帶液芯連鑄坯凝固過程凝固前沿動態(tài)施壓模型的開發(fā)
2017-09-06 02:15:37胡德林吳彥欣付建勛
上海金屬 2017年2期
張 明 胡德林 成 娟 吳彥欣 付建勛
(省部共建高品質(zhì)特殊鋼冶金與制備國家重點試驗室、上海市鋼鐵冶金新技術(shù)開發(fā)應用重點試驗室和上海大學材料科學與工程學院,上海 200072)
帶液芯連鑄坯凝固過程凝固前沿動態(tài)施壓模型的開發(fā)
張 明 胡德林 成 娟 吳彥欣 付建勛
(省部共建高品質(zhì)特殊鋼冶金與制備國家重點試驗室、上海市鋼鐵冶金新技術(shù)開發(fā)應用重點試驗室和上海大學材料科學與工程學院,上海 200072)
運用固定網(wǎng)格法開發(fā)帶液芯連鑄坯凝固前沿動態(tài)施壓模型,實現(xiàn)連鑄過程鋼水靜壓力的動態(tài)施加,并以此為基礎(chǔ)對連鑄坯凝固過程熱- 力耦合進行數(shù)值仿真。計算結(jié)果顯示,熱應力在鑄坯出結(jié)晶器進入足輥區(qū)后達到最大值,且鑄坯角部的熱應力值要遠高于其他位置。分析可知,鑄坯各部位的開裂危險區(qū)段不同,當局部熱應力值超過抗拉強度時易產(chǎn)生裂紋。角部熱應力最高產(chǎn)生裂紋傾向最大,這與鋼廠實際生產(chǎn)時鑄坯角部易產(chǎn)生裂紋缺陷的現(xiàn)狀相符。
連鑄坯 固定網(wǎng)格法 凝固前沿 鋼水靜壓力 熱- 力耦合
連鑄是一個鋼水連續(xù)充填、連續(xù)凝固的過程,在這個過程中鋼從液態(tài)轉(zhuǎn)變?yōu)楣虘B(tài),并伴隨著熱量的傳輸。連鑄實質(zhì)上是鑄坯傳熱和鋼水凝固的復雜過程[1]。連鑄過程中,在鋼水靜壓力、拉坯力、矯直力和熱應力等各種力的作用下,坯殼將產(chǎn)生各種復雜的變形[2]。這些熱和力的作用直接影響了鑄坯的質(zhì)量,使鑄坯的內(nèi)部質(zhì)量和形狀發(fā)生變化。
由于鋼鐵的連鑄生產(chǎn)過程環(huán)境復雜,高溫高濕條件惡劣,加上試驗檢測手段有限,數(shù)值仿真成為研究解決連鑄“黑匣子”的重要方法。數(shù)值仿真在時間成本與經(jīng)濟成本上優(yōu)勢明顯,可快速預測連鑄過程可能出現(xiàn)的各種問題,從而優(yōu)化連鑄工藝,減少產(chǎn)品缺陷。數(shù)值仿真與生產(chǎn)實際密切結(jié)合,可準確指導實際連鑄生產(chǎn)過程,從而提高鑄坯質(zhì)量及避免生產(chǎn)事故。
