淺談某汽車后側窗密封失效分析及解決措施
2017-09-03 10:32:27何封黎
汽車與駕駛維修(維修版) 2017年5期
何封黎
(上汽通用五菱汽車股份有限公司重慶分公司 401135)
淺談某汽車后側窗密封失效分析及解決措施
何封黎
(上汽通用五菱汽車股份有限公司重慶分公司 401135)
本文針對一種汽車后側窗的結構、工作原理進行詳細的闡述,通過對生產現場密封失效問題細致地分析,提出相關解決措施。
后側窗;膠條;密封;失效
0 引言
后側窗又叫碟形窗,是汽車車窗重要組成部分,對駕駛員的視野、乘客的舒適感、外形的美觀以及空氣動力特性等方面有較大的影響。而MPV車型普遍配備可開啟式后側窗,不但滿足車內采光及司乘人員視野要求,后側窗在開啟能夠有效地使車內空氣流通,增加新鮮空氣的進入,為車主帶來健康、舒適的享受,同時要求在關閉時有良好的密封作用。本文針對汽車可開啟式后側窗的結構、工作原理進行詳細的闡述,通過對五菱某車型后側窗生產過程中出現的故障模式進行了細致地原因分析,并提出了相關解決措施。
1 可開啟式后側窗結構
開啟式后側窗結構組成如圖1所示,主要由后側窗玻璃及其附件(彈性葉片、鎖扣)、密封條以及后側圍窗窗框等部分組成。
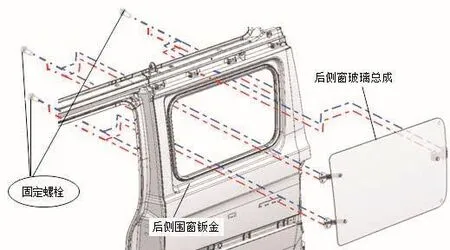
圖1 開啟式后側窗結構示意圖
2 開啟式后側窗裝置的密封工作原理
開啟式后側窗裝置密封主要靠密封條完成,共有兩種密封,如圖3所示。① 玻璃與膠條:后側窗玻璃通過玻璃上的彈性葉片,窗扣與密封條泡管過盈配合達到密封效果;② 后側窗膠條與鈑金:主要由密封條本身密封翅與鈑金配合達到密封效果。

圖2 開啟式后側窗密封原理示意圖
3 現場生產后側窗漏水故障分析
五菱某車型自投產后開啟式后側窗漏水3個月內的百臺車故障率(簡稱PPH)持續升高,達到2.89,如表1。兩種密封途徑漏水均有發生。
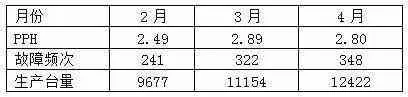
表1 后側窗漏水數據統計
為找出該后側窗漏水的真正原因,采用故障分析定義樹圖的方法(如圖3所示)開展逐項調查,如表2所示:
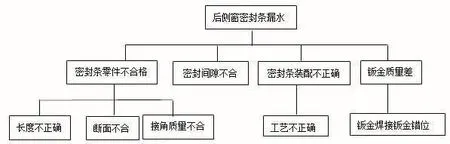
圖3 后側窗漏水分析樹圖
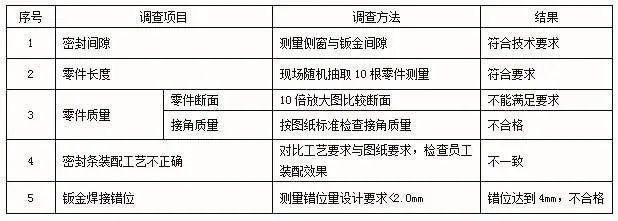
表2 后側窗漏水原因調查分析表
3.1 裝配工藝檢查
蝶形窗膠條通過硫化進行工藝接角,接角部分無鋼帶,保持力不足。因制造工藝缺陷,約有30 mm長度膠條內側唇邊與本體融合如圖4,為防水薄弱環節。工藝要求卻將此處放于窗扣處如圖5,與圖紙要求將該處接角置于鈑金排水槽處不符,減小進水量同時增大排水,避免水反灌入車輛內部。

圖4 膠條接角段質量
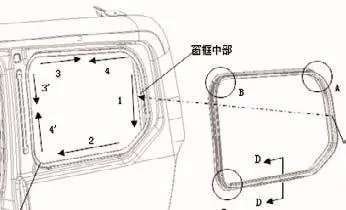
圖5 膠條安裝工藝
3.2 零件質量調查
(1)線旁隨機抽取零件測量,長度合格,說明零件長度不是漏水的主要原因,如表3。

