一種哈夫模鎖模力的計算
2017-09-06 05:47:12林王仲
鍛壓裝備與制造技術(shù) 2017年3期
林王仲
(溫州技師學(xué)院,浙江 溫州 325000)
一種哈夫模鎖模力的計算
林王仲
(溫州技師學(xué)院,浙江 溫州 325000)
本文介紹了一種哈夫模鎖模力的設(shè)計計算。通過對制件的工藝分析,思考設(shè)計難點(diǎn),重點(diǎn)介紹模具鎖緊力設(shè)計過程。通過制件工藝分析,計算出最適合的鎖緊力。
哈夫模;鎖模力;側(cè)向鎖模力;計算;設(shè)計
近年來,塑料模具的技術(shù)水平及發(fā)展進(jìn)程十分迅速,而自動化、長壽命、高效率、精密模具在塑料模具中的應(yīng)用呈上升趨勢。模具是限定生產(chǎn)對象的形狀和尺寸的裝置。隨著塑料成型工藝的不斷改進(jìn)與發(fā)展,現(xiàn)代生產(chǎn)中,合理的加工工藝、高效的設(shè)備、先進(jìn)的模具是必不可少的三項重要因素,尤其模具對實(shí)現(xiàn)材料加工工藝要求、塑料制件的使用要求和造型設(shè)計對國民經(jīng)濟(jì)的發(fā)展起著重要的作用。
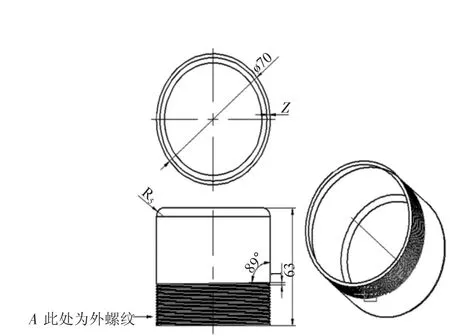
圖1 護(hù)殼上蓋示意圖
機(jī)械加工尤其是普通銑床和數(shù)控銑床加工中用到的盤銑刀都有一個塑料護(hù)殼,其作用為在運(yùn)輸過程和平時的維護(hù)保養(yǎng)中起保護(hù)作用。現(xiàn)以該護(hù)殼(上蓋)成形為例,如圖1所示,所使用材料為聚碳酸酯(PC),收縮率0.5%~0.7%,計算時取平均值0.6%。其結(jié)構(gòu)為一個長筒殼類帶外螺紋的塑料制件。其外形尺寸?70mm×63mm,質(zhì)量為247g。聚碳酸酯是一種高透明度、非晶體工程材料,外觀透明微黃,剛硬而帶有韌性,具有特別好的抗沖擊強(qiáng)度、熱穩(wěn)定性,光澤度好,且有抑菌特性、阻燃特性以及抗污染性,但其耐疲勞強(qiáng)度差、耐磨性不好,且對缺口敏感,應(yīng)力開裂性能差,主要適用于轎車和輕卡車的各種零件和需較好熱穩(wěn)定性和沖擊強(qiáng)度的塑件。
該護(hù)殼(上蓋)模具設(shè)計較難處為A螺紋處,其結(jié)構(gòu)無法通過普通上下模具直接開模取出。經(jīng)分析采用哈夫模結(jié)構(gòu)設(shè)計,解決其無法脫模問題。但哈夫模結(jié)構(gòu)復(fù)雜,制造精度較高,加大了模具設(shè)計與制造難度。本文只針對此制件哈夫模結(jié)構(gòu)的鎖模力進(jìn)行研究。哈夫模模具結(jié)構(gòu)設(shè)計如圖2所示。
