一種轂類鍛件復合熱擠壓成形工藝探討
2017-08-11 11:01:05張向卓張鐵鎖陜西法士特齒輪有限責任公司
鍛造與沖壓 2017年15期
文/張向卓,張鐵鎖·陜西法士特齒輪有限責任公司
一種轂類鍛件復合熱擠壓成形工藝探討
文/張向卓,張鐵鎖·陜西法士特齒輪有限責任公司
轂類零件是汽車變速箱中常用的一種零件,這種零件壁厚薄、型腔深,開式鍛造生產時材料浪費較大。本文介紹的是一種復合擠壓成形的設計,并借助Deform軟件模擬優化成形方案,通過實際生產獲得了合格鍛件。這種復合擠壓成形方式可以降低生產成本,提高生產效率。
轂類零件在汽車傳動系統中使用廣泛,采用常規開式模鍛成形時,上下端面充滿難度較大,通常需增加內外圓及端面余量以提高充滿性,原材料浪費大,機加工成本也隨之增加,需要尋找一種新的成形方式。本文針對某轂類零件(見圖1),制定復合熱擠壓成形方案,利用Deform軟件模擬成形過程,優化成形方案,最終通過實際生產獲得了品質良好的鍛件。
工藝分析
此零件上半部分壁厚12.5mm,下端壁厚6.8mm,壁厚較薄,模具型腔寬度與深度比值較大。鍛造過程中因薄壁部分溫降快,材料變形抗力急劇增大,上下端面處充滿困難。將分模面往上端面處移動,可減小上端面處模具型腔寬度與深度比值,有利于上端面充滿,但下端面充滿不好的問題仍然無法解決。為解決下端面充滿問題,可選擇直徑較小的坯料,鐓粗后放置在接近下端面處,以利于下端面充滿,但坯料高徑比超出許可值。采用常規的鍛造方法,必須加大內外圓及端面余量,以減緩坯料溫降,減小材料變形抗力,提高鍛件充滿性,并在局部增加加工余量補償未充滿的缺陷,以保證鍛件加工合格率。這種成形方式材料浪費較大。

圖1 零件截面圖
根據此類件的形狀,可考慮通過熱擠壓成形方式生產。所謂熱擠壓,是加熱到再結晶溫度以上的金屬在強烈的三向不均勻壓縮力的作用下,從熱擠壓模的模口中流出或流入狹小的模腔中,從而獲得所需的熱擠壓件的一種壓力加工方法。對于此件,采用熱擠壓成形方式比開式模鍛成形的鍛件重量可降低約10%,材料消耗可減少20%以上。利用熱擠壓,可以節約原材料,減少機加工余量和工時,降低生產成本。
與冷、溫擠壓一樣,根據金屬流動方向的不同,熱擠壓也可分為正擠壓、反擠壓以及正反復合擠壓。此件上下端截面變化大,壁厚薄且高度落差大,采用擠壓成形時上下兩端均需要擠壓成形。設計中可以在預鍛正擠壓成形下端,終鍛反擠壓成形另一端,但是這樣的成形方案中為利于下端成形并且防止預鍛出刺,需要將坯料放入下端型腔中定位,此時坯料高徑比約為2.7,高徑比過大,故不考慮此成形方案,最終考慮采用復合擠壓同時成形上下端面的方案。
鍛件圖及模具設計
鍛件圖設計
結合此件零件尺寸,設計毛坯余量2.5mm,外出模角0.5°,內出模角2°,按此設計鍛件毛坯圖(圖2)。此零件材料為42CrMo,始鍛溫度為1150℃,線性收縮率為1.36%,在毛坯圖的基礎上考慮坯料線性收縮率設計出熱鍛件圖(圖3)。
坯料計算及制坯工步設計
鍛件體積計算按厚度方向的正偏差一半計算,坯料采用中頻感應加熱,火耗按1%計算,由于鍛件形狀復雜,因此在終鍛成形前需設計預成形。此件的生產設計為三步成形,即鐓粗、預鍛、終鍛。鐓粗工步設計時應保證有足夠的壓下量以去除坯料加熱時表面產生的氧化皮,并且鐓粗制坯后應在預鍛中定位可靠;預鍛工步的設計也應考慮預鍛件在終鍛型腔中的定位,一般設計間隙為0.5~1.0mm,預鍛的作用是合理分料并適當成形以改善終鍛時金屬流動狀況。經過多次模擬分析,最終制定成形方案如圖4所示。

