而且針對不同的焊接工作,要采用相對小規模的焊接。
2.3 壓力容器內應力控制對策
(1)可以利用熱處理來消除容器內應力來避免壓力容器變形。在熱處理的過程中,熱處理能夠消除冷作硬化,便于切削加工。具體方法可以將正火的部件進行加熱,并且按照每mm厚度1.5~2.5 min保溫時間出爐,進行空冷和風冷等。
(2)針對奧氏體不銹鋼可以進行固溶處理的方法,將部件進行加熱,使其達到1 000~1 150℃,將碳化物溶進奧氏體中,完成后要馬上將部件進行冷卻,冷卻要先進行2~3 min的保溫,再進行快速冷卻,而后要進行水冷和空冷[3]。
(3)焊接后進行熱處理,要達到消除應力的目的,必須在焊接工作之后進行熱處理,以保證壓力容器不會產生變形,所以需要消除焊接和冷作硬化的應力作用,防止產生焊接裂紋,解決方式可用先采用爐內整體消除應力方法,或者分段處理方法,即將其一端放置于爐內采取保溫手段防止溫度梯度的變化產生應力的影響。
(4)完善焊后熱處理工藝,要在爐溫在400℃以下才可以進行裝爐,保證其升溫速率、保溫時間按照標準規定進行[4]。
3 控制壓力容器變形實例分析
解決在焊接時產生應力與變形,可以采用變形法。提前估算焊接變形方向和大小,在焊接時對焊件做相對變形處理以抵消焊接變形,見圖1。
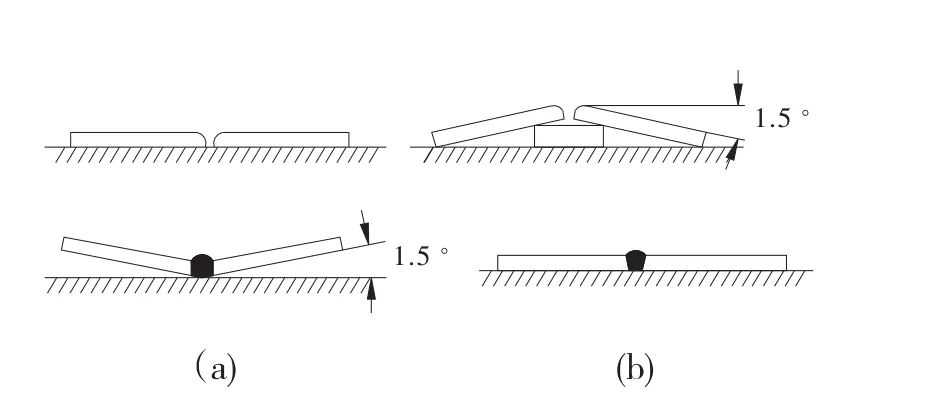
圖1 平板對接焊時反變形法
(a)是沒有經過變形處理的,焊后產生了變形,與(a)不同的是(b),提前做變形處理,焊后也會變形,因為采取反變形,相對方向變形后就達到了解決變形的目的[5]。
4 結束語
壓力容器在生產制造過程中,嚴格控制操作過程中的各個環節,規范相關操作流程。使產品真正符合質量標準,保證各個生產工藝都能夠按照相關要求與規定落到實處,采取有效措施及時控制變形問題,從而制造出標準的高質量的壓力容器。
[1]張金龍.研究怎樣控制壓力容器制造過程中的變形問題[J].山東工業技術,2017(2):28-29.
[2]艾孜木江,艾合買提.壓力容器制造過程中變形問題的控制對策分析[J].中國科技投資,2016(2):207.
[3]張友華.壓力容器制造過程中變形問題的控制對策探究[J].環球市場,2016(31):178-178.
[4]李永欣.壓力容器制造過程中常見的變形問題及控制對策[J].現代制造技術與裝備,2016(5):122-123.
[5]田錫唐.焊接結構[M].北京:機械工業出版社,1982:72-82.
Control countermeasure analysis of deformation problem existed during pressure vessel fabrication
Yang bo
(Machinery Factory of Daqing Petrochemical Company,Daqing 163714,China)
By analysis made to the aspects such as raw materials,cutting and welding,control countermeasure to the deformation problem of pressure vessel was adopted,and the practicality of the control countermeasure was verified in order to improve the fabrication quality and production efficiency of the products.
pressure vessel;deformation problem;control countermeasure
TH49
B
1671-4962(2017)04-0050-02
2017-06-09
楊波,男,助理工程師,2000年畢業于哈爾濱理工大學機電一體化專業,現從事壓力容器制造施工管理工作。
猜你喜歡
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
中華詩詞(2020年1期)2020-09-21 09:24:52
江蘇安全生產(2020年3期)2020-04-21 05:44:14
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
活力(2019年22期)2019-03-16 12:47:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
