15CrMoR厚板埋弧焊工藝試驗與結果分析
2017-08-29 14:32:43何永亮張洪昌
河南科技 2017年13期
鄭 康 何永亮 張洪昌 李 欣
(開封空分集團有限公司,河南 開封 475004)
15CrMoR厚板埋弧焊工藝試驗與結果分析
鄭 康 何永亮 張洪昌 李 欣
(開封空分集團有限公司,河南 開封 475004)
本文在分析15CrMoR鋼焊接特點的基礎上,對40mm厚板進行埋弧焊工藝試驗,選擇恰當的焊接參數,制定有效的工藝措施,防止了焊接裂紋等缺陷的產生,試驗取得了滿意結果,公司產品質量得到保證。
15CrMoR;厚板;裂紋;埋弧焊;工藝試驗
開封空分集團有限公司接了一臺加氫反應器進料預熱器的制作任務,殼程工作溫度260℃,工作壓力3.82MPa。因為工作溫度和工作壓力均較高,選用的耐高溫材料為15CrMoR制作筒體、法蘭等殼程主要受壓元件,筒體厚度為30mm。管程用不銹鋼制作。在焊接生產之前,我們做了15CrMoR厚鋼板的埋弧焊焊接工藝試驗,探究15CrMoR埋弧焊工藝。
1 焊接性分析
15CrMoR鋼是一種珠光體低合金耐熱鋼,主要合金元素有Cr、Mo、Si、Mn等。由于在鋼中加入了Cr、Mo合金元素,使其在高溫下具有良好的抗氧化性、強度和耐腐蝕性。但Cr、Mo合金元素的加入也使15CrMoR鋼焊接性變差,具有明顯的淬硬傾向,在焊接過程中很容易出現裂紋。
鋼的淬硬性由鋼的含碳量、合金元素及其含量決定。15CrMoR鋼由于加入了Cr、Mo合金元素,而Cr、Mo能顯著提高鋼的淬硬性。同時,這些元素使鋼在冷卻過程中沒有及時發生組織轉變,增強了過冷奧氏體的穩定性,奧氏體相在冷卻過程中形成馬氏體組織。
淬硬馬氏體組織的形成是冷裂紋出現的一個主要原因,15CrMoR在焊接時,冷卻速度越快,越容易形成淬硬組織,這種組織降低了焊縫和熱影響區的塑性,增大了脆性。這種組織在擴散氫的作用下,往往會產生裂紋。15CrMoR鋼還有再熱裂紋傾向,由于鋼種的強碳化物形成元素以及焊接后存在殘余應力,使其在再次加熱過程中出現裂紋;此外,裂紋的出現還與焊接熱輸入的大小、焊后熱處理參數的選擇有關[1]。
2 焊接試驗過程
2.1 試板尺寸及化學成分
15CrMoR珠光體低合金耐熱鋼,使用溫度可達550℃。依據NB/T47014-2011《承壓設備焊接工藝評定》標準的要求,制備尺寸為600mm×150mm×40mm試板兩塊。試板的化學成分符合GB 713《鍋爐和壓力容器用鋼板》的規定值。
2.2 焊接工藝
2.2.1 焊接方法的選擇。此次生產產品母材較厚,所以選用40mm厚的鋼板進行試驗,可覆蓋母材厚度范圍為16~200mm,滿足產品生產的需要,并為今后15CrMoR厚板容器的生產奠定基礎。

表1 焊接參數
埋弧焊是通過電弧對焊絲和母材進行加熱,使其熔化進行連接的方法。焊接過程中焊絲、電弧和焊縫均被焊劑覆蓋,無任何飛濺,焊縫表面光潔、成形美觀,焊后無需進行表面的修磨。熔化的焊劑還起到隔離空氣,保護熔池,改善焊縫力學性能等作用。手工電弧焊相比埋弧焊具有焊接效率高、焊縫質量好、焊縫成形好等諸多優點,故選用埋弧焊的方法進行試驗[2]。
2.2.2 焊接材料的選擇。選擇適合的焊接材料對焊接質量的影響至關重要,埋弧焊的焊接材料有焊絲和焊劑,因埋弧焊的焊絲與焊劑的種類很多,成分差異很大,即使相同種類也會因生產工藝不同而有差別,影響焊接質量。所以,焊絲與焊劑的匹配對埋弧焊的焊接很重要。選擇的焊絲與焊劑要能滿足母材對焊接接頭的性能要求,由15CrMoR母材的耐高溫特性及其化學成分,根據NB/T47015-2011《壓力容器焊接規程》中的推薦,選用焊絲為型號H08CrMoA,規格為4mm,焊劑型號為F48P0-H08CrMoA,焊劑、焊絲由生產廠家進行匹配。
2.2.3 焊接坡口形式及焊接參數。由于板材較厚,我們采用的坡口形式雙V坡口。其坡口形式及焊接層次如圖1所示。
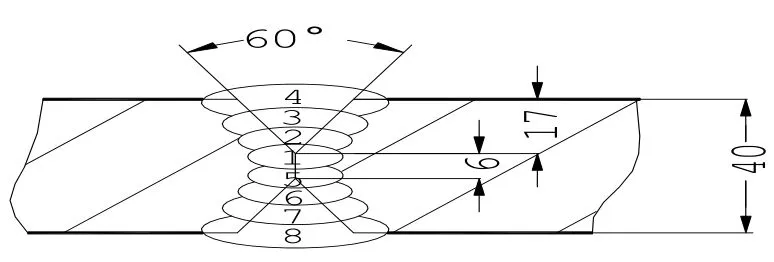
圖1 坡口形式及焊接層次
焊接參數主要有焊接電流、電壓、焊接速度等。焊接電流和電壓的大小主要影響熔深、余高和焊層的寬度,焊接速度保持穩定。通過以往埋弧焊焊接的經驗及本次試驗的相關要求,選擇相對較小的焊接電流,采用多層多道焊,以降低焊接熱輸入,制定的焊接參數見表1。
2.3 焊接工藝措施
