聚合物連注連軋成型中軋輥熱平衡仿真分析
2017-09-03 08:42:47王海雄呂永虎李積彬
中國塑料 2017年8期
王海雄,呂永虎,李積彬
(1.桂林理工大學機械與控制工程學院,廣西 桂林 541004;2.深圳大學深圳市模具先進制造技術重點實驗室,廣東 深圳 518060)
聚合物連注連軋成型中軋輥熱平衡仿真分析
王海雄1,呂永虎2,李積彬2
(1.桂林理工大學機械與控制工程學院,廣西 桂林 541004;2.深圳大學深圳市模具先進制造技術重點實驗室,廣東 深圳 518060)
根據傳熱學的基本理論建立了連注連軋成型技術中軋輥熱平衡的理論模型,然后對軋輥的熱平衡進行了仿真分析。結果表明,導熱油以一定的進口流速能夠到達與輥套內表面接觸的支流管道,不會出現死點,而且在離入口遠端各支流的流速基本均勻一致;軋輥表面的溫度在通入導熱油后溫度變化均勻,溫度差值在3 ℃以內,說明所設計的導熱油道較合理,可以實現對軋輥熱平衡的溫度調節。
連注連軋成型;軋輥;熱平衡;聚合物
0 前言
連注連軋成型技術是在聚合物微結構元件的注射壓縮成型和熱輥壓成型的基礎上提出的一種聚合物板微結構光學元件成型的新技術[1]。連注連軋成型技術的原理如圖1所示,該技術由注軋嘴側擋板、上下唇和具有微結構的軋輥表面形成的空間構成注射模腔,熔融料由注軋嘴注射入注軋模腔,并填充入軋輥微結構,然后與冷軋輥接觸,通過快速熱交換從熔融態轉換成高彈態。隨著軋輥的轉動,入口側的高彈態聚合物材料被壓縮變形,微結構進一步在材料表面壓印成型。在軋輥摩擦力和注射力的作用下,帶有微結構的聚合物板材通過軋輥輥縫,隨著溫度的降低,聚合物板材由高彈態轉變為玻璃態,從而可以得到表面具有微結構的聚合物光學元件[2]。這種方法把間歇式的注射成型演變為連續注射,同時在軋制區對已初次成型的微結構進行熱壓成型以保證微結構填充的精度,這一過程將注射壓縮成型和熱壓成型原理很好地應用在聚合物微結構元件的連續生產中[3-6]。
連注連軋成型的關鍵技術之一為軋輥表面溫度的控制,使軋輥與聚合物熔體的熱交換均勻一致,以保證成型的品質。在聚合物連注連軋過程中,軋輥的作用一方面是將高溫聚合物的熱量帶走而使其發生狀態變化,另一方面是通過壓力作用于聚合物材料最終成型,因此軋輥既是傳熱工具,又是使聚合物材料成型的模具。聚合物材料在軋輥輥縫中成型必須在一定的溫度范圍內,而且沿軋輥軸向的溫度必須均勻,否則就會在材料內部產生應力,這種應力將直接影響成型的尺寸精度、外觀和光學性能[7-8]。因此,如何控制軋輥溫度,使其保持在與成型品質相適應的溫度范圍之內,最大限度地消除這種應力,改善成型品質,是軋輥溫度調節系統研究的一個重要環節。
本文首先研究了軋輥熱平衡溫度調節系統的組成及聚合物連注連軋成型對溫度調節系統的基本要求;然后引入傳熱學的基本理論作為軋輥熱平衡溫度調節系統研究的理論基礎,并在這些理論基礎上設計出了軋輥內部導熱油通道的結構,并對軋輥的這種結構進行了熱平衡分析;最后對軋輥油道流場和溫度場進行了仿真分析,以驗證軋輥溫度調節系統對軋輥溫度控制的精確度。
1 軋輥熱平衡理論模型的建立