數(shù)值仿真在連鑄過程研究中得到廣泛的應用,可以研究連鑄過程中的流動、傳熱、傳質(zhì)[3]、凝固組織[4-5]、應力應變現(xiàn)象[6-7]。其中熱- 力耦合數(shù)值仿真的方法是研究連鑄裂紋缺陷的重要手段,對詮釋連鑄過程各種裂紋的參數(shù)具有重要意義。建立連鑄過程熱傳- 機械應力應變的數(shù)值仿真模型是準確計算連鑄坯凝固過程熱傳與熱應力的重要手段,但由于連鑄坯凝固過程涉及固、液兩種狀態(tài),隨著凝固的進行鑄坯的坯殼發(fā)生動態(tài)變化:固相區(qū)不斷增大、液相區(qū)不斷減小,因此如何處理凝固前沿的動態(tài)變化成為關(guān)鍵。開發(fā)建立帶液芯連鑄坯凝固過程中凝固前沿動態(tài)施壓模型,并基于此模型動態(tài)施加鋼水靜壓力,對于建立連鑄坯凝固過程熱- 力耦合模型具有重要意義。
金屬的液、固兩相具有完全不同的力學性能。固相區(qū)可以承受應力并傳遞應力,液相區(qū)能夠發(fā)生大的剪切變形而不產(chǎn)生應力,但卻能將鋼水靜壓力傳遞到坯殼凝固前沿。目前在連鑄坯應力場模型中,液相區(qū)和鋼水靜壓力的處理主要有以下途徑:
(1)剔除液芯法,根據(jù)連鑄坯溫度場計算結(jié)果剔除液芯單元,這樣鋼水靜壓力就很容易地以均布載荷的形式施加到新計算域的新表面,即凝固前沿上。這種做法直觀明了,也最合乎情理,為眾多連鑄坯應力場模型所采用[8-9];但其缺陷是,當凝固前沿隨著時間變化而不斷推進時,對于每個增量步,每計算完連鑄坯溫度場,就要判斷坯殼形狀,重新構(gòu)造計算域,工作量龐大,對于增量步分很細的熱- 力耦合分析幾乎不可能。
(2)固定網(wǎng)格法,把液相、固相區(qū)域當成一個整體加以考慮,整個計算過程中計算域的單元拓撲關(guān)系保持不變。通過修改鋼的力學參數(shù)隨溫度的變化關(guān)系來避免液相區(qū)內(nèi)產(chǎn)生剪切應力。通常當溫度超過液相線溫度時,將彈性模量降低幾個數(shù)量級,同時為進一步降低液相區(qū)內(nèi)可能產(chǎn)生的應力,通過修改熱膨脹系數(shù)使固相線以上熱應變?yōu)榱恪oitra[10]和Thomas[11-12]把鋼水靜壓力以內(nèi)部邊界條件的形式施加到凝固前沿適當節(jié)點上,單元網(wǎng)格保持不變,但需要作凝固前沿節(jié)點的判斷,工作量龐大。Kristiansson[13]通過對溫度值高于某一規(guī)定溫度的單元賦予零剛度,并對相應的節(jié)點作零位移約束,可使機械體應變保持為零,體積熱應變?nèi)匀槐A簟5摲椒ú荒芸紤]施加在凝固前沿的鋼水靜壓力。
“固定網(wǎng)格法”物理意義上不及“剔除液芯法”合理,但簡單易行,計算精度也可滿足模擬的精度要求。本文擬基于有限元通用分析軟件 MSC.Marc,運用固定網(wǎng)格法開發(fā)帶液芯連鑄坯凝固過程固液界面的動態(tài)施壓模型,實現(xiàn)連鑄過程鋼水靜壓力的動態(tài)施加,并以此為基礎(chǔ)針對某廠生產(chǎn)工藝條件對連鑄坯凝固過程進行熱- 力耦合數(shù)值仿真。
