汽輪機葉片焊接工藝研究
2017-09-08 08:35:40王威彪
黑龍江科學 2017年14期
劉 博,王威彪
(哈爾濱電氣股份有限公司,哈爾濱 150028)
汽輪機葉片焊接工藝研究
劉 博,王威彪
(哈爾濱電氣股份有限公司,哈爾濱 150028)
結合個人實踐工作經驗與相關參考文獻,以N100-90/535型產品為例,對汽輪機葉片發生斷裂的原因進行剖析發現,造成汽輪機末級葉片斷裂的重要原因就是應力腐蝕問題。制定相應焊接工藝,以期對汽輪機葉片實施及時的修復,提高經濟效益。
汽輪機葉片;斷裂;焊接工藝
1 研究資料
結合相關參考文獻,以哈爾濱汽輪機廠生產的N100-90/535型產品為例進行闡述,其主要參數如表1所示。

表1 基本參數
已知該汽輪機的末級葉片在1998-04斷裂了一片,其斷裂的葉片工作長度為665 mm,寬度為80~100 mm。葉片沿著進汽邊自上而下釬焊了8塊硬質合金,以此為基礎對氣流沖刷進行抵抗,其中硬質合金中的倒數第一塊與倒數第二塊恰恰與葉片斷裂位置相對應。
2 汽輪機葉片斷裂原因
2.1 斷口宏觀形貌分析
圖1是斷口的宏觀形貌,通過對其研究分析可以看到斷口表面已經呈現出了暗紅色,且已經被氧化銹蝕,進汽側是斷裂發生的起始區域,并以此為基礎橫向拓展,斷裂的擴展區域顆粒較為細小、平整,且具有脆性斷口特征。
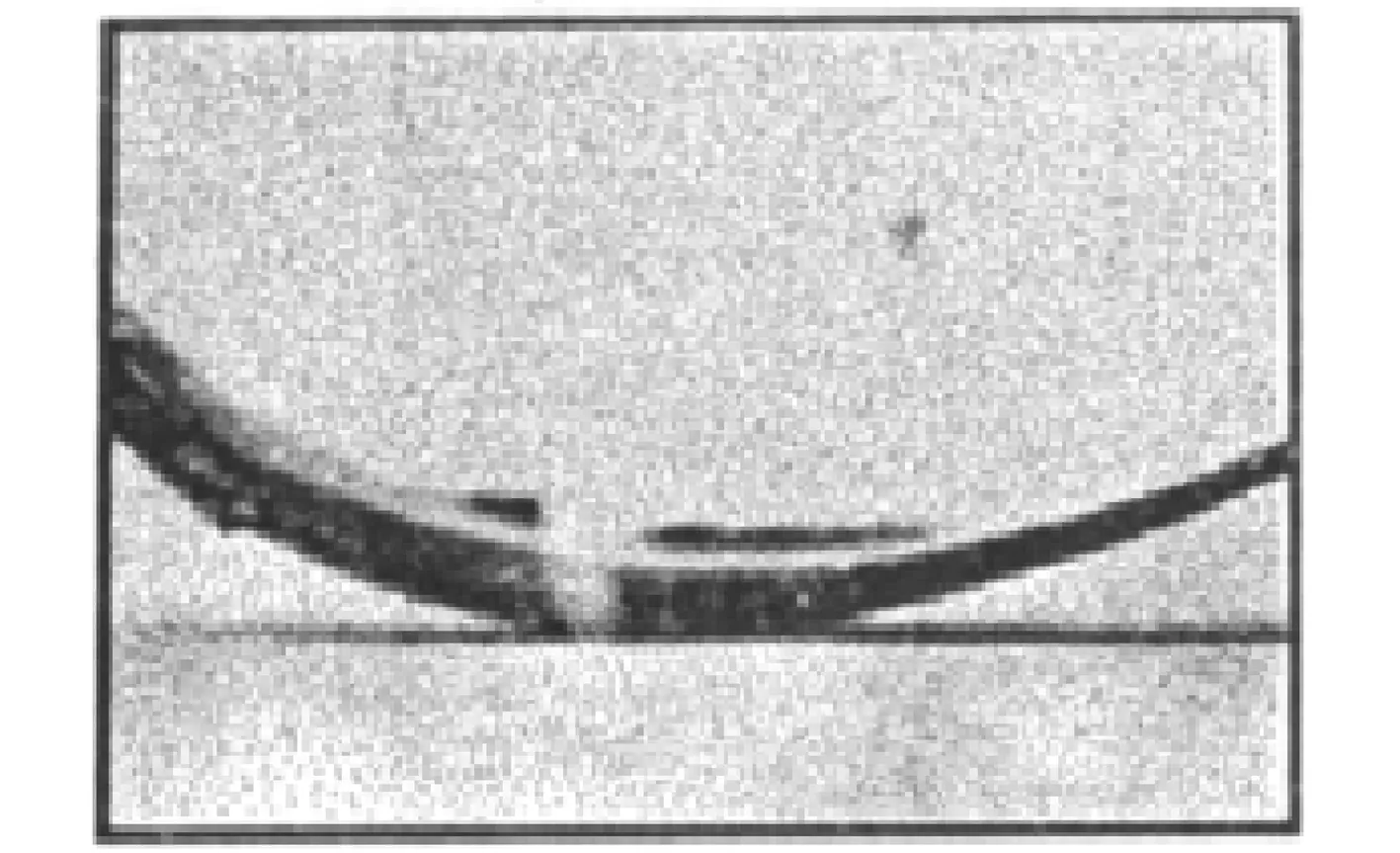
圖1 斷口的宏觀形貌Fig.1 The macroscopic morphology of the fracture
2.2 斷口微觀形貌分析
如若將斷口試樣放入到S360掃描電鏡的試驗艙內進行觀察則可以發現,釬焊材料與母材之間存有焊接裂紋,此處就是斷裂區域。斷口的表面有導體性較差的覆蓋物存在,使用WDX-3PC型波譜儀進行分析則可以發現,覆蓋物之中含有氧,且覆蓋層較厚,上面有龜裂,具備著應力腐蝕的典型特征。
2.3 汽輪機葉片斷裂原因
結合斷裂葉片的實際運行情況可以認為,汽輪機的末級葉片所處的工作環境溫度較低,蒸汽濕度較大,因此末級葉片要承受水滴的不斷沖蝕及濕蒸汽的不斷銹蝕。同時,3 000 r/min的高速度運轉和汽輪機葉片自身的重量,都會使葉片在長度方向產生巨大的拉應力,加之釬焊時所產生的焊接裂紋造成的應力集中問題,使得該區域內在高應力、腐蝕介質的共同作用下產生了機械電化學放映,最終使得葉片發生斷裂。
3 焊接修復工藝
3.1 焊接前的準備工作
A.對材料的化學成分進行分析。在材料化學成分的分析上,利用LinK-exl-Ⅱ型能譜儀,其分析結果見表2。通過對該化學成分的分析可以看到,葉片符合GB8732-88 2Crl3的基本標準,所以該葉片的材質應該為2Crl3。

表2 葉片的化學成分