軋輥的熱平衡是指軋輥從聚合物獲得的熱量與傳遞給導熱油或其他物質而失去的熱量達到平衡,這使得軋輥各部分的溫度能夠保持均勻一致且控制在一定范圍內,從而使出軋聚合物產品的溫度變化均勻,使聚合物產品內部集聚的熱應力較小,從而不會產生翹曲變形的缺陷,有利于提高聚合物連注連軋的成型品質。影響軋輥溫度的因素主要包括2個方面,一方面是外界向軋輥輸入的熱量;另一方面是軋輥表面散失的熱量。考慮到軋輥輥芯和輥套均采用的是7075鋁合金材料,因此可忽略輥芯和輥套之間的熱傳遞,將輥芯和輥套看成是一個整體,故可只從以上2個方面對軋輥整體的熱平衡進行分析計算。
外界向軋輥輸入的熱量主要包括:溫度控制機對軋輥的加熱、高溫聚合物熔體對軋輥的傳熱、聚合物和軋輥的摩擦生熱、聚合物的變形生熱等。由于溫度控制機對軋輥的加熱和聚合熔體對軋輥的傳熱遠大于聚合物的變形生熱及聚合物和軋輥的摩擦生熱,因此可忽略后兩者對軋輥溫度的影響。
在連注連軋過程中,高溫聚合物熔體進入注軋模腔與軋輥接觸后就開始降溫,熱量不斷地從聚合物傳遞到軋輥,聚合物經歷了3種狀態的轉變,其熱量變化區間如圖2所示,各狀態之間的轉變過渡點分別為A、B、C、D、E,這些過渡點在x方向的距離分別設為l1、l2、l3、l4,其溫度分別設為TA、TB、TC、TD。根據聚合物材料所處的不同狀態階段,在單位時間聚合物熔體向軋輥傳遞的總熱量如式(1)所示:
(1)
式中QT——聚合物熔體向軋輥傳遞的總熱量,J
m0——單位時間內成型的質量,kg/s
c0——熔融態時的比熱容,J/(kg·℃)
c1——高彈態時的比熱容,J/(kg·℃)
c2——玻璃態時的比熱容,J/(kg·℃)
α,β——BC區間,熔融態與高彈態的比例系數
γ,δ——CD區間,高彈態與玻璃態的比例系數
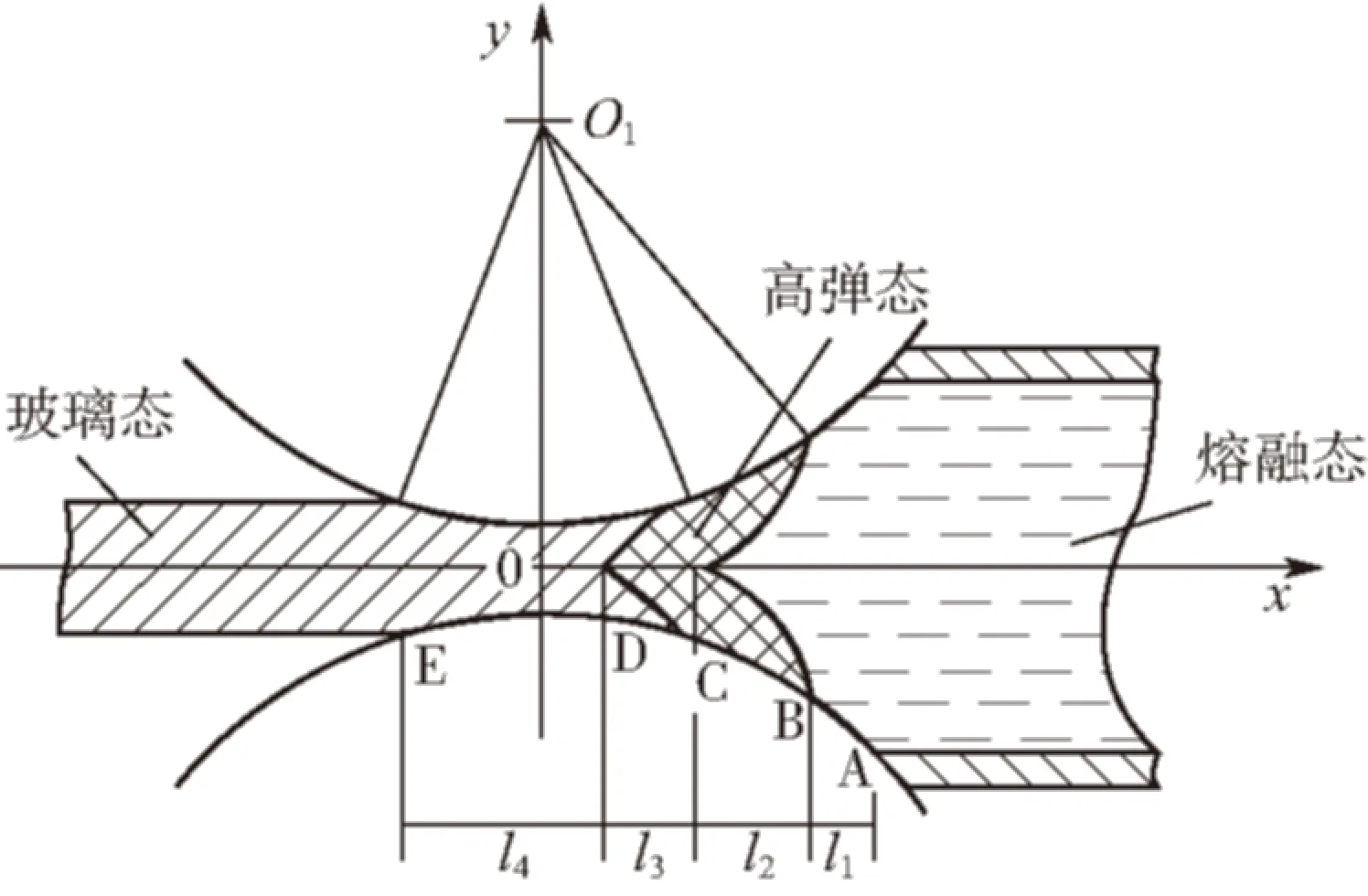
圖2 聚合物連注連軋成型狀態轉變示意圖Fig.2 Polymer state transition diagram during CIDR process
軋輥溫度控制機的作用是首先將軋輥加熱到一定的溫度,當軋輥與其他物質發生熱交換溫度降低時便向軋輥輸入高溫導熱油繼續向軋輥加熱,當軋輥溫度過高時,便通入低溫導熱油對軋輥進行冷卻從而保證軋輥的熱平衡。另外由于導熱油在流動過程中會發生能量損耗,一部分的機械能轉化為熱能并傳遞給軋輥,設這部分的熱量為QW。導熱油和軋輥熱交換的熱量計算如式(2)所示:
QW=cw(T1-T2)ρV+QS
(2)
式中QW——導熱油和軋輥熱交換的總熱量,J
cw——導熱油的比熱容,J/(kg·℃)
ρ——導熱油的密度,kg/m3
V——導熱油單位時間內通過輥的體積,即流量,m3/s
T1,T2——導熱油入口和出口處的溫度, ℃
當T1>T2時,熱量則由導熱油輸入軋輥,反之導熱油從軋輥帶走熱量。
軋輥向外界輸出的熱量主要包括軋輥與空氣的對流換熱和軋輥與環境的輻射散熱。在連注連軋過程中,由于軋輥大部分都暴露在空氣中,與空氣直接接觸,故空氣與軋輥之間必然存在著對流換熱,而且兩者溫差較大,軋輥因對流換熱散失的熱量不可忽略。同時又因空氣流動速度較小,假定軋輥周圍的空氣處于靜止狀態,所以將此對流換熱看作是自然對流,可用式(3)計算熱流密度。
