在西門子802D數車上使用宏程序加工非圓曲線零件的方法
2017-08-29 14:32:43李繼承
河南科技 2017年13期
關鍵詞:拋物線
李繼承
(廣東省國防科技技師學院,廣東 廣州 510000)
在西門子802D數車上使用宏程序加工非圓曲線零件的方法
李繼承
(廣東省國防科技技師學院,廣東 廣州 510000)
非圓曲線的加工是數車的難點,本文以橢圓、正弦曲線、拋物線為例,介紹在西門子802D系統中使用毛坯切削循環指令CYCLE95和可編程的零點偏置指令TRANS來調用子程序編制宏程序的方法,而且各程序都經過了實際加工的檢驗。
西門子802D系統;數車;宏程序;非圓曲線;橢圓
非圓曲線是數車加工中的難點,目前數控系統還未提供完善的非圓曲線插補功能,因此實際操作中非圓曲線的編程多采用宏程序來完成。作為培養高技能人才的學校,特別是數控教學及數控大賽中,根據不同情況掌握各種非圓曲線的編程是非常必要的。筆者以SINUMERIK 802D系統為例,總結出數控車床中的非圓曲線宏程序加工的編程方法。實踐證明,這些方法能高效、準確地加工出非圓曲線的輪廓部分。
1 宏指令概述
當前較先進的數控加工系統都為用戶配備了強大的類似于高級語言的宏程序功能[1],用戶可以使用變量進行算術運算、邏輯運算和函數混合運算,通過其所提供的循環語句、分支語句和子程序調用語句大大減少乃至免除了手工編程繁瑣的數值計算,是提高機床性能的一種特殊功能,在類似工件的加工中巧用宏程序將起到事半功倍的效果。
宏程序可適用于以下3種場合:①宏程序指令適合橢圓、雙曲線、拋物線等沒有插補指令的非圓曲線編程;②適合圖形一樣只是尺寸不同的系列零件的編程;③適合工藝路徑一樣只是位置參數不同的系列零件的編程。
2 函數曲線輪廓的數學模型
數控編程由于沒有各種非圓曲線的插補指令,需要根據曲線輪廓的函數方程y=f(x)將其中的一個參數自變量在其定義域內,從一個值域以一定的插補步進距離(如0.02mm、0.5°)逐步向另一個值域變化,從而求出任意一個點的坐標值,然后用直線插補G01進行擬合加工。


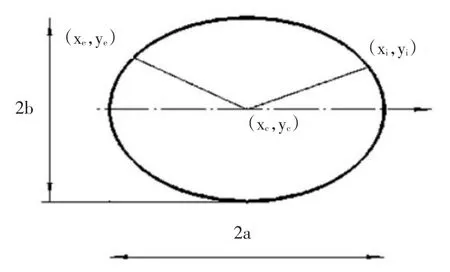
圖1 標準方程的數學模型
3 車削原理
要使車出的曲線為橢圓,即刀尖的運動軌跡必須沿橢圓曲線,根據切削的橢圓輪廓曲線段從起點(xi,zi),運動到終點(xe,ze)。
非圓曲線的插補的數學處理可以采用直線擬合和圓弧擬合,由于在計算中直線只需找起點和終點,而圓弧除起點、終點外還需半徑,因而直線擬合計算簡單。在此采用直線擬合的方式把橢圓曲線分割成若干小直線段,用G01走直線來逼近輪廓曲線(插補采用的步進距離要根據零件輪廓的精度來確定)。
4 編程實例