B.對可焊性進行分析。選擇適合的焊接方法,因為2Crl3本身屬于馬氏不銹鋼,所以在焊接過程中其接頭部分極易發生冷冽紋、淬硬等問題,尤其是該鋼種成分的最大特點是會使組織處于馬氏體與鐵素體之間。焊接過程中,如若冷卻的速度較慢,那么焊縫區域就會產生較為粗大的鐵素體及碳化物,使整體的塑性與韌性被大大降低。如若冷卻的速度過快,那么焊縫區域就會產生較為粗大的馬氏體組織,使接頭的塑性與韌性大大降低。因此,為了確保接頭的韌性,就必須對冷卻速度進行嚴格的控制,即在進行焊接前實施必要的預熱工作,并且在焊接過程中嚴格控制熱輸入量。因為焊后組織之中往往會存在著馬氏體與貝氏體,所以在焊后應該進行必要的熱處理,使馬氏體與貝氏體都能夠轉變為索氏體。由于手工電弧焊是在氬氣的保護下進行的,所以在焊接過程中造成的合金元素燒損較少,熱量也較為集中,操作相對便利,故可采用手工氬弧焊。
C.焊接機具與焊接材料的選擇。在焊接機具的選擇上采用美國米勒公司SYNCROWAVE250型焊槍,鎢級2.5mm,JL-15型氬氣流量計,不超過15m的專用氬氣輸送皮管。為了能夠確保焊縫區域與材料性能保持一致,填充材料可采用H1Cr13焊絲,并截下另一個與斷裂葉片同樣材質、同樣規格的新葉片頂部作為修復焊接時的對接葉片。
D.焊接位置、坡口形狀、對口要求。應該選擇汽輪機葉片綜合應力最低的部位作為焊接位置。坡口采取X型,單側的坡口角度應該控制在25°~30°,應該隨著葉片厚度的增加而相應地增加坡口角度,對于最薄處可不開坡口。在對口上應該選擇專用的夾具。為了使葉片橫截面上局部有焊縫,在接葉片時應該選擇斜接方式,將角度控制在40°~60°。如圖2所示,將對口間隙控制在0.5~2 mm,且要避免出現錯口、彎折現象。在坡口兩側30 mm之內不得出現繡、水及油污。
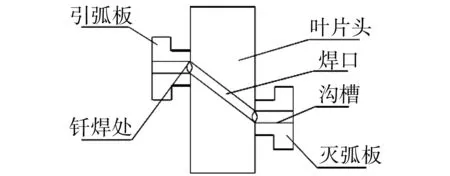
圖2 焊接前裝配圖Fig.2 Assembly diagram before welding
3.2 具體焊接工藝
為了盡可能降低殘余應力及熱影響區,在焊接過程中應該嚴格遵循表3中的焊接規范。
焊接前,應該用中性氧乙炔焰對坡口周圍的50 mm內實施均勻加熱,直至加熱溫度達到250℃,在整個加熱過程中還應該運用紅外線測溫儀器進行實時監測。為了方便焊接,應該將汽輪機葉片放在水平位置上。為確保熔池背面不會被氧化,可以在焊縫的背面由另外一個焊工使用同樣規格的氬氣實施保護,即焊槍與氬氣同步進行。除了打底層不容易被控制需要進行分段焊接以外,其余的焊道都應該一次焊接完成,從而有效降低焊頭數量。在焊接過程中,應該先焊接凸面。對于葉片較薄的部分,則應該使用單面焊雙面成型的加工方法。對于葉片較厚的部分,則應該使用多層焊的加工方法。為了防止焊縫表面被氧化,滅弧以后,還應該將焊槍停留在焊縫的紅熱之處8~10 s。
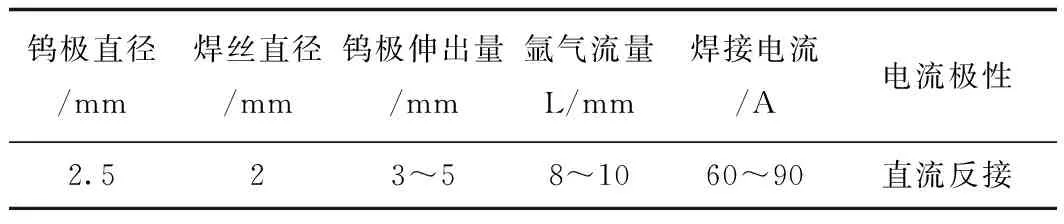
表3 焊接規范
3.3 進行熱處理