表3 密封零件檢測結果
(2)膠條斷面檢查
① 膠條10倍放大圖顯示膠條擠出斷面與實際截面相差甚遠,外部泡管倒伏,膠條內部防水唇邊短且倒伏,如圖6。

圖6 膠條投影圖
② 膠條接角處外觀質量差,存在接角修邊不平整,且出現膠條破損情況(如圖7)。

圖7 膠條接角故障
3.3 密封間隙
對玻璃與后側窗框鈑金間隙值進行調查,設計:12+/-1.5 mm。隨機抽取部分車輛測量密封間隙(圖8),根據測量結果顯示密封間隙均在設計范圍內,此不是漏水原因。
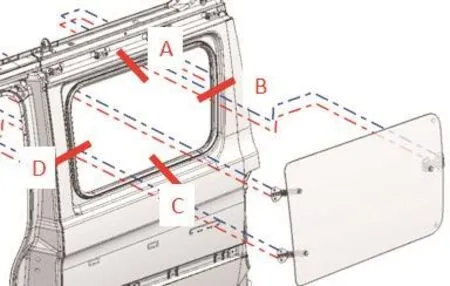
圖8 密封間隙測量圖
3.4 鈑金焊接邊質量檢查
因車身定位銷磨損導致鈑金搭接內外板錯位嚴重(3~4 mm),膠條無法裝配到位,即膠條唇邊與鈑金非過盈配合,無法達到密封效果,因而漏水,如圖9。
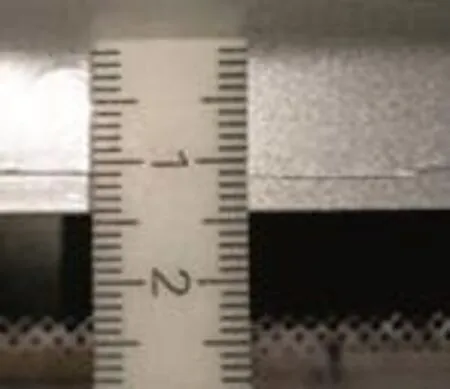
圖9 鈑金錯邊
經過上述對比分析,工藝不合理、膠條接角質量、鈑金錯邊均是造成后側窗密封失效的主要原因。
4 解決措施
4.1 針對上述后側窗密封失效的根本原因,制定以下改進措施[1]
(1)工藝工程師根據設計要求更改膠條安裝工藝,調整膠條接角安裝位置。
(2)膠條供應商嚴格按照圖紙要求生產膠條斷面,增加過程檢查頻次,發現不合格斷面立即調整工藝參數。
(3)車身制造工程師調整焊接工裝定位銷,保證鈑金焊接時零件到位,消除錯邊。
4.2 效果分析
現場淋雨檢驗后側窗漏水故障率從2.80%(PPH=2.8)降低0.15%(PPH=0.15),故障率大幅下降如圖10,說明上述措施取得明顯成效。
5 結束語
通過對該車型的后側窗密封故障分析,建議在類似結構新車型的開發設計和制造過程中關注以下幾個方面。
(1) 在設計階段需重點考慮膠條外側唇邊與鈑金搭接結構,同時將膠條安裝要求輸入到工藝。
(2) 鈑金焊接定位。
(3)供應商膠條生產質量需實時監控,避免制造過程變異未及時糾正導致密封失效。
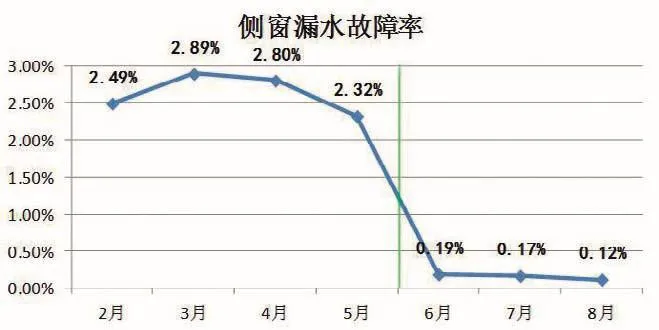
圖10 側窗漏水故障率趨勢
[1]莫記燕,某車型后門框膠條和后側窗玻璃質量改進企業科技與發展 2011年第9期.
U472
A
何封黎(1989—),男,本科,研究方向為汽車內外飾及車身附件部分質量問題的解決。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
山東工業技術(2016年15期)2016-12-01 05:31:22
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03