1 凝固前沿動態(tài)判別及鋼水靜壓力施加
在鑄坯凝固過程中,隨著溫度降低,凝固前沿不斷向鑄坯內(nèi)部推進,因此,始終作用在凝固前沿的鋼水靜壓力也將隨之跟進。采用“固定網(wǎng)格法”對液相區(qū)進行處理,通過幾何離散化過程對液、固區(qū)域不加區(qū)分,計算過程中計算域的單元拓撲關(guān)系保持不變。對材料的熱物理性能參數(shù)和力學參數(shù)進行如下處理:當溫度超過液相線溫度時,將彈性模量降低4~5個數(shù)量級且不為零,同時修改熱膨脹系數(shù)使固相線以上應變?yōu)榱恪?/p>
計算鑄坯凝固進程時,在每一時間增量步中均根據(jù)溫度場計算結(jié)果找出當前的凝固前沿,然后在相應的單元上施加鋼水靜壓力載荷。
其中以固相率fs=0.8 位置作為凝固前沿,在此位置上施加鋼水靜壓力,如圖 1 所示。
由圖 1 可知,凝固前沿不可能恰好完全落在某個節(jié)點上,它們會相應地穿過單元內(nèi)部,因此本模型定義溫度值高于T80(固相率80%對應的溫度)的節(jié)點為“液態(tài)節(jié)點”,溫度值低于T80的節(jié)點為“固態(tài)節(jié)點”。同時根據(jù)每個單元4個節(jié)點的可能類型將鑄坯中的單元劃分成三類:4個節(jié)點均為液態(tài)節(jié)點時定義為液相區(qū)單元;4個節(jié)點均為固態(tài)節(jié)點時定義為固相區(qū)單元;4個節(jié)點不同時都是固態(tài)節(jié)點或液態(tài)節(jié)點時定義為兩相區(qū)單元。
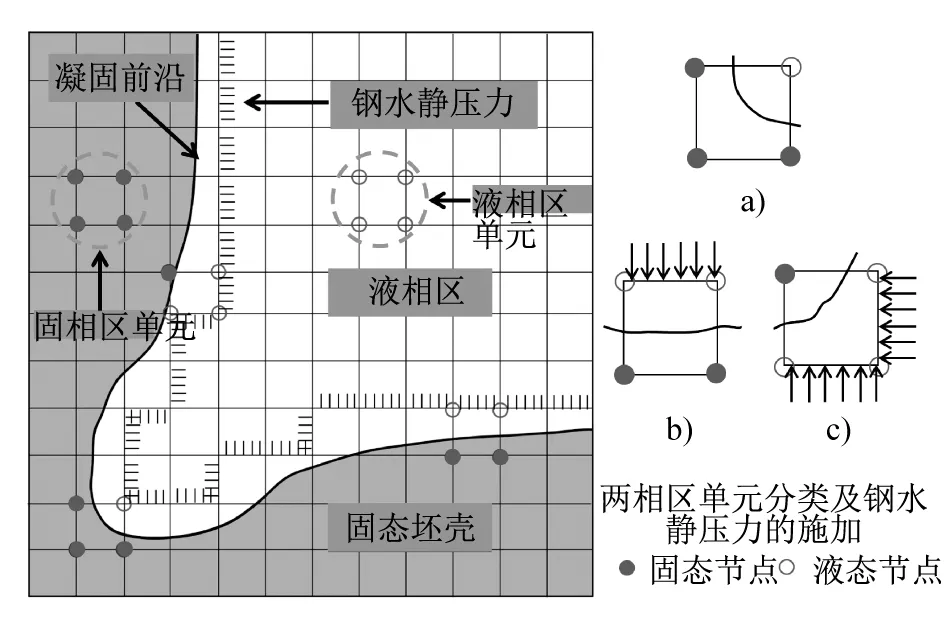
圖1 凝固前沿與鋼水靜壓力施加位置定義
其中根據(jù)液態(tài)節(jié)點的個數(shù),又將兩相區(qū)分為3類,如圖 1 所示。模型運算過程中,每個計算步均對各個單元判斷是否需要施加鋼水靜壓力。如果單元是液相區(qū)單元或固相區(qū)單元,則不施加鋼水靜壓力。對于兩相區(qū)單元, 只在兩個節(jié)點都是液態(tài)節(jié)點的邊上施加鋼水靜壓力。采用上述方法,可在保持計算域網(wǎng)格不變的情況下把鋼水靜壓力施加到凝固前沿上,并采用 MSC.Marc軟件所提供的用戶子程序 FORMS 進行二次開發(fā)來施加鋼水靜壓力。對于立式連鑄機模型中鋼水靜壓力的計算公式如式(1)所示:
(1)
式中:P為鋼水靜壓力,MPa;ρ為鋼液的密度,kg·m-3;g為重力加速度,m/s2;χ為距離連鑄機彎月面的距離,m。
2 模型應用實例