在焊接完成后,應該用石棉布包裹葉片與夾具,待到焊縫中心溫度降低到100℃以后,可用履帶式加熱片進行加熱處理。之后,去掉夾具,用手鋸鋸掉引弧板與滅弧板,并利用砂布將釬焊處打磨干凈。
3.4 焊接質量檢驗
成型的焊縫十分美觀,葉片并未出現明顯的變形問題。著色探傷表面并未出現裂紋。在焊縫區域、熱影響區域分別找3個點,對其硬度實施試驗,確定該硬度符合葉片焊接后焊縫區、熱影響區的硬度值規定。
4 結語
造成汽輪機末級葉片斷裂的重要原因就是應力腐蝕問題。為防止應力腐蝕問題的發生,應對蒸汽品質、濕度進行控制,從而降低蒸汽中的腐蝕介質濃度。運用上述闡述的焊接方法對葉片進行修復,不僅能避免更換葉片的人力、物力損失,還能避免對其他葉片造成損壞,具有一定的實用性,應加以深入研究與探討。
[1] 賈治.汽輪機葉片的焊接工藝[J].科技創新與應用,2014,(02):80.
[2] 侯世勇.665 mm汽輪機葉片斷裂原因分析及焊接修復[J].內蒙古電力技術,2001,(05):28.
[3] 趙建倉,楊富,曾富強,等.330 MW汽輪機末級葉片裂紋焊接修復工藝[J].電力設備, 2005,(10):59.
Study on welding technology of steam turbine blade
LIU Bo, WANG Wei-biao
(Harbin Electric Co., Ltd., Harbin 150028, China)
Based on the experience of individual practice and related references, taking N100-90/535 as an example, it is found that the main reason for the fracture of the turbine blade is the stress corrosion. To develop the corresponding welding process, it is hoped that steam turbine blades can be timely repaired to improve economic efficiency.
Steam turbine blade; Fracture; Welding process
2017-05-23
劉博(1982-),男,本科,工程師。
TK266
B
1674-8646(2017)14-0026-02
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
能源工程(2020年5期)2021-01-04 01:29:00
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24