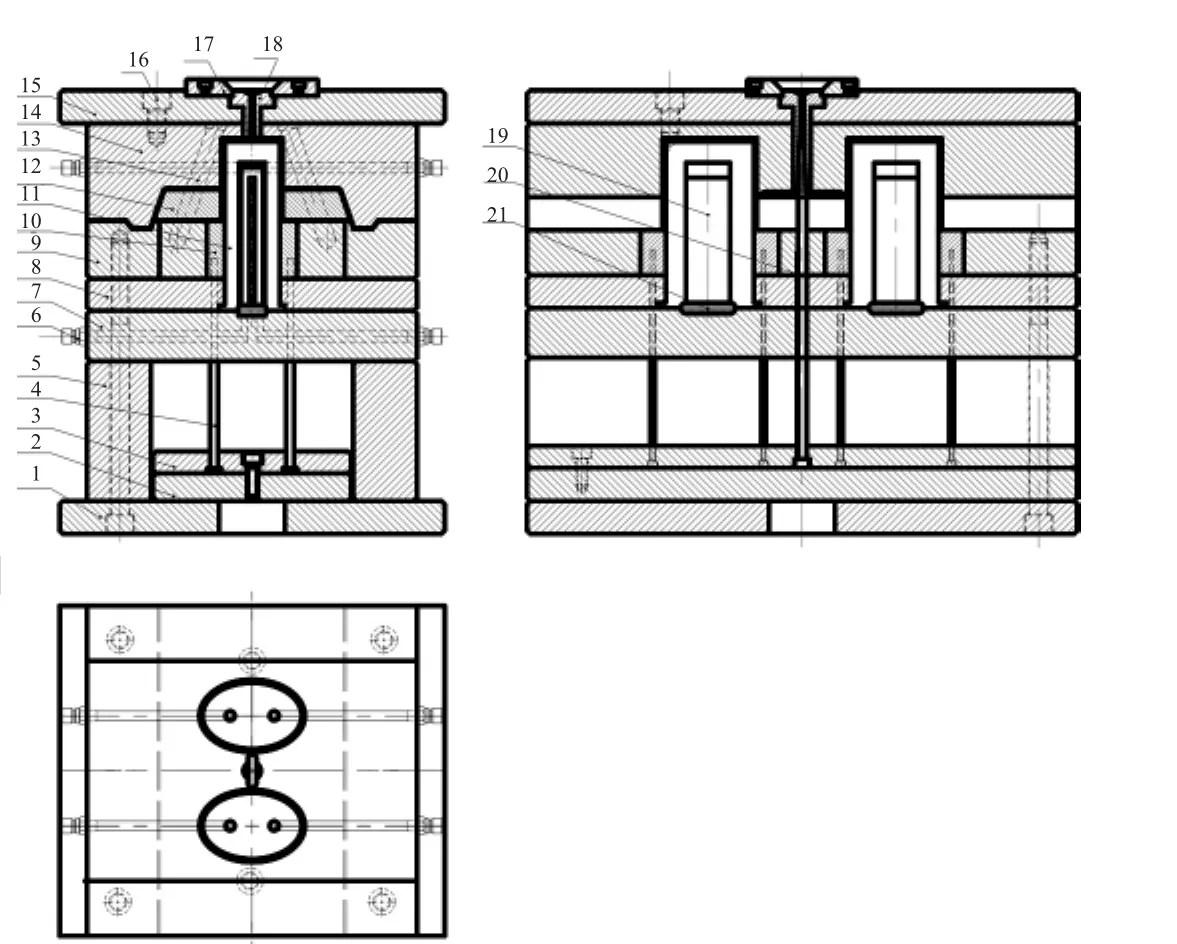
圖2 哈夫模模具結(jié)構(gòu)圖
鎖模力是指注塑機(jī)模具施加的最大夾緊力,又被稱為合模力。注塑機(jī)在注塑時,熔料經(jīng)料筒、噴嘴、澆注系統(tǒng)后進(jìn)入型腔。其中,一部分注塑壓力損失在噴嘴、澆注系統(tǒng)上,剩下的壓力則成為型腔內(nèi)熔體壓力,常稱作模腔壓力。而鎖模力則是防止模具不會被這種壓力所產(chǎn)生的漲模力頂開而設(shè)計的夾緊力。
鎖模力應(yīng)保證大于等于模腔壓力P(kg/cm2)與最大投影面積A(cm2)的乘積,即F≥P×A。鎖模力是注塑機(jī)的一個重要的工作參數(shù),一定程度上反映了注塑機(jī)加工塑件能力的大小。所以,也用最大鎖模力作為注塑機(jī)成型機(jī)規(guī)格的標(biāo)稱。
計算鎖模力有兩個重要因素,分別為投影面積A、模腔壓力P。投影面積A是沿模具開合所能看到的最大面積,與塑件復(fù)雜程度無關(guān),只看其在分型面上的最大輪廓投影;模腔壓力P受以下因素影響:澆口數(shù)目和位置、澆口尺寸、制件壁厚、使用的塑料粘度特性、進(jìn)料速度等。模腔壓力P取決于壁厚、流程與壁厚的比例,可參考檢驗數(shù)據(jù)如圖3所示,P=P0×K,K為塑料的流動系數(shù),可由表1查得。

圖3 流程長度與壁厚比例

表1 流動系數(shù)對照表
鎖模力F計算公式
式中:F——必要鎖模力,t;
P——模腔壓力,kg/cm2;
A——模內(nèi)總投影面積,cm2;
P0——模腔基本壓力,kg/cm2;
K——流動系數(shù)。
F注塑機(jī)>F
護(hù)殼(上蓋)產(chǎn)品帶有外螺紋,使用普通三板模無法對其進(jìn)行脫模。采用哈夫模結(jié)構(gòu),模具分型面在制品中間垂直面,計算鎖模力時就必須考慮分型面上鎖模力的大小。分型面上的鎖模力是由注塑機(jī)的鎖模力通過斜面提供的分力,即為側(cè)向鎖模力。側(cè)向鎖模力是鎖模力F在向下的力時通過鎖緊塊角度對滑塊產(chǎn)生的側(cè)向擠壓力Fc,其計算公式

式中:FC——側(cè)向鎖模力;
β——鎖緊塊上側(cè)向鎖緊力與鎖緊力間產(chǎn)生的夾角;
F——必要鎖緊力。
根據(jù)上模結(jié)構(gòu),塑件外徑70mm,壁厚1.6mm~2.04mm,使用澆口形式為側(cè)澆口設(shè)計。經(jīng)計算,流道最長流程為105mm,制件最長流程為35.2/2+63.4=81mm,塑料的最長流程=流道最長流程+制件最長流程,即105mm+81mm=186mm。