采用立式連鑄機生產(chǎn)雙相不銹鋼,夾雜物易于上浮、鑄坯質(zhì)量均勻。現(xiàn)以A鋼廠立式連鑄機生產(chǎn)雙相不銹鋼為例,基于上述開發(fā)的凝固前沿動態(tài)施壓模型,以全連鑄坯為計算域,進行立式連鑄的熱- 力耦合數(shù)值仿真計算。
A 鋼廠的立式連鑄機引進自奧鋼聯(lián)(VAI),主要工藝參數(shù)如下:鑄坯寬度1.3 m、厚度0.15 m;鋼液過熱度30 ℃;鑄機拉速1.0 m/min;結(jié)晶器及二冷區(qū)冷卻水量如表1所示。雙相不銹鋼的熱膨脹系數(shù)和抗拉強度曲線如圖2所示。
計算溫度場時,考慮鑄坯與夾輥的接觸傳熱,通過施加隨時間變化的冷卻邊界條件來模擬鑄坯的冷卻;根據(jù)溫度場計算結(jié)果,確定應力場計算所對應的熱載荷和材料高溫力學參數(shù);再通過應力場計算,獲得鑄坯在熱載荷和二冷區(qū)夾輥接觸力共同作用下的變形場。如此不斷反復,交替計算溫度場和應力場,直到所模擬鑄坯離開連鑄機。鑄坯特征點(寬面中心、窄面中心、角部)處的熱應力隨距彎月面距離的變化曲線如圖3所示。

表1 連鑄機冷卻水量信息表
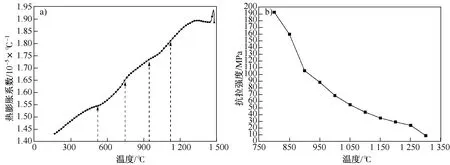
圖2 雙相不銹鋼的熱膨脹系數(shù)和抗拉強度隨溫度變化曲線

圖3 鑄坯特征點處熱應力分布曲線
從圖3中可以看出,熱應力在鑄坯出結(jié)晶器進入足輥區(qū)后達到最大值,角部熱應力值高達200 MPa,鑄坯表面的寬面及窄面中心熱應力值也達到75 MPa左右。在二冷每段過渡時,由于兩段的冷卻強度不同,使得鑄坯表面溫度回升,熱應力均有上升并出現(xiàn)小的峰值。總體來看,鑄坯角部的熱應力值遠高于鑄坯其他位置的熱應力值。
然而單從鑄坯的熱應力值無法判斷鑄坯是否開裂,為此通過分析鑄坯特征點處距彎月面不同距離的溫度,對應雙相不銹鋼抗拉強度隨溫度變化的曲線,繪制出鑄坯距彎月面不同距離的抗拉強度變化曲線,最后得到鑄坯不同位置熱應力與抗拉強度對比圖,如圖4~6所示。
鑄坯在距彎月面 1 m左右存在一個熱應力變化劇烈且峰值較大的區(qū)域。這是因為結(jié)晶器的激冷作用使坯殼快速形成,坯殼內(nèi)外溫差很大,坯殼內(nèi)部進行凝固收縮,同時鑄坯出結(jié)晶器后冷卻強度下降,表面溫度快速回升使得坯殼外表面膨脹,內(nèi)外體積變化的差異導致坯殼表面熱應力快速上升。熱應力在鑄坯出結(jié)晶器進入足輥區(qū)后達到最大值,窄面中心熱應力值已經(jīng)接近抗拉強度,寬面中心及角部熱應力值甚至超過抗拉強度,此時若鑄坯表面支撐和夾持不良而產(chǎn)生鼓肚力和機械應力,這些應力總和超過鑄坯高溫強度時鑄坯表面將產(chǎn)生裂紋。

圖4 鑄坯寬面中心熱應力與抗拉強度對比圖

圖5 鑄坯窄面中心熱應力與抗拉強度對比圖
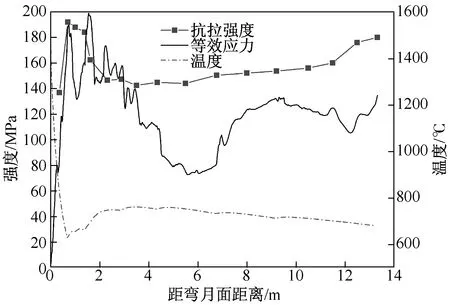
圖6 鑄坯角部熱應力與抗拉強度對比圖