根據埋弧焊的特點、試板材料特點及焊接質量要求,制定了相應的工藝措施,如下:①施焊前,用砂輪打磨焊縫坡口兩側不小于30mm范圍的油污、鐵銹和水分。②焊絲要清潔、干燥。焊劑要進行烘干,烘干溫度300~350℃,烘干時間2h,并及時使用。③焊接前用火焰對母材進行預熱,預熱溫度150~200℃,用激光測溫儀測量預熱溫度,預熱寬度大于坡口兩側160mm。④將試板點焊固定,并在兩側焊上引弧板。⑤層間溫度控制在150~200℃。⑥焊接完成后對要對焊縫進行2h后熱處理,后熱溫度250~300℃。⑦層間熔渣清理干凈,背面清根時,用碳弧氣拋拋凈背部熔渣后,用砂輪對拋后的表面進行打磨處理。
2.4 焊后熱處理
焊后熱處理不僅可以消除焊接殘余應力,還能夠改善接頭組織,從而提高接頭力學性能。為保證15CrMoR高溫下保持良好的性能,要對焊縫進行熱處理。
對試板進行熱處理,熱處理溫度650±10℃,為了以后厚板焊接,適當延長了此次熱處理的保溫時間,保溫時間為5h。
2.5 工藝試驗結果
對焊接完成的試板進行100%X射線檢測,符合按NB/T47013.2標準要求,Ⅱ級合格。
根據NB/T47014-2011《承壓設備焊接工藝評定》制備焊接試樣分別進行拉伸試驗、彎曲試驗、沖擊試驗,試驗結果如下。
2.5.1 拉伸試驗。制取4組20mm厚的拉伸試樣,按GB/T228標準規定進行拉伸試驗,得到拉伸值分別為495、490、495、495Mpa。標準抗拉強度下限值為450Mpa,拉伸試驗值均大于標準抗拉強度下限值,并在熱影響區韌斷,符合標準要求。
2.5.2 彎曲試驗。制取4組彎曲試樣,按GB/T2653規定進行側彎試驗,彎曲角度180°。對彎曲后的焊縫和熱影響區表面進行檢查,在受拉面上未發現缺口、裂紋等缺陷。
2.5.3 沖擊試驗。制取3組焊縫區沖擊試樣和3組熱影響區沖擊試樣,試樣尺寸均為:10mm×10mm× 55mm。按GB/T229的規定進行夏比V型沖擊試驗,得到焊縫區沖擊值66、50、58J。熱影響區沖擊值90、80、60J。試驗得到的沖擊值均大于31J,符合標準的要求。
3 結語
采用該工藝進行15CrMoR試板焊接,通過嚴格控制預熱溫度、層間溫度和焊后及時進行后熱處理等工藝措施可有效防止裂紋的產生,試驗結果符合要求。說明所選的焊接工藝合理可行,本次試驗對15CrMoR厚板埋弧焊具有一定的指導意義。
[1]中國機械工程學會焊接學會.焊接手冊(第二卷)材料焊接(第3版)[M].北京:機械工業出版社,2007.
[2]吳志生,楊立軍,李志勇.現代電弧焊接方法及設備[M].北京:化學工業出版社,2010.
15CrMoR Thick Plate Submerged Arc Welding Process Test and Result Analysis
Zheng Kang He Yongliang Zhang Hongchang Li Xin
(Kaifeng Air Separation GroupCo.,LTD,Kaifeng Henan 475004)
On the basis of analyzing the characteristics of the 15CrMoR welding steel,the 40mm thick plate submerged arc welding process test,and choose the appropriate welding parameters,make effective technological measures to prevent the formation of the welding defects such as cracks,the experiment has achieved satisfactory results, the quality of products is guaranteed.
15CrMoR;thick plate;craze;submerged arc welding;process test
TG457.5
A
1003-5168(2017)07-0058-02
2017-06-02
鄭康(1988-),男,本科,助理工程師,研究方向:焊接工藝研發。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