以在數控車床(SINUMERIK 802D系統)上加工橢圓、正弦曲線、拋物線為例用宏程序進行編程。加工橢圓曲線輪廓的主程序如下。
SK02.MPF;(主程序名)
G90 G54 G00 X100 Z100;(建立工件坐標系,工件坐標系零點在右端面中心點上,絕對坐標編程,快速定位到參考點)
G95M08T2D1;(每轉進給,冷卻液開,T0255度菱形刀)
G00 X50 Z2;(刀具快速定位)
M00;(程序暫停)
S1000 M3;(主軸正轉)
G04 X4;(暫停4S)
R20=10;(設定參數R20,需去除的余量)
MA1:TRANS X=R20;(在X方向設定可編程零點偏置,標記符MA1)
R20=R20-1;(修改X方向可編程零點偏置值,每次切削深度1mm)
AA5;(子程序名,調用子程序粗加工曲線輪廓)
IF R20>=1 GOTOB MA1;(條件跳轉:當R20大于等于1mm時,跳轉到MA1)
①半橢圓曲線輪廓的精車程序
半橢圓曲線輪廓見圖2,加工半橢圓曲線輪廓部分的精車程序如下:
SK03.MPF;(主程序名)
G90 G95 G54;(建立工件坐標系,工件坐標系零點在左端面中心點上,每轉進給,絕對坐標編程)
T1D1 S1500 M03;(主軸正轉,T01是55度菱形刀)
R1=30;(長半軸)
R2=20;(短半軸)
R3=30;(Z軸起始軸尺寸)
MA2:R4=20*SQRT(R1*R1-R3*R3)/30;(函數方程計算公式)
G01 X=2*R4 Z=R3-30 F0.1;(以直線插補擬合橢圓曲線)
R3=R3-0.5;(每次步距0.5mm)
IF R3>=0 GOTOB MA2;(條件轉移:R3當大于等于0時,跳轉到MA2標記處)
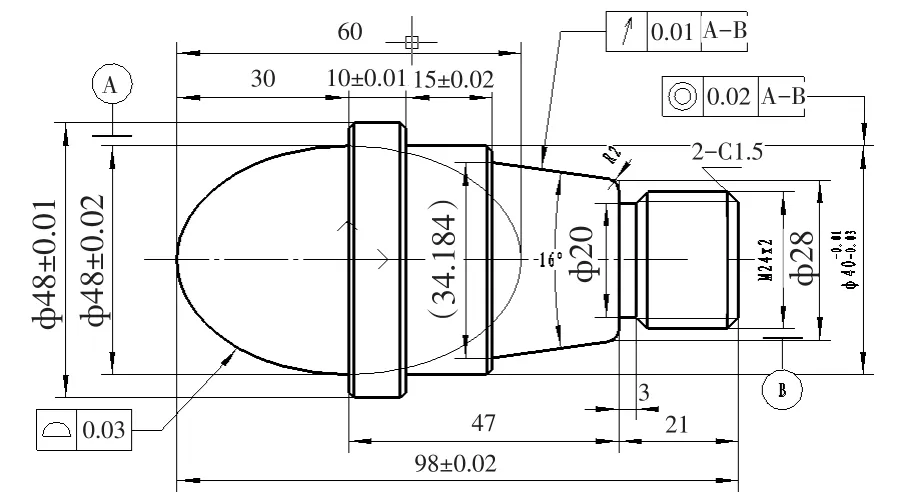
圖2 半橢圓曲線輪廓實例
②豎直外橢圓曲線輪廓的子程序
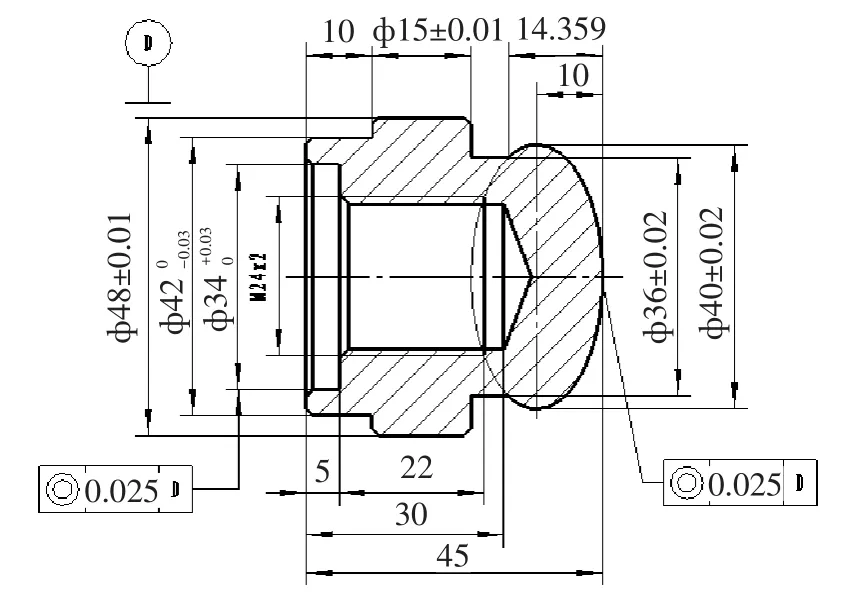
圖3 豎直外橢圓曲線輪廓實例
AA5.SPF(子程序名)
G00 X0 Z3;(快速定位)
G01 Z0;(到達橢圓起始點)
R1=10;(短半軸)
R2=20;(長半軸)
R3=10;(Z軸起始軸尺寸)
MA2:R4=20/10*SQRT(R1*R1-R3*R3);(代入公式)
G01 X=2*R4 Z=R3-10;(以直線插補擬合橢圓曲線)
R3=R3-0.5;(步距,每次0.5mm)
IF R3>=-4.359 GOTOB MA2;(條件跳轉:當R3大于等于-4.359時,跳轉到MA2標記處)
G01 X36 Z-14.359;
Z-20;
X46;
X48 Z-21;
