鋁合金系留軌道裝焊工藝應用
2017-03-18 23:34:44梁斌陳紅亮
廣東造船 2016年6期
梁斌+陳紅亮

摘 要:鋁合金系留軌道材質和結構都比較特殊, 自身結構為封閉箱形梁。系留軌道安裝在主甲板上,截面結構板厚度變化大,焊接質量要求高。本文結合材質和現場施工狀況,制定相應施工工藝,并對焊縫進行性能分析,以控制現場裝焊質量,完成系留軌道裝焊。
關鍵詞:系留軌道;工藝孔;反變形
中圖分類號:671.8 文獻標識碼:A
Abstract: The material and structure of aluminum tethered track is unique and the structure is of a closed box beam. The tethered track is installed in main deck, there is a large variation of section structure and board thickness and the high quality of welding is required. In this paper, considering material and the condition of site construction, suitable welding technology is adopted and the performance of weld bead is analyzed to control the quality of site welding and to complete the fabrication of tethered track.
Key words: Tethered track; Technological hole; Anti-deformation
1 系留軌道結構
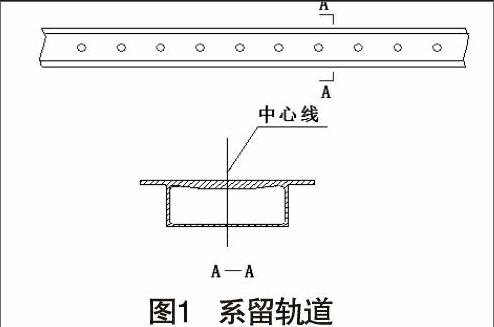
系留軌道為封閉箱形結構(見圖1),上端面是受力結構面,中間開有系留穴孔安裝系留裝置,上端面承受裝載車輛繩索拉力,截面板厚有較大變化,伸出兩側板,與甲板結構焊接固定;箱體側板、底板與船體內部結構連接,承受總體受力。
系留軌道材質采用6082(Al-Mg-Si)鋁合金,屬于可熱處理強化的鋁合金,具有適度的中等強度和良好的焊接性及耐腐蝕性。在焊接過程中,如果工藝控制不嚴格,接頭會出現氣孔、裂紋、夾渣等焊接缺陷,影響使用性能。
2 系留軌道裝配工藝
2.1 安裝要求
系留軌道材料訂購為單件供貨,單件長6 m,上下端面經過粗加工以保證平面度。材料到施工單位后要按照分段長度進行拼裝,拼焊后不允許有折彎和扭曲變形,整件軌道中心線偏差小于1 mm。
2.2 施工場地和胎架設置
按照系留軌道拼裝要求,在專用施工場地進行施工,制作專用系留軌道拼裝胎架或平臺,固定系留軌道,對準軌道中心線調整水平度。軌道正面焊接工作完成后,還需要輔助翻身完成反面焊縫焊接工作。
2.3 工藝孔設置
系留軌道為封閉箱型結構,要保證內部焊縫的質量,必須預先設置工藝孔。系留軌道頂板為工作面,不宜有過多的開孔,因此應在底板設置工藝孔,結合箱體尺寸制定工藝孔大小,以使箱體內所有焊縫都能方便處理和焊接到位。系留軌道工藝孔形式見圖2。
2.4 反變形
船體分段劃分原則為單個分段長度在10~15 m,系留軌道要2~3件焊至所需長度。鋁合金焊接變形大,系留軌道構件焊縫為不對稱中性軸分布,焊接后在接頭處產生中間上拱的折角變形,因此通過預放反變形來控制最終的平直度。系留軌道反變形形式見圖3,預放反變形值見表1。
3 系留軌道焊接
3.1 焊接方式
頂板焊縫采用手工TIG焊深熔焊打底、MIG焊填充蓋面的焊接方式;中間腹板采用MIG手工陶瓷襯墊焊單面焊雙面成型的工藝方式;底板焊縫采用手工TIG焊深熔焊打底,MIG焊填充蓋面的焊接方式。系留軌道焊接方式見圖4。
3.2 坡口形式和參數
(1)深熔焊焊接坡口形式見圖5,焊接參數見表3。
(2)陶瓷襯墊焊坡口形式見圖6,焊接參數見表4。
3.3 焊接順序
系留軌道截面不對稱,首先焊接兩側板的立對接縫,兩側板焊縫基本對稱于截面中性軸,不產生拱曲變形,兩名焊工同時焊接,控制立面方向的繞度變形;焊接頂板焊縫,頂板板厚最大達18 mm,打底和填充工需多層多道焊,焊后產生嚴重的拱度變形,是變形控制的關鍵;最后封回工藝孔蓋板,焊接封板3焊縫,3為角接焊縫,變形量小于對接縫。系留軌道焊接順序見圖7。
3.4 焊接質量及工藝性能測試
系留軌道焊接后,對頂板和側板焊縫進行x光射線拍片檢驗,平定等級為II級,滿足拍片平定要求。現場焊接系留軌道見圖8、圖9。
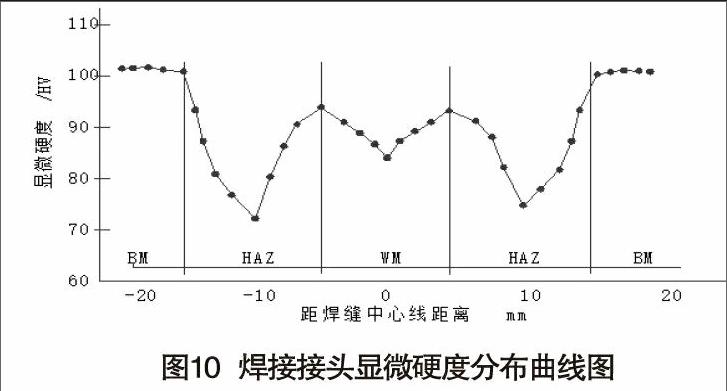
6082鋁合金焊接選用相匹配的5183焊材,5183材料強度高于6082。在焊接現場制作兩組試樣進行力學性能測評。表5、表6為現場試件焊接接頭拉伸和冷彎的力學性能, 6082鋁合金焊接接頭拉伸斷裂處在熱影響區,抗拉強度值為222 MPa、223 MPa,硬度測試值見圖10所示。接頭冷彎試驗彎軸直徑為6 t、彎曲角180°,正彎和反彎合格,未出現裂紋。
斷裂發生在熱影響區,裂紋首先在塑性差的地方產生并擴展,屬于塑性斷裂。焊縫完好,說明焊縫強度滿足技術標準。
6082鋁合金接頭區域顯微硬度以焊縫中心為對稱軸呈近似對稱分布,焊縫中心硬度較低為85~95HV,遠離焊縫中心硬度逐漸增加,但在距焊縫中心約10 mm的熱影響區硬度降至最低為72HV,再往兩端硬度逐步增加,恢復到母材的原始狀態值。硬度曲線說明6082鋁合金焊存在一個軟化區域,與其焊接過程組織結構變化有關。板材設計厚度滿足了使用要求,6082鋁合金軟化區域不需要進行其它強化措施。
4 結論
通過開工藝孔預防適當的反變形,制定合理的施工工藝,裝焊精度符合技術要求。現場試樣機械性能良好,說明系留軌道焊接性能良好,符合設計要求。