鑄坯通過足輥段后厚度逐漸增加,并且冷卻強度下降,鑄坯表面回溫減小,熱應力逐漸下降。如圖4所示,鑄坯寬面中心在距彎月面4~6 m范圍內(nèi),出現(xiàn)了熱應力劇烈變化的區(qū)域。該區(qū)域出現(xiàn)的位置對應于鑄坯中心鋼液開始進入兩相區(qū)的位置,由熱膨脹系數(shù)曲線可知,材料進入兩相區(qū)后,熱膨脹系數(shù)急劇增大。鑄坯中心較大體積的液相開始固液相變時,體積收縮量較大,鑄坯內(nèi)外的體積收縮速率不同,使得鑄坯熱應力升高并不斷接近抗拉強度,極易導致鑄坯開裂。
但此時鑄坯角部并沒有出現(xiàn)如鑄坯寬面中心處的熱應力劇烈變化區(qū)域(見圖5),這是由于鑄坯中心進行固液相變時,角部及窄面已凝固鑄坯較厚且強度較高,所以相較于寬面,鑄坯中心固液相變對于角部的熱應力影響較小,且此時角部熱應力遠小于其抗拉強度,鑄坯產(chǎn)生裂紋可能性很小。
由以上分析可知,鑄坯出結(jié)晶器后內(nèi)外溫差較大,坯殼內(nèi)部進行凝固收縮,同時鑄坯在足輥區(qū)冷卻強度下降,表面溫度快速回升而使得坯殼外表面膨脹,內(nèi)外體積變化的差異使得坯殼表面熱應力快速上升,其值接近甚至超過抗拉強度,此時鑄坯極易開裂;之后鑄坯中心鋼液開始進入兩相區(qū),由于較大體積的固液相變造成體積劇烈變化,鑄坯寬面出現(xiàn)熱應力劇烈變化區(qū)域,同樣易使鑄坯產(chǎn)生裂紋。上述結(jié)果也印證了該廠雙相不銹鋼的角部裂紋比例高(大于15%)的原因。
3 總結(jié)
(1)采用固定網(wǎng)格法開發(fā)了帶液芯連鑄坯凝固過程凝固前沿動態(tài)施壓模型,并以二次開發(fā)的子程序?qū)崿F(xiàn)了連鑄過程鋼水靜壓力的動態(tài)施加,并以此為基礎(chǔ)對連鑄坯凝固過程進行熱- 力耦合數(shù)值仿真。結(jié)果顯示,鑄坯熱應力在鑄坯出結(jié)晶器進入足輥區(qū)后達到最大值,角部熱應力值高達200 MPa,寬面及窄面中心熱應力值達75 MPa,且鑄坯角部的熱應力值要遠高于鑄坯其他位置的熱應力值。
(2)雙相不銹鋼鑄坯各部位的開裂危險區(qū)段不同。鑄坯在出結(jié)晶器進入足輥區(qū)后,由于凝固坯殼內(nèi)外體積變化的差異使得鑄坯整體熱應力值很高;鋼液在開始進入兩相區(qū)時由于材料的熱膨脹性,鑄坯寬面熱應力發(fā)生劇烈變化并急劇升高。這兩個區(qū)域的鑄坯寬面及角部熱應力值最高,產(chǎn)生裂紋傾向最大,這與鋼廠實際生產(chǎn)時鑄坯角部容易產(chǎn)生裂紋缺陷的現(xiàn)狀相符。
[1] 蔡開科.連續(xù)鑄鋼[M].北京:科學出版社,1990.
[2] 蔡開科,程士富.連續(xù)鑄鋼原理與工藝[M].北京:冶金工業(yè)出版社,1994.