qa=har(Ta-Tr)
(3)
式中qa——軋輥因對流換熱散失的熱量,J
har——空氣與軋輥之間的對流換熱系數,W/(m2·K)
Ta——空氣溫度, ℃
Tr——輥面溫度, ℃
其中har可用式(4)進行計算:
式中d——軋輥直徑,m
T——軋輥自由表面溫度, ℃
另外,由于軋輥溫度高于環境溫度,軋輥不斷地向外界輻射熱量,根據輻射散熱公式,可計算出軋輥單位面積因輻射散發的熱量,如式(5)所示:
(5)
式中qe——軋輥因熱輻射散失的熱量,J
ε1——輥套表面的熱輻射率
σ——Stefan-Boltzmann常數
Te——環境溫度, ℃
因外界向軋輥輸入的熱量和軋輥向外界輸出的熱量應相等,才能保證軋輥的熱平衡,因此可根據式(1)、(2)、(3)和(5)建立軋輥的熱平衡方程[式(6)]:
QT+QW=qa+qe
(6)
2 軋輥熱平衡仿真分析
2.1 幾何模型
采用環形布局的油道結構形式,并根據聚合物產品的尺寸要求,設計了輥芯油道的幾何模型如圖3(a)所示。輥芯的具體結構尺寸:總長度為328 mm,與輥套配合部分長度為200 mm,外圓柱直徑為190 mm,周向5個槽,槽寬為10 mm,軸向6個槽,槽寬10 mm,進油孔直徑為12 mm,出油口直徑為30 mm,各支流進油孔和回油孔的直徑均為6 mm。輥套內徑為190 mm,外徑為220 mm,長度為248 mm,與油道配合的幾何模型如圖3(b)所示。
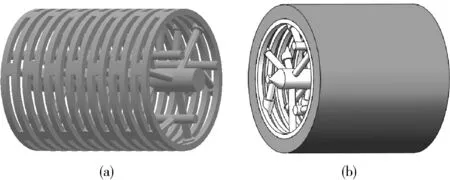
(a)軋輥油道 (b)輥套油道配合圖3 軋輥油道及輥套油道配合幾何模型Fig.3 Geometric model of roll oil channel and assembly of oil channel and roller sleeve
2.2 邊界條件
導熱油在軋輥油道內的模擬屬于三維流場數值模擬的范疇,邊界條件主要有入口邊界條件、出口邊界條件以及導熱油和管道壁的溫度邊界條件。
本課題研究的導熱油對軋輥的加熱和冷卻是通過模溫機對導熱油的入口速度進行控制,并根據軋輥表面的實際溫度進行調節的。如果導熱油的入口速度太大,則會對軋輥輥套產生較大的壓力,可能會使輥套發生變形,影響成型的精度。但導熱油的速度也不能太小,否則軋輥的溫度不能得到及時的控制,達不到連注連軋成型的效果。參考鑄軋對冷卻水的流速要求,根據連注連軋成型的實際生產情況及特點,將導熱油的入口速度取為20 m/s[9-10]。出口邊界條件主要考慮出口的壓力,出口壓力一般大于一個標準大氣壓,故將出口壓力取為1.01×105Pa。
對于軋輥表面溫度的研究,主要是要求其表面溫度均勻,因此只需在通一定時間的導熱油后,測定軋輥表面的溫度分布。軋輥溫度不能太高,否則聚合物材料容易粘在軋輥上,但也不能太低,否則由于軋輥與聚合物材料溫差太大,易使材料產生內應力而發生變形,故將導熱油的溫度設為25 ℃,輥套的溫度設為120 ℃。由于導熱油在導熱過程中溫度不斷升高,所以換熱系數會不斷發生變化,本研究取導熱油25~80 ℃之間的平均換熱系數,取為1.325×104W/(m2·K)。