RET;(子程序結束)
③正切曲線輪廓部分的子程序
正切曲線輪廓見圖4,正切曲線輪廓部分的子程序如下:
R1=81.469;(角度)[反正弦函數ATAN(20/3)]
R2=-R1;
MA2:R3=R1*3.1416/180;(角度轉化為弧度)
R10=(3*TAN(R1))-20;(代入公式Z向)
R11=(-5*R3)*2+87.781;(到中心的位置)(代入公式X向)
G01 X=R11 Z=R10;(以直線插補擬合正弦曲線)
R1=R1-1;(步距,每次走一度)
IF R1>=R2 GOTOB MA2;(條件跳轉:當R1大于等于R2時,跳轉到MA2)
G01 X98 Z-40;(到正弦曲線的終點)
RET;(子程序結束)
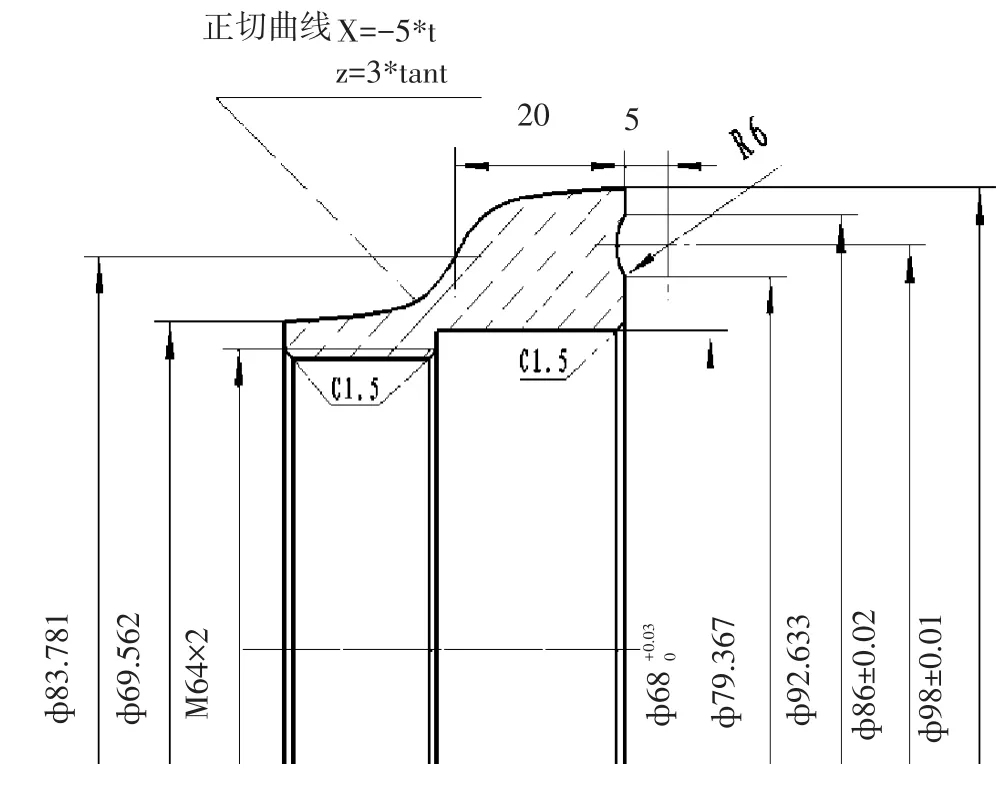
圖4 正切曲線輪廓實例
④拋物線輪廓部分的子程序
拋物線輪廓見圖5,拋物線輪廓部分的子程序如下:
X2=4Z
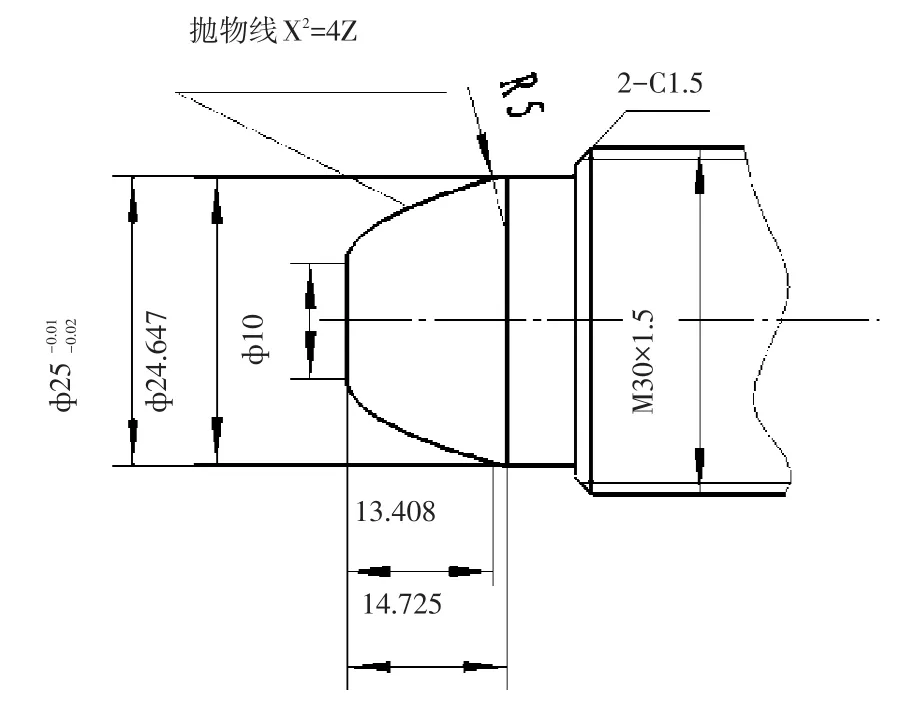
圖5 拋物線輪廓實例
R1=5;(X軸的起點,半徑量表示)
R2=0;(Z軸的起點)
MA2:R3=SQRT(4*R2);(代入公式求在拋物線上X軸的坐標)
G01 X=2*(R1+R3)Z=-R2;
R2=R2+0.5;(步距,每次0.5mm)
IF R2<=13.408 GOTOB MA2;(條件跳轉:當R2小于等于13.408時,跳轉到MA2)
RET;(子程序結束)
(注:開根號后,數值為正值。故與原來的符號相反)
以上實例已在西門子802D系統的數控車床上通過加工運行檢驗,并加工出合格零件。
5 結語
宏程序的應用可以在數控車削中進行非圓曲線的插補,以解決數控車削中系統沒有非圓曲線插補功能這一不足。而且使編程計算大大簡化,程序的可讀性強,易于檢查,提高了編程效率。宏程序編制方法可參照其數學公式、微分方程等有關知識并結合圖形尺寸要求進行具體分析,確定出合理、簡潔的工藝路線,從而充分發揮數控機床的潛在功能,提高加工效率和質量。此外,在加工同類形狀的工件時,只需在調用宏程序時給參數賦不同的值即可完成,無須每個零件分別編制一個程序。合理有效地利用宏程序編程可以擴大機床的使用范圍,提高零件的形位精度。
[1]袁鋒.全國數控大賽試題精選[M].北京:機械工業出版社,2005.
[2]馮志剛.數控宏程序編程方法、技巧與實例[M].北京:機械工業出版社,2011.
[3]卞化梅.非圓曲線零件的數控車削加工編程[M].北京工業職業技術學院學報,2005(4):41-44.
The Method of Using Macro Program and Processing Non-circular Curve in Siemens 802D System and CNC Lathe
Li Jicheng
(Guofang Science and Technology Technician Institute of Guangdong Province,Guangzhou Guangdong 510000)
The processing of non-circular curve is the difficulty of CNC lathe,based on the paper elliptic,sine curve, a parabola as an example,this paper described the use of the Siemens 802D system,rough cutting cycle instruction CYCLE95 and programmable zero offset command to call a subroutine compiled macro TRANS method of procedure, and the program have been tested by actual processing.
siemens 802D system;CNC lathe;macroprogram;non-circular curve;ellipse
TG659
A
1003-5168(2017)07-0060-03
2017-06-12
李繼承(1984-),男,本科,一級實習指導教師,研究方向:數控技術。
猜你喜歡
中學生數理化·高二版(2025年2期)2025-03-05 00:00:00
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:58
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:56
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
中學生數理化(高中版.高二數學)(2021年3期)2021-06-09 06:08:40
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:12
中學生數理化·中考版(2019年10期)2019-11-25 09:39:04
中學生數理化·中考版(2018年10期)2018-12-07 00:44:42
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38