熔體流動阻力最大處在壁厚最薄的位置,如圖4所示,因此,在計算注射壓力時應(yīng)考慮使用1.6mm這一數(shù)值。
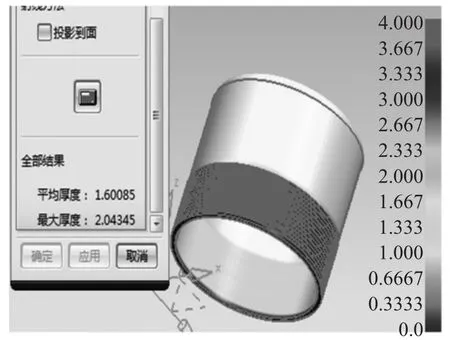
圖4 流動阻力示意圖
流程/壁厚=熔料最長流程/最薄零件壁厚=186/1.6
由圖3可查得1.6mm壁厚流程/壁厚比186:1的模腔壓力為:
模腔基本壓力×流動系數(shù)K=300Pa×1.7~2.0=510Pa~600Pa
由表1可知,聚碳酸酯(PC)塑料的流動系數(shù)為1.7~2.0。因為不同的粘度反映在模腔壓力上,為確保其使用安全,取2.0流動系數(shù),故本次使用聚碳酸酯(PC)塑料的產(chǎn)品制件的模腔壓力應(yīng)為:

由圖4可知,護(hù)殼(上蓋)產(chǎn)品制件直徑70mm,通過平均值法(國際法)計算,型腔內(nèi)型尺寸為70.47mm,制件投影面積為70mm×60mm2。護(hù)殼(上蓋)產(chǎn)品模具為一模兩腔,所以制件投影面積數(shù)值A(chǔ)=2×70×60(mm2)。護(hù)殼(上蓋)鎖模力 F 為:

護(hù)殼(上蓋)的側(cè)向鎖模力Fc計算。模具所使用的鎖緊塊夾角為30°,如圖5所示,注塑機(jī)對模具產(chǎn)生鎖模力F時,通過鎖緊塊夾角30°,對模具側(cè)面產(chǎn)生一個擠壓力,使滑塊對產(chǎn)品制件生成一個側(cè)向的鎖模力Fc。根據(jù)三角函數(shù)關(guān)系,得出側(cè)向鎖模力公式:
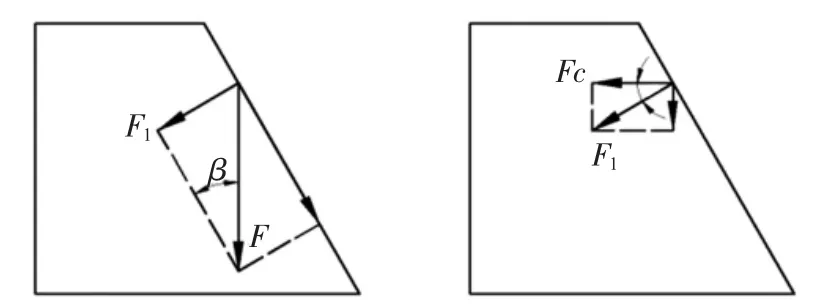
圖5 側(cè)向鎖模力計算
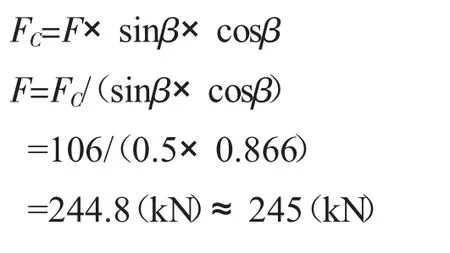
根據(jù)上面所得的鎖模力數(shù)值245kN,可以確定其為小型模具。而在選擇注塑機(jī)時,模具的鎖模力應(yīng)該不超過選用注塑機(jī)的額定鎖模力的80%,所以應(yīng)最少選擇額定鎖模力大于等于307kN。
注塑機(jī)鎖模力是合理選擇注塑機(jī)的重要數(shù)據(jù)之一,關(guān)系到模具在合模進(jìn)料時所產(chǎn)生的型腔壓力和漲型力不會沖出模具,傷害到操作工人,同時也是保證塑料制品質(zhì)量的一個先決條件,設(shè)計時應(yīng)予以重點(diǎn)計算。本文的研究可為合理選擇注塑機(jī)提供參考依據(jù)。
[1]張維合.注塑模具設(shè)計實(shí)用教程[M].北京:化學(xué)工業(yè)出版社,2011.
[2]李 維.模具設(shè)計師:注塑模[M].北京:中國勞動社會保障出版社,2009.
[3]李 奇.塑料成型工藝與模具設(shè)計[M].北京:中國勞動社會保障出版社,2006.