圖2 鍛件毛坯圖
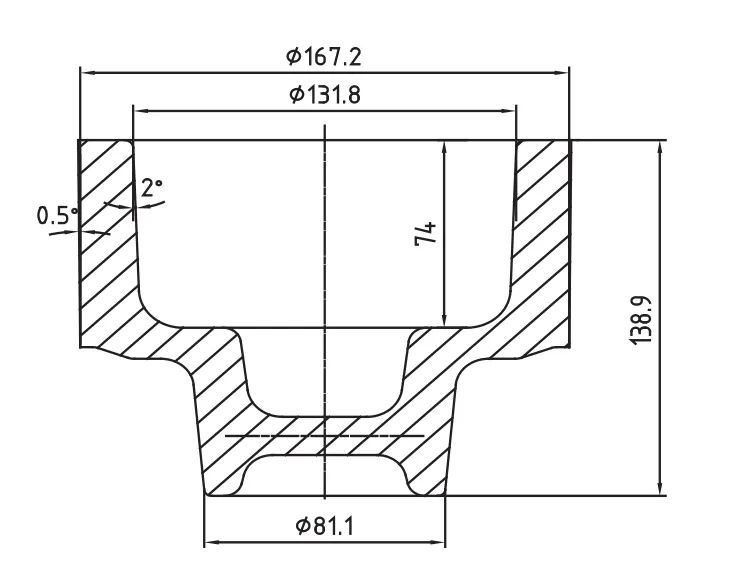
圖3 終鍛工步熱鍛件圖
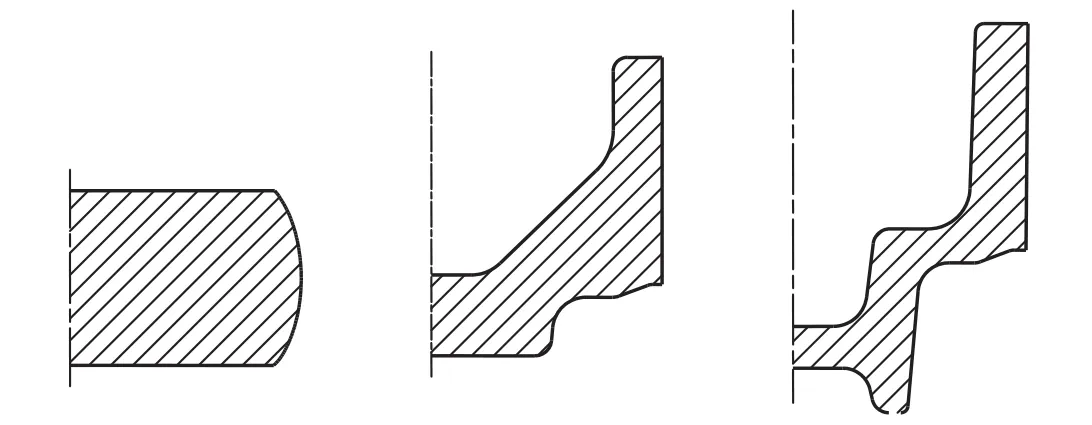
圖4 各工步型腔設計
Deform有限元模擬
對于此方案利用Deform進行模擬,結合實際情況,模擬過程的各項參數設定如表1所示。
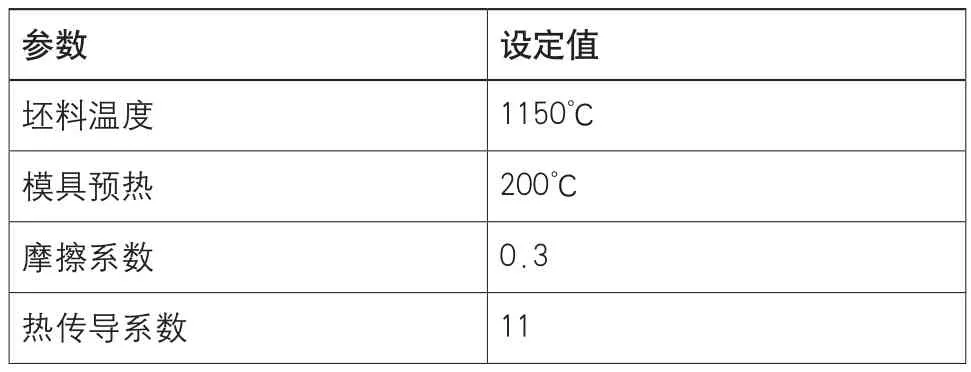
表1 模擬過程參數設定
圖5為終鍛工步充滿型腔時的模擬結果,圖中曲線為設備載荷曲線,其中X坐標為模擬過程的步數,Y坐標為設備載荷。其中1~205步為鐓粗過程,206~753步為預鍛,754步之后為終鍛過程。模擬的成形過程中金屬流動順暢,預鍛分料合理,終鍛時金屬無劇烈橫向流動,上下端面接近同時充滿,成形良好。

圖5 終鍛模擬
鍛件試制
考慮到鍛件脫模,在模具設計時凸凹模均設計了頂出裝置。坯料采用中頻爐加熱,結合模擬情況,考慮到擠壓過程中鍛件局部會有溫度升高情況,為防止鍛件過燒,坯料加熱溫度設定為1150℃±30℃。
實際生產時,使用水溶性脫模劑,鍛件未充滿嚴重,調節閉合高度后未能完全解決,又做了以下調整:⑴改用石墨脫模劑,鍛件充滿性改善,獲得鍛件尺寸合格;⑵連續生產中偶有鍛件抱住凸模無法頂出的情況,將凸模出模角改為5°后出模順暢,可連續穩定生產。最終獲得的鍛件尺寸及精度符合設計要求,無折疊及裂紋等缺陷,鍛件實物如圖6所示。

圖6 試制鍛件
結論
通過對此鍛件成形工藝設計以及實際生產,證明了這種復合熱擠壓成形工藝的可行性,對類似零件的設計、生產可提供一定的借鑒作用。由于此類鍛件壁厚薄,溫度降低快,鍛件極易冷縮抱住凸模,為利于鍛件脫模,建議在模具設計中凸凹模均應設計頂出機構,且凸模的出模角不小于5°,可結合具體零件適當調整;預鍛設計應注意分料,保證上下端面接近同步充滿。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中國化肥信息(2020年7期)2020-03-19 01:54:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