2.3 模擬結果及分析
仿真分析是在商用有限元分析軟件Ansys Workbench的CFX模塊中進行的,分析的目的為軋輥在達到熱平衡后,軋輥輥套的溫度均勻性是否滿足連注連軋工藝的要求。由于研究的是導熱油向軋輥傳遞熱量,從而對軋輥的溫度變化產生影響,故應用的是單向流固耦合分析。
從圖4可以看出,導熱油通過流入各支流與輥套相接觸,從總體上看比較均勻,在各支流的拐角處,流體保持著一定的速度,不會發生停滯而出現死點。但由于入口速度較快,流向入口附近支流的導熱油較少,入口越遠的支流流經的導熱油越多,這符合軋輥的冷卻規律,因為入口處的導熱油溫度低,而遠離入口處由于軋輥的熱量不斷傳遞給導熱油,所以導熱油溫度升高,故需要更多的導熱油帶走遠離入口軋輥處的熱量。
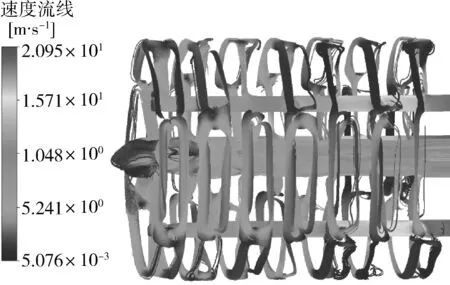
圖4 導熱油的速度流線圖Fig.4 Velocity streamline chart of heat conduction oil
從圖5可以看出,進油管道在入口處速度較快,隨著離入口越來越遠,油的流速因黏度的作用并且向各支流分流而減慢,而出油管道由于各支流導熱油的匯聚越到出口越快,但是速度比入口慢很多。接近輥套處的導熱油速度分布基本均勻一致,且速度較低時不會出現死點,說明導熱油可以流經接近輥套的各個部分,從而可以帶走輥套各部分的熱量。
將導熱油通入軋輥油道250 s后,輥套的瞬態溫度場分布如圖6所示。從圖中可以看出,由于輥套兩端沒有布置油道,所以溫度較高,而中間部分溫度基本均勻,整個輥套的溫度差值為3 ℃以內。因此通過以上設計的油道可以實現對軋輥表面的均勻冷卻。

■—進油管道 ●—出油管道 ▲—近輥套處圖5 不同位置導熱油的速度變化曲線Fig.5 Velocity variation curve of heat conducting oil at different positions
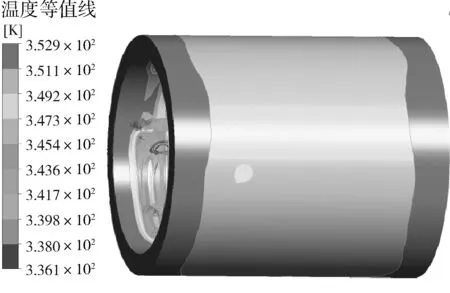
圖6 輥套溫度場等值線分布圖Fig.6 Temperature contour of the roll sleeve
3 結論
(1)導熱油以一定的進口流速能夠到達與輥套內表面接觸的支流管道,不會出現死點,而且在離入口遠端各支流的流速基本均勻一致;
(2)軋輥表面的溫度在通入導熱油后溫度變化均勻,溫度差值在3 ℃以內,可以實現對軋輥熱平衡的溫度調節和聚合物材料成型溫度的需求。
[1] Wang Haixiong, Lü Yonghu, Li Jibin, et al.Continuous Injection Direct Rolling in Microstructure Fabrication for Polymer Optical Elements[J]. International Journal of Advanced Manufacturing Technology, 2016, 85(9): 2247-2255.