[3] YANG J W, DU Y P, CUI X C, et al. 3- D coupled numerical simulation for flowing distribution and temperature distribution in beam blank continuous casting process[J]. Acta Metallurgica Sinica, 2001, 37(7): 767- 771.
[4] DONG H B, LEE P D. Simulation of the columnar- to- equiaxed transition in directionally solidified Al- Cu alloys[J]. Acta Materialia, 2005, 53(3): 659- 668.
[5] KERMANPUR A, VARAHRAM N, DAVAMI P, et al. Thermal and grain- structure simulation in a land based turbine blade directionally solidified with the liquid metal cooling process[J]. Metallurgical and Materials Transactions B- Process Metallurgy and Materials Processing Science, 2000, 31(6): 1293- 1304.
[6] NA X Z, XUE M, ZHANG X Z, et al. Numerical simulation of heat transfer and deformation of initial shell in soft contact continuous casting mold under high frequency electromagnetic field[J]. Journal of Iron and Steel Research International, 2007, 14(6): 14- 21.
[7] MAJCHRZAK E. Numerical simulation of continuous casting solidification by boundary element method[J]. Engineering Analysis with Boundary Elements, 1993, 11(2): 95- 99.
[8] WEINER J H, BOLEY B A. Elasto- plastic thermal stresses in a solidifying body[J]. Journal of the Mechanics and Physics of Solids, 1963, 11(3): 145- 154.
[9] ZHANG X B, XIAO L P, WANG J N. Mathematical model of formation of air gap in continuous casting mold[C]//The International Conference on Modelling and Simulation in Metallurgical Engineering and Materials Science. Beijing: Metallurgical Industry Press,1996: 385- 389.
[10] MOITRA A. Thermo- mechanical model of steel shell behavior in continuous slab casting[D]. Urbana- Champaign:University of Illinois at Urbana- Champaign, 1993.
[11] THOMAS B G. Modeling of the continuous casting of steel- past, present, and future[J]. Metallurgical and Materials Transactions B, 2002, 33(6): 795- 812.
[12] THOMAS B G, LI G, MOITRA A, et al. Analysis of thermal and mechanical behavior of copper molds during continuous casting of steel slabs[J]. Iron and Steelmaker(USA), 1998, 25(10): 125- 143.
[13] KRISTIANSSON J O. Thermal stresses in the early stage of solidification of steel[J]. Journal of Thermal Stresses, 1982, 5(3/4): 315- 330.
收修改稿日期:2016- 07- 28
Modeling of Solidification Frontier Dynamic Pressure in the Solidification Process of Continuous Cast Slab with Liquid Core
Zhang Ming Hu Delin Chen Juan Wu Yanxin Fu Jianxun
(State Key Laboratory of Advanced Special Steel & Shanghai Key Laboratory of Advanced Ferrometallurgy & School of Materials Science and Engineering, Shanghai University, Shanghai 200072, China)
The model of solidification frontier dynamic pressure in the solidification process of continuous cast slab with liquid core was developed by the fixed mesh method. The dynamic simulation of the solidification process of the continuous casting slab was carried out based on the dynamic application of ferrostatic pressure. The calculated results showed that the thermal stress reached the maximum after the slab get out the mold and enter the foot roller zone, and the thermal stress value at the corner of the slab was much higher than that of the other locations of the slab. Analysis of the results showed that different parts of the slab have the different cracking hazard trend. When the local thermal stress exceeding the tensile strength, the slab surface was easy to crack. Thermal stress at the corner of slab has the highest tendency to crack, which was consistent with the status quo that the corner of slab in the factory production has the most defects.
continuous cast slab,fixed mesh method,solidification frontier,ferrostatic pressure,thermo- machnical coupling
國家自然基金(No.51671124、No.51474142);上海市東方學者人才計劃(2012)
張明(1991—2016),男,碩士,從事連鑄過程數(shù)值仿真研究
付建勛,男,博士,教授,博導,東方學者,主要從事鋼鐵冶煉與連鑄技術(shù)研究,Email:fujianxun@shu.edu.cn