PLC技術在收放卷自動張力控制上的應用
2017-09-06 14:09:44袁青英
科學與財富 2017年24期
袁青英

摘 要: 本文闡述了基于西門子S7200系列PLC實現恒張力控制的方案,詳細描述了對收放卷磁滯張力器控制的方法,給出了張力計算公式及PLC控制程序。
關鍵詞: S7-200PLC;磁滯張力器;張力控制
一、引言
在線纜行業,絞線工藝對收放卷張力要求較高,特別是數據傳輸電纜更是有嚴格的要求,否則影響節距的穩定性,從而無法保證數據傳輸的性能,目前我國籠式星形絞線機放卷較多采用帶繩類摩擦式阻尼作為張力源,由于放線盤放線力臂不一樣,無法保證空盤和滿盤放線張力一致性。
在絞制高端線纜時,只有保證收放卷張力的恒定,才能保證其絞線節距的穩定性,客戶急需一種可在線調節放卷張力大小的籠式星形絞線機,并能保證收放卷空盤和滿盤張力一致的控制系統。
二、控制系統
(1)控制系統組成
本控制系統由:磁滯張力器(MHB-303B),接近開關(PM12-04N),直流電源(NES-05-24),張力控制板(SCR-24V),西門子PLC(CPU-226)配模擬量輸出擴展模塊(EM232)和觸摸屏(TPC1061Ti)等組成;
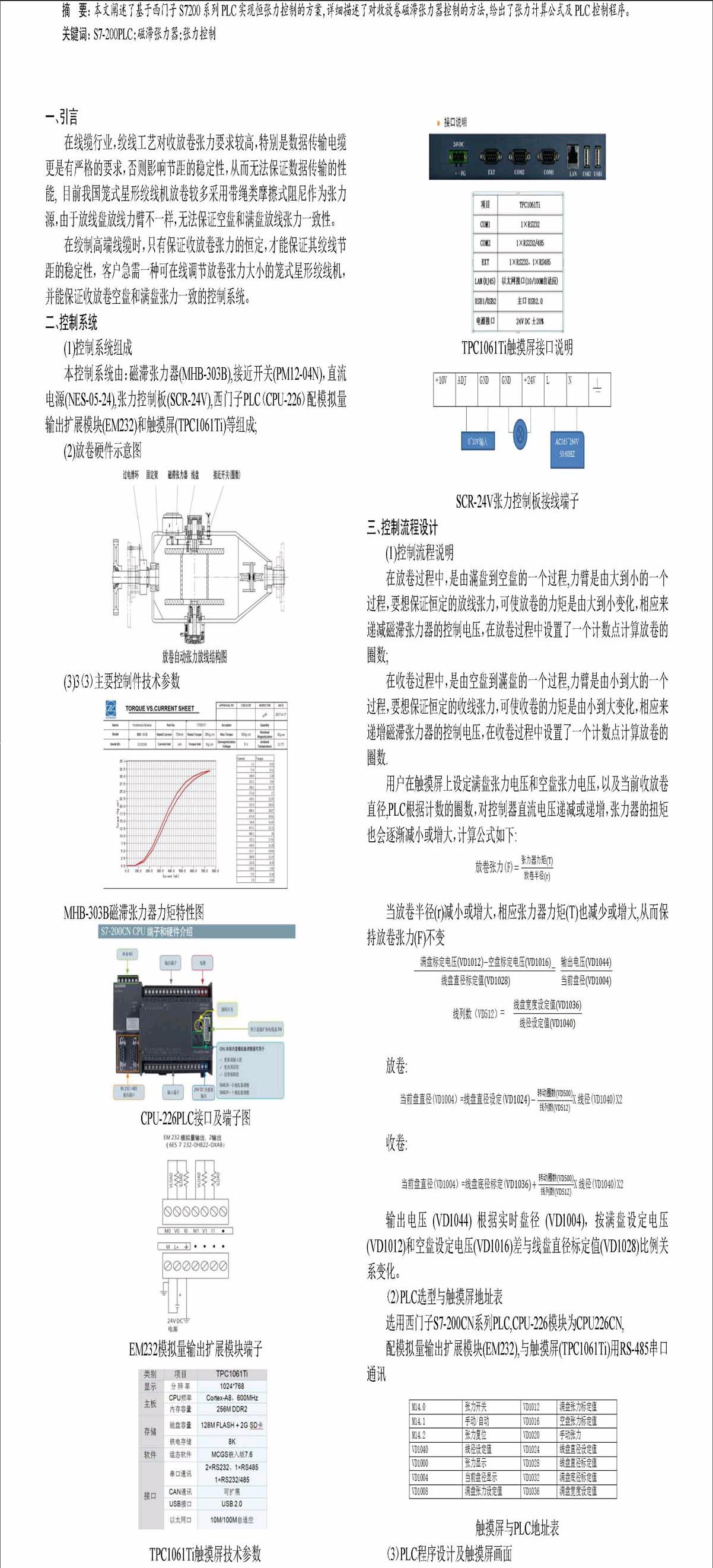
(2)放卷硬件示意圖
(3)3(3)主要控制件技術參數
三、控制流程設計
(1)控制流程說明
在放卷過程中,是由滿盤到空盤的一個過程,力臂是由大到小的一個過程,要想保證恒定的放線張力,可使放卷的力矩是由大到小變化,相應來遞減磁滯張力器的控制電壓,在放卷過程中設置了一個計數點計算放卷的圈數;
在收卷過程中,是由空盤到滿盤的一個過程,力臂是由小到大的一個過程,要想保證恒定的收線張力,可使收卷的力矩是由小到大變化,相應來遞增磁滯張力器的控制電壓,在收卷過程中設置了一個計數點計算放卷的圈數.
用戶在觸摸屏上設定滿盤張力電壓和空盤張力電壓,以及當前收放卷直徑,PLC根據計數的圈數,對控制器直流電壓遞減或遞增,張力器的扭矩也會逐漸減小或增大,計算公式如下:
當放卷半徑(r)減小或增大,相應張力器力矩(T)也減少或增大,從而保持放卷張力(F)不變
放卷:
收卷:
輸出電壓(VD1044)根據實時盤徑(VD1004),按滿盤設定電壓(VD1012)和空盤設定電壓(VD1016)差與線盤直徑標定值(VD1028)比例關系變化。
(2)PLC選型與觸摸屏地址表
選用西門子S7-200CN系列PLC,CPU-226模塊為CPU226CN,
配模擬量輸出擴展模塊(EM232),與觸摸屏(TPC1061Ti)用RS-485串口通訊
(3)PLC程序設計及觸摸屏畫面
四、結束語
本放卷自動張力控制系統,采用PLC演算的方式,結合觸摸屏人機交互式操作,解決了線纜絞制工藝上收放卷張力恒定的問題,為客戶解決了實際生產過程的問題,也為公司爭取了更多的訂單。
由于只是采用計算的方式間接控制張力,與實際張力要求還有一定的差距,下一步考慮張力檢測反饋控制的方式,但由于在旋轉體內,需解決離心力對張力檢測器的干擾.■
參考文獻
[1] 西門子(中國)有限公司自動化與驅動集團.<<深入淺出西門子S7200PLC>> 北京航空航天大學出版社2003-12.
[2] 西門子(中國)有限公司. <
[3] Siemens AG. <