[2] Wang Haixiong, Li Jibin,Lü Yonghu, et al. Key Technology of Continuous Injection Direct Rolling for Optical PMMA Plate[J]. Advances in Mechanical Engineering, 2014, (1):971756, 1-9.
[3] 關偉盛, 黃漢雄, 汪 斌. 微注射壓縮成型超疏水表面的微結構設計和調控[J]. 高分子學報, 2013, (10): 1285-1289. Guan Weisheng,Huang Hanxiong,Wang Bin. Design and Manipulation of Microstructures on Micro Injection-compression Molded Super Hydrophobic Surfaces[J]. Acta Polymerica Sinica, 2013, (10): 1285-1289.
[4] 陳燕春, 何文瀚, 區仲榮. 注射壓縮成型技術在塑料光學透鏡生產中的應用[J]. 制造技術與機床,2010, (2): 159-161. Chen Yanchun,He Wenhan,Ou Zhongrong. The Application of Inject Compression Shaping Technologyin the Production of plastic Opticas Lens[J]. Manufacturing Technology & Machine Tool, 2010, (2): 159-161.
[5] 賀 永, 傅建中, 陳子辰. 微熱壓成型過程聚合物流動特性研究[J]. 浙江大學學報(工學版), 2008,42(5): 858-862. He Yong, Fu Jianzhong, Chen Zichen. Flow Behavior of Polymer During Micro Hot Embossing[J].Journal of Zhejiang University(Engineering Science), 2008, 42(5): 858-862.
[6] C Liu, J M Li, J S Liu, et al. Deformation Behavior of Solid Polymer During Hot Embossing Process[J]. Microelectronic Engineering 2010, l8 (7), 200-207.
[7] 王海雄, 呂永虎, 李積彬. PMMA熔體黏度影響因素實驗研究. 中國塑料, 2016, 30(2): 75-78. Wang Haixiong, Lü Yonghu, Li Jibin. Experimental Study of Factors Affecting PMMA Melt Viscosity[J]. China Plastics, 2016, 30(2):75-78.
[8] 張德明, 陳小敏. 用熔體流動速率儀測試流變行為的數據處理[J]. 中國塑料, 2000, 14(4):67-65. Zhang Deming, Chen Xiaomin.Data Processing on Rheological Behavior Test by Melt Flow Rate Instrument[J]. China Plastics, 2000, 14(4):67-65.
[9] 曹光明, 李成鋼, 劉振宇,等. 雙輥鑄軋工藝溫度場和流場耦合的數值模擬[J]. 鋼鐵研究學報, 2008, 20(9): 23-26. Cao Guangming, Li Chenggang, Liu Zhenyu, et al. Numerical Simulation of Temperature Field Foupled with Flow Field Furing Twin 2 Roll Strip Casting Process[J]. Journal of Iron and Steel Research, 2008, 20(9): 23-26.
[10] 金珠梅, 赫冀成, 徐廣. 雙輥連續鑄軋工藝中流場溫度場和熱應力場的數值計算[J]. 金屬學報, 2000, 36(4): 391-394. Jin Zhumei, He Jicheng, Xu Guangjun. Numerical Simulation of Flow, Temperature and Thermal Stress Fields During Twin-roll Casting Process[J]. Acta Metallurgica Sinica, 2000, 36(4): 391-394.