[4]單 巖.MOLDFLOW立體詞典:塑料模具成型分析與優(yōu)化設(shè)計[M].杭州:浙江大學(xué)出版社,2011.
[5]李 澄.機(jī)械制圖[M].北京:高等教育出版社,1997.
[6]徐茂功,桂定一.公差配合與技術(shù)測量[M].北京:機(jī)械工業(yè)出版社,2005.
[7]葉曙光.機(jī)械基礎(chǔ)知識[M].溫州:溫州機(jī)電技師學(xué)院,2009.
[8]賈亞洲.金屬切削機(jī)床概論[M].北京:機(jī)械工業(yè)出版社,1996.
[9]吳明友.數(shù)控銑削[M].沈陽:遼寧科學(xué)技術(shù)出版社,2010.
[10]楊海鵬.模具設(shè)計與制造實(shí)訓(xùn)教程[M].北京:清華大學(xué)出版社,2011.
Design of a kind of shell tool and calculation of clamping force
LIN Wangzhong
(Wenzhou Technician Institute,Wenzhou 325000,Zhejiang China)
Design and calculation of upper segment tool clamping force have been introduced to the diskmill cutter protection shell in the text.By analysis of technical process of the plastic part and design difficulty,the design process of upper tool clamping force for disk-mill cutter protection shell has been mainly introduced.By analysis of technical process for plastic part,the most suitable clamping force for disk-mill cutter protection shell tool has been calculated.
Segment tool;Tool clamping force;Side tool clamping force
TG241
B
10.16316/j.issn.1672-0121.2017.03.024
1672-0121(2017)03-0083-03
2016-12-19;
2017-02-22
林王仲(1981-),男,講師,從事模具結(jié)構(gòu)設(shè)計研究