《泡沫塑料——機理與材料》簡介
發泡本身是一種動態而且復雜的過程,涉及到科學原理和控制加工工藝的工程參數。本書的主要目的之一是要透徹理解泡沫塑料的基本機理和材料性能。第1章介紹了泡沫塑料的機理和所用材料。基本機理似乎對所有泡沫塑料都適用,因為泡沫塑料都是通過發泡制得的,其中涉及到泡孔成核、長大和穩定等機理。第3章和第5章專門討論了上述機理。
盡管發泡是一種不穩定的、具有動態復雜性的相分離過程,但材料強度對決定泡沫塑料的發泡程度和泡孔結構起著決定性的作用。第2章專門討論了材料強度,因為材料強度對熱塑性塑料的擠出發泡非常重要。第4章、第6章和第7章深入討論了不同泡沫塑料的制備工藝,其中包括熱塑性泡沫塑料、熱固性軟質和硬質聚氨酯泡沫塑料。我們希望本書能深入全面地分析泡沫塑料的機理、材料性能及其之間的相互關系。
本書對正在進行基礎和應用研究的工業界和學術界的科學家、化學家和工程師們透徹理解發泡機理和材料性能有所幫助,促使其取得更大成績。本書也可以用作碩士研究生的教科書和大學泡沫塑料課程的參考書。
該書是Polymeric Foams:Mechanisms and Materials的中譯本,由北京工商大學材料與機械工程學院輕工業塑料加工應用研究所張玉霞、王向東翻譯,由化學工業出版社出版。
《泡沫塑料——法規、工藝和產品技術與發展》簡介
自20世紀60年代以來,聚合物泡沫塑料技術已經發展成為一項穩固的產業,幾乎影響了現代生活的各個方面。泡沫塑料行業已經渡過了70年代的能源危機,解決了80年代的臭氧問題和90年代的回收/再利用問題。但是,發展和社會環境前進的步伐又在迅速變化,將關注點更加堅定地聚焦在性能、可持續發展資源和能源安全上。《泡沫塑料——法規、工藝和產品技術與發展》一書不僅探索了這一領域新的理念、創新和發展,還提出了有關泡沫技術和應用發展方向的全球性觀點。
特點:(1)討論了新的工藝,包括泡沫注射成型的分析;(2)探索發泡注射成型領域的創新產品開發和新技術;(3)涵蓋了納米可生物降解泡沫、其他新型泡沫、能源安全泡沫和可持續發展泡沫的開發與應用;(4)提出了泡沫塑料從20世紀50年代發展到21世紀的全球性生產的歷史性觀點。
與今天其他大多數領域一樣,人們朝著環境友好、滿足特殊應用而提高性能方向所進行的努力推動著研究和開發。本書不僅提供了一幅開發過程的圖畫,還涵蓋了泡沫行業新的發展方向及其對現在和未來發展的影響。該書是Polymeric Foams:Technology and Developments in Regulation, Process and Products(作者:Shau-Tang Lee,Dieter Scholz)的中譯本,由北京工商大學材料與機械工程學院輕工業塑料加工應用研究所張玉霞、王向東翻譯,由化學工業出版社于2011年8月出版。
Simulation Analysis of Heat Balance of Rollers During ContinuousInjection Direct Rolling Process
WANG Haixiong1, Lü Yonghu2, LI Jibin2
(1.College of Mechanical and Control Engineering, Guilin University of Technology, Guilin 541004, China;2.Shenzhen Key Laboratory of Advanced Manufacturing Technology for Mold & Die,Shenzhen University, Shenzhen 518060, China)
A theoretical model for heat balance of rollers during the continuous injection direct rolling process was established according to basic heat transfer theory, and then a simulation analysis was performed for heat balance of the roller. The results indicated that the heat transfer oil could reach the branch pipe in contact with the inner surface of the roller sleeve at a certain inlet flow rate, and no dead point was found. The flow rates kept uniformity from the inlet to the far ends of various tributaries. The temperature of roller surface was homogeneous with a deviation of 3 ℃ after the heat transfer oil was passed through. The design of oil channels is reasonable, and it can effectively adjust the temperature of the rollers.
continuous injection direct rolling; roller; heat balance; polymer
2017-03-25
TQ320.66+9
B
1001-9278(2017)08-0079-05
10.19491/j.issn.1001-9278.2017.08.014
聯系人,whx131@